不锈钢/钴铬合金激光焊接头的微观组织分析
2017-12-28谷晓燕
马 凯, 谷晓燕, 王 毅
(1.吉林交通职业技术学院 汽车工程学院, 吉林 长春 130012;2.吉林大学 材料科学与工程学院, 吉林 长春 130022;3.长春工程学院 机械工程学院, 吉林 长春 130012)
不锈钢/钴铬合金激光焊接头的微观组织分析
马 凯1, 谷晓燕2, 王 毅3
(1.吉林交通职业技术学院 汽车工程学院, 吉林 长春 130012;2.吉林大学 材料科学与工程学院, 吉林 长春 130022;3.长春工程学院 机械工程学院, 吉林 长春 130012)
采用激光焊接技术连接不锈钢丝和钴铬合金丝,并对比两种异质材料接头添加镍中间层和不添加镍中间层的微观形貌,分析了两种情形下接头的组织特征。结果表明,当镍中间层在一定厚度时,呈现融合充分、晶粒细化、镍元素扩散更加均匀的组织特征。
不锈钢; 钴铬合金; 激光焊; 镍中间层
0 引 言
不锈钢具有良好的物理性能、化学性能和生物相容性,钴铬合金具有良好的生物相容性、抗腐蚀性、化学稳定性和较高的机械性能,二者均广泛应用于工程和生物医学领域[1-2]。通过激光焊连接两种合金,制造满足性能的复杂器械引起研究者的关注[3-4]。采用镍中间层作为焊接材料实现焊缝金属的合金化,是基于镍与不锈钢、钴铬合金中的Fe、Co、Cr具有良好的互溶性,并且镍的耐腐蚀性与生物相容性好,对异质接头的性能影响较小[5-8]。文中系统研究了镍对不锈钢与钴铬合金激光焊接异质接头微观组织的影响。
1 试验材料及方法
1.1 试验材料
试验母材为不锈钢丝和钴铬合金丝。不锈钢为直径0.5 mm的18-8型奥氏体不锈钢丝材料,钴铬合金为直径0.5 mm的COBAFLEX钴铬合金丝;试验中间层选用40 μm纯镍。不锈钢和COBAFLEX钴铬合金的化学成分分别见表1和表2。
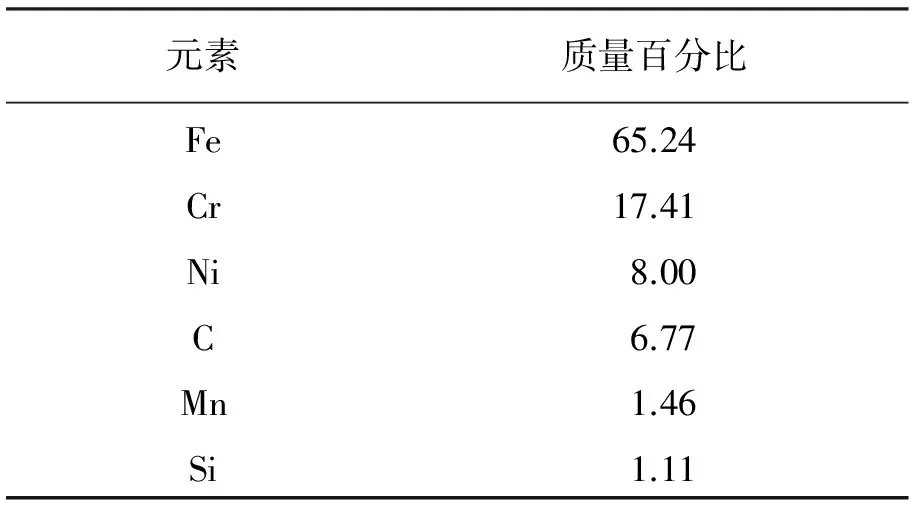
表1 不锈钢的化学成分 wt%
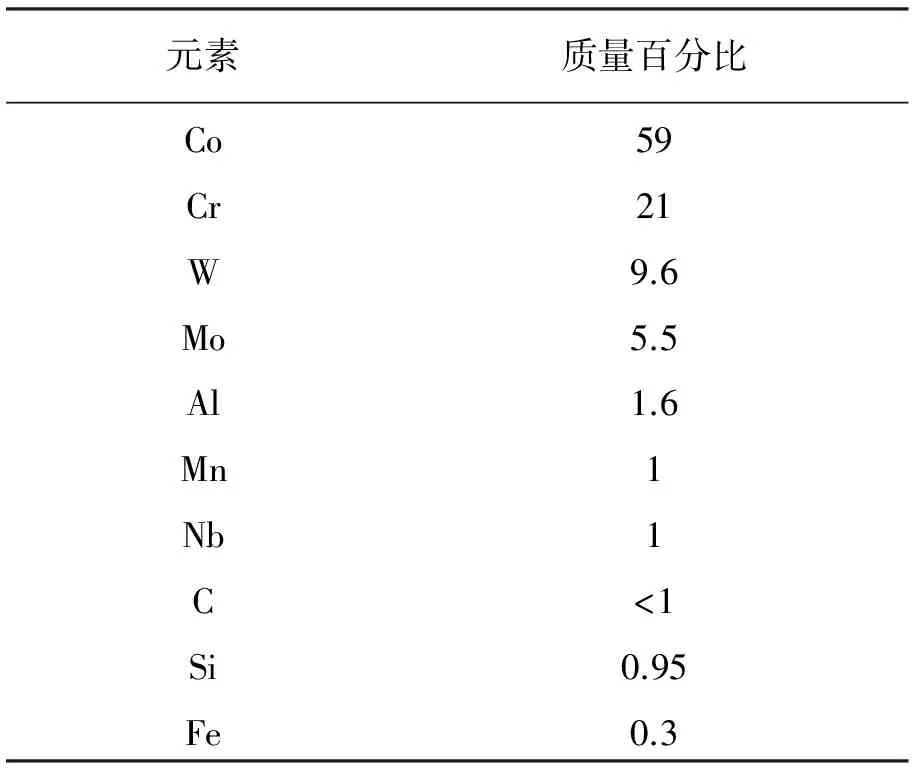
表2 COBAFLEX钴铬合金的化学成分 wt%
1.2 试验方法
采用HKW-1050 型激光脉冲焊机焊接钴铬合金与不锈钢试样,试样分不添加纯镍中间层和添加纯镍中间层两大类,用不同规格砂纸逐级打磨表面至光洁平整,再用PG-2C型金相抛光机抛光,后用清水冲洗、干燥、腐蚀,分别制备金相、扫描电镜、能谱分析等试样。
2 试验结果与分析
2.1 接头形貌分析
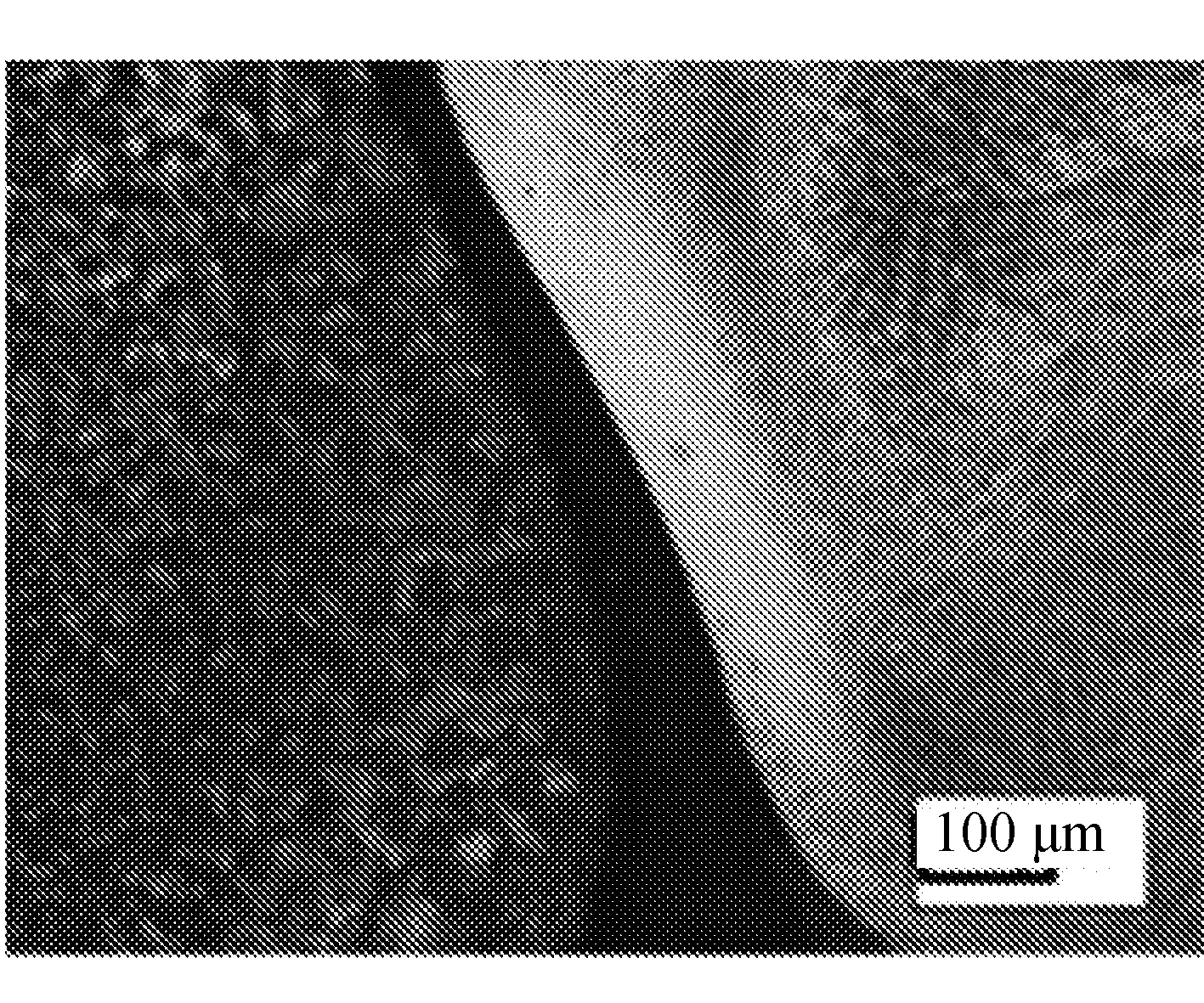
接头形貌及接头显微组织如图1所示。
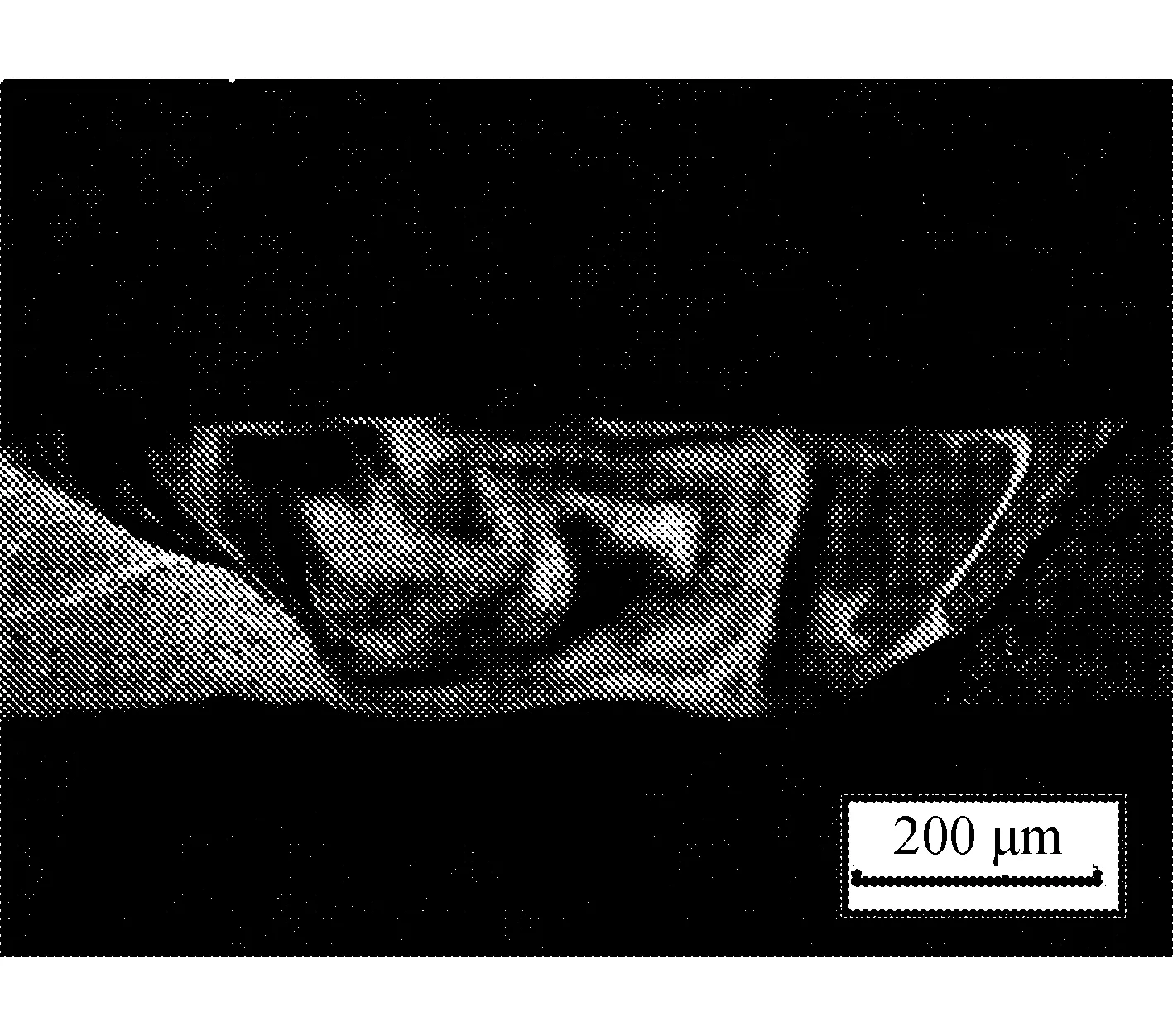
(a) 未添加纯镍中间层的接头宏观图
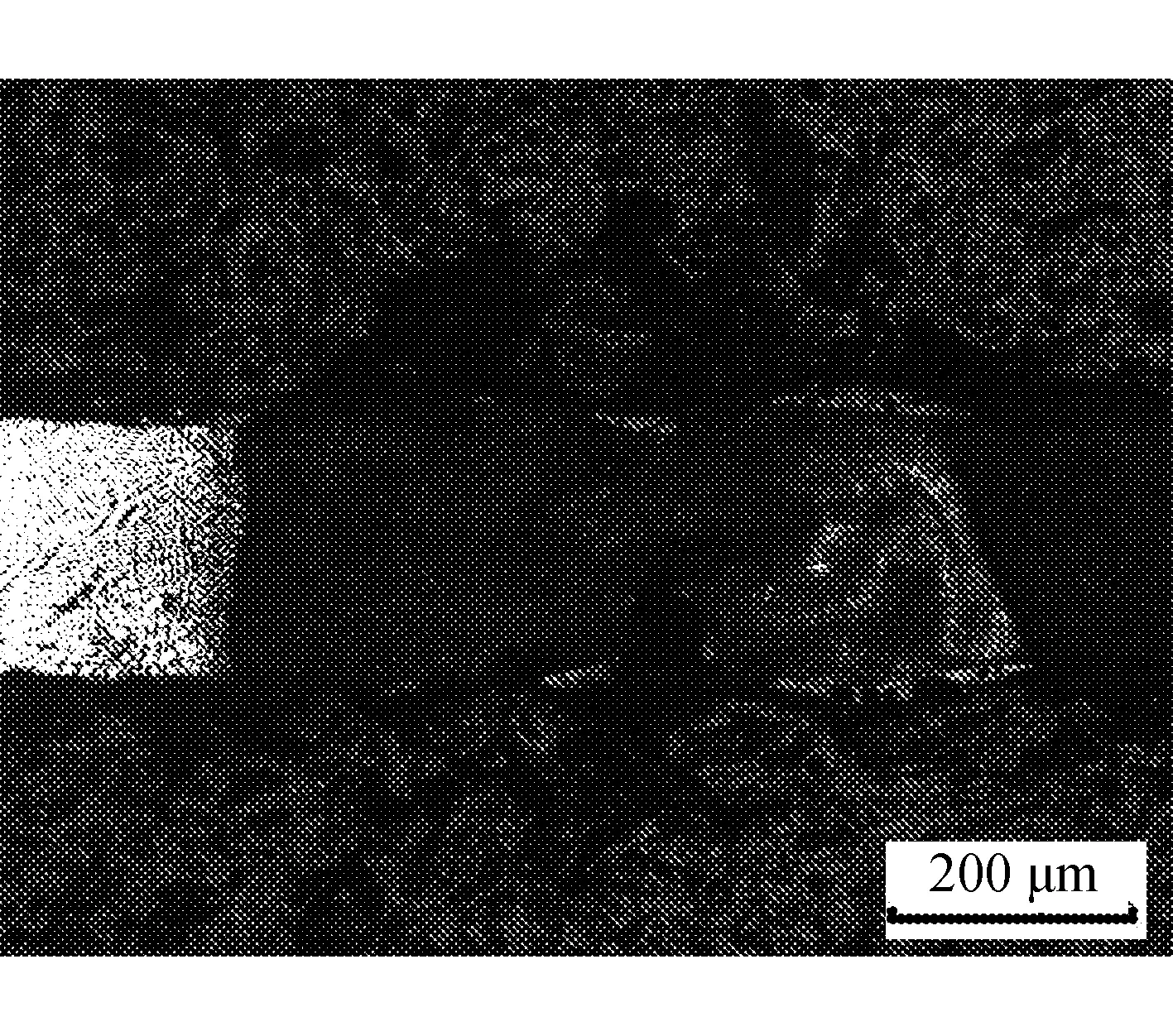
(b) 添加纯镍中间层的接头宏观图
由图1可见,当不加中间层时,焊缝的宽度较大,坡度较平缓。其原因是钴铬合金/不锈钢熔化形成熔池热容量较大,散热能力较小,液态金属热运动较活跃,扩散范围较广,且液态金属温度保持时间和冷却时间都要稍长一些,外围的液体金属先冷却凝固,产生由外到内、由焊缝两端到焊缝中间的逐次冷却,造成焊缝的坡度较平缓;当添加纯镍中间层时,焊缝宽度明显变小,坡度变得相对陡峭。其原因是钴铬合金/不锈钢熔池因镍的存在而导致热容量变小,散热能力也变小,液态金属热运动的活跃降低,扩散范围变小,液态金属温度保持时间短,外部金属与内部金属几乎同时冷却,致使焊缝坡度相对陡峭。
2.2 接头显微组织分析
钴铬合金一侧熔合区的金相组织如图2所示。
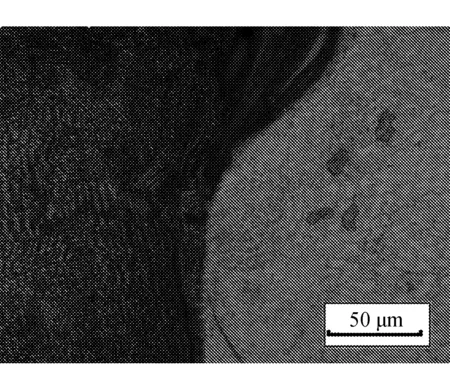
(a) 不加纯镍中间层钴铬合金侧熔合区显微组织
(b) 添加纯镍中间层钴铬合金侧熔合区显微组织
由图2可见,当不加中间层时,晶粒由熔合线向焊缝中心扩散,晶粒由细变粗,大部分晶粒分布较均匀,小部分是粗晶粒与细晶粒夹杂分布。钴铬合金侧组织形状不规则,大小各异,离熔合线近的区域组织分布不均匀,离熔合线远的区域组织分布较均匀;当添加纯镍中间层时,焊缝侧晶粒由熔合线向远处发散,且晶粒逐渐变得粗大,晶粒分布较为有序,钴铬合金侧组织不清晰,分布不规律。
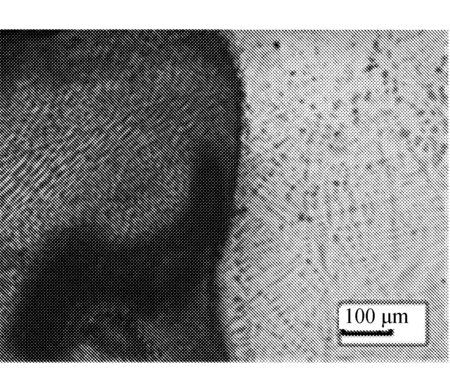
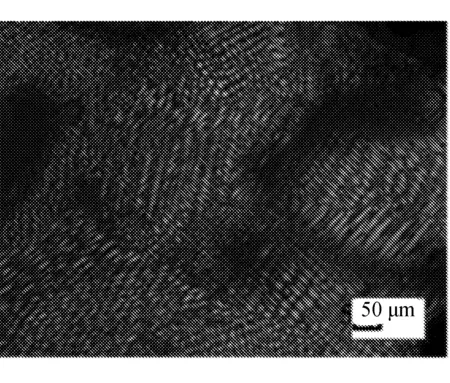
焊缝区的金相组织如图3所示。
(a) 不加纯镍中间层钴铬合金焊缝区显微组织
(b) 添加纯镍中间层钴铬合金焊缝区显微组织
由图3可见,当不加中间层时,焊缝区晶粒分布比较混乱,一部分细晶粒分布较均匀,一部分粗晶粒分布较均匀,一部分是条状组织纵横交错分布;当添加纯镍中间层时,焊缝区晶粒分布较为有序,粗、细晶粒分布层次分明,只有小部分粗、细晶粒夹杂。
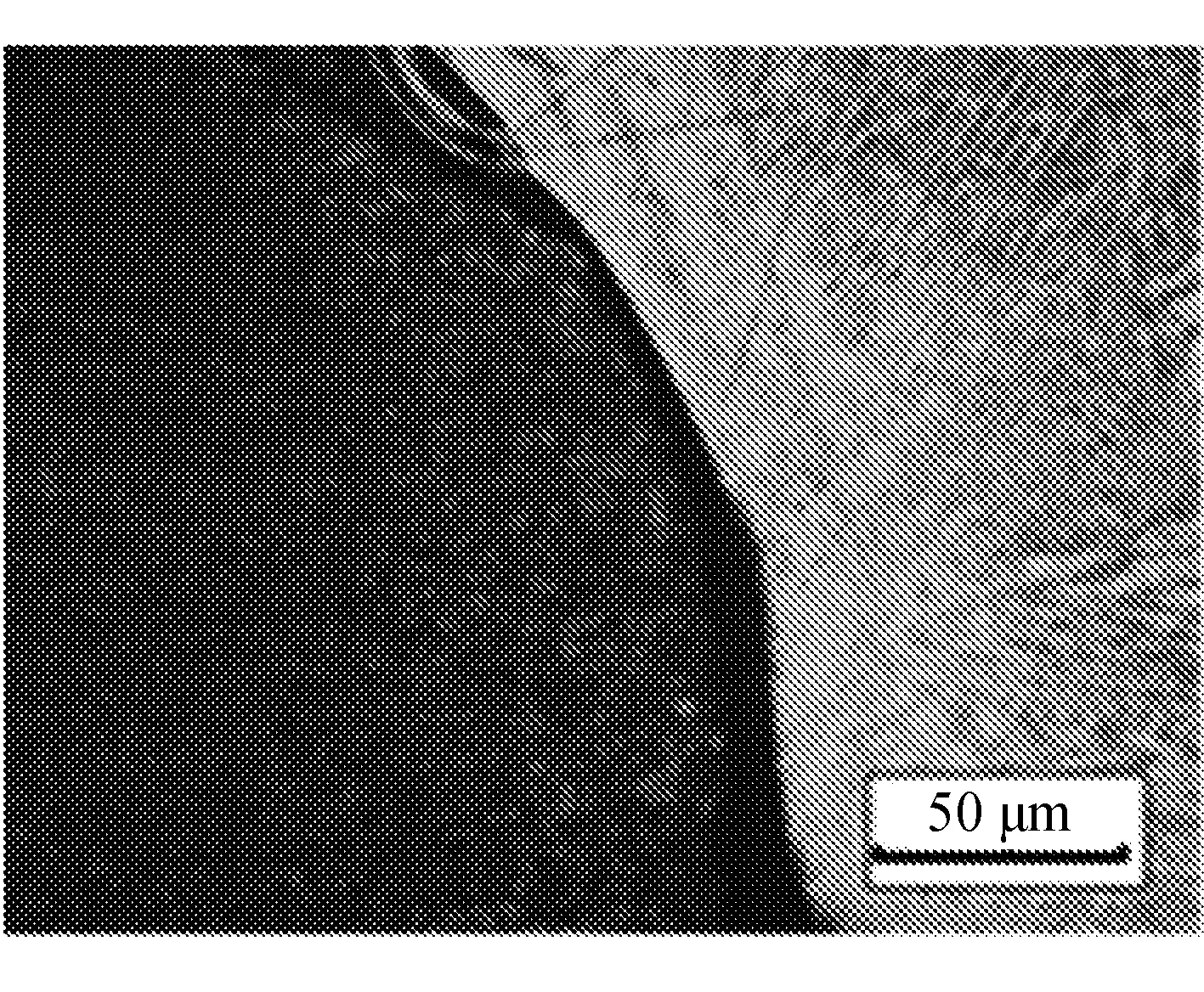
不锈钢一侧熔合区的金相组织如图4所示。
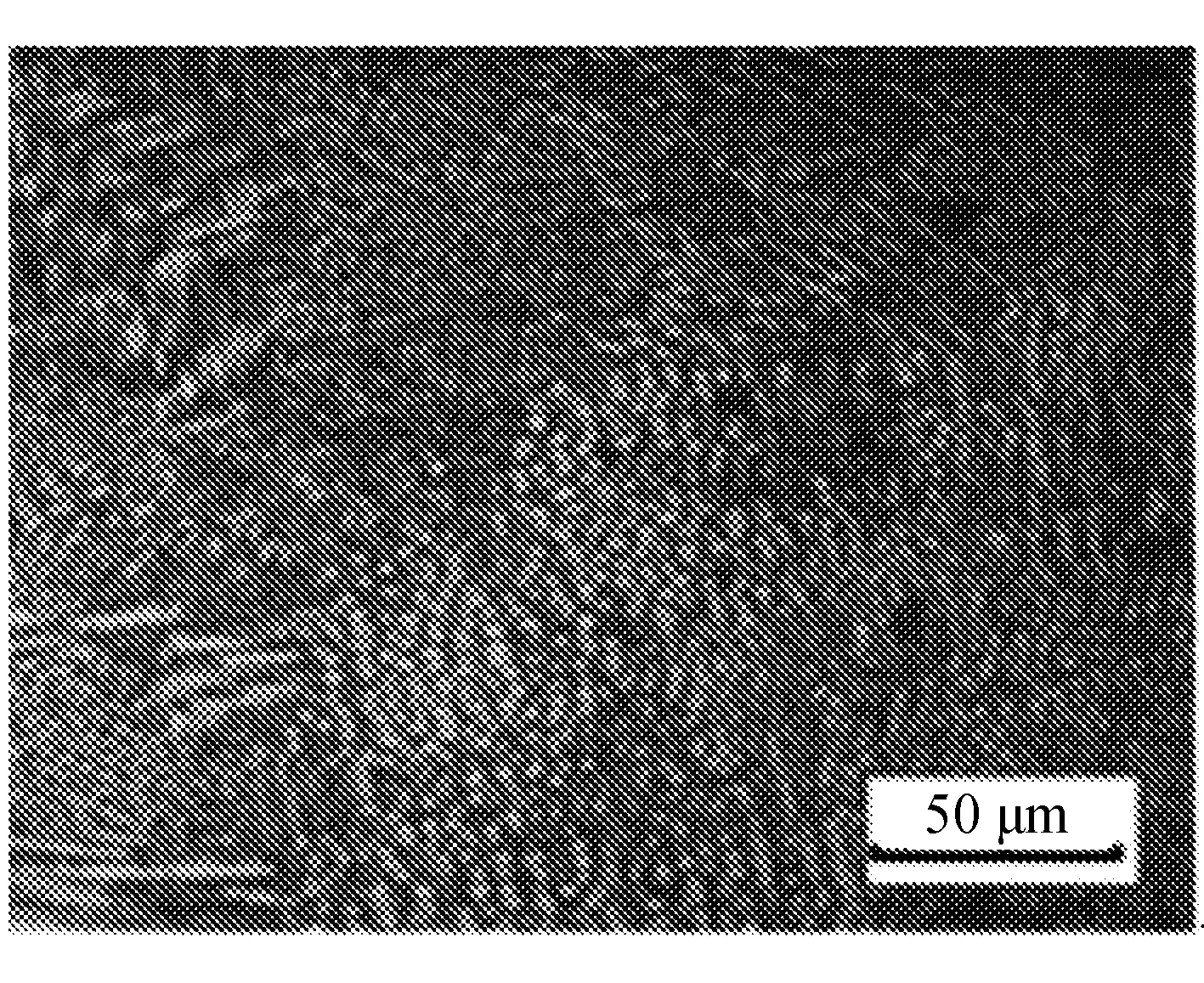
(a) 不加纯镍中间层不锈钢侧熔合区显微组织
(b) 添加纯镍中间层不锈钢侧熔合区显微组织
由图4可见,当不加中间层时,不锈钢侧离熔合线近的区域组织形状较大,分布均匀,离熔合线远的区域组织形状细小,分布也较均匀;当添加纯镍中间层时,不锈钢侧组织呈块状,是奥氏体不锈钢组织特征,块状从熔合线向不锈钢母材方向由大到小分布,组织分布有序。
分析其原因是:在不锈钢侧和钴铬合金侧的熔合区熔合线附近,混合在一起的成分种类少,晶向比较单一,离熔合线越近,液相温度越低,结晶速度越快,晶粒越细小。而在焊缝区,未加中间层时,熔池中液相温度、结晶速度、溶质浓度不一样,结晶过程中,晶粒大小、分布情况差异大,因而晶粒无序分布;添加纯镍中间层后,影响了液相温度、结晶速度、溶质浓度情况,在熔池中心位置,材料的散热能力变差,温度较稳定,溶质混合均匀,结晶速度只有细微差异,因而晶粒有序分布。
2.3 接头扫描电镜能谱分析
未加中间层时,钴铬合金侧熔合区及元素分布曲线如图5所示。
由图5可见,钴铬合金侧熔合线附近分布的主要元素为Co、Fe、Cr、Mo、W,而钴铬合金母材主要元素是Co、Mn、Cr、Mo、W,不锈钢母材主要元素是Si、Cr、Mn、Fe、Ni,说明熔合线附近的Co、Cr、Mo、W四种元素来源于钴铬合金母材,熔合线附近的Fe元素来自不锈钢母材。从焊缝到钴铬合金母材,Co、Fe元素分布曲线变化较大,未过熔合线,Co含量值由低到高。过熔合线,Co含量变化不大。靠近熔合线,Fe含量明显降低,过熔合线,Fe含量都接近于零,Co、Fe元素偏析现象明显;Cr元素分布曲线变化小,含量逐渐上升,但熔合线两侧Cr含量都高,Cr元素偏析现象不明显;Mo、W元素分布曲线较一致,元素含量沿熔合线对称,熔合线两侧元素含量变化不大,Mo、W元素偏析现象不明显。
分析其原因是:焊接过程中,钴铬合金侧元素对流现象不明显,Fe元素向钴铬合金母材化学扩散程度非常低,钴铬合金母材对Fe元素的扩散起阻碍作用,Co、Cr、Mo、W元素向焊缝流动,Cr扩散能力较强,焊缝中Cr含量较多,Co扩散能力较弱,Mo、W元素扩散能力一般,且Mo、W元素在焊缝中分布均匀。同理可得到不添加纯镍中间层时接头不锈钢侧熔合区组织及元素分布曲线、添加纯镍中间层时接头钴铬合金侧熔合区组织及元素分布曲线,以及添加纯镍中间层时接头不锈钢侧熔合区组织及元素分布曲线。

(a) 熔合区组织
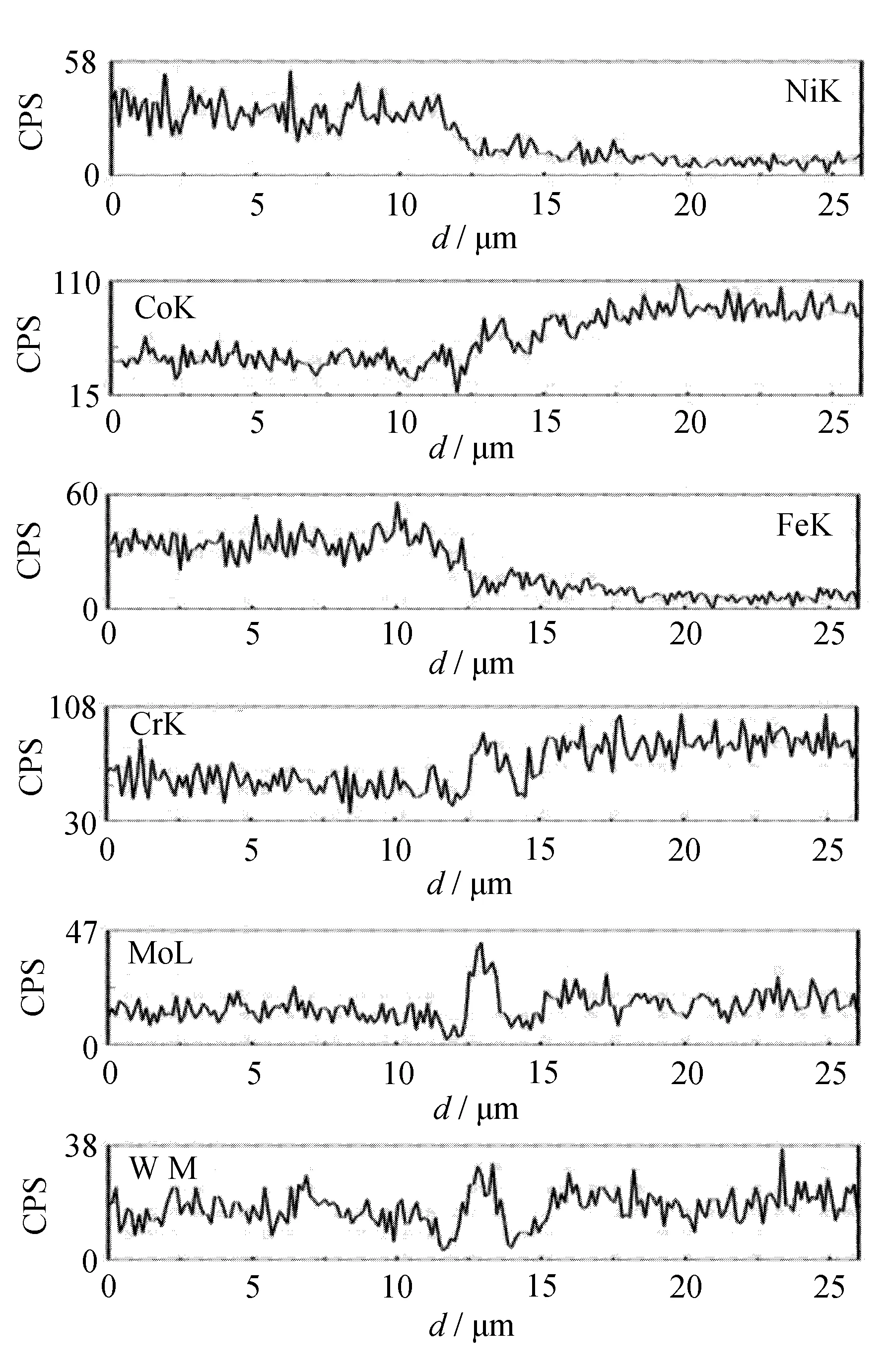
(b) 熔合线附近元素分布曲线
3 实验结论
1)添加纯镍中间层,使钴铬合金/不锈钢激光焊接头的热容量和散热能力变小,形成的焊缝宽度减小,金属元素蒸发量减少,焊缝成形良好。
2)添加纯镍中间层,对熔池中心的液相温度、结晶速度、溶质浓度等参数影响明显,结晶状况良好,焊缝区晶粒分布均匀有序。
3)添加纯镍中间层,有利于溶质的溶解和元素的扩散,元素分布相对均匀,降低偏析现象的发生,但对熔合线附近的温度梯度影响大,而使一些元素在熔合线中心集中分布。
[1] Uenishi K, Seki M, Kunimasa T, et al. YAG laser micro welding ofstainless steel and shape memory alloy [J]. Proceedings of SPIE,2003,4830:57-62.
[2] 杨化娟,杨柯,张炳春.医用不锈钢的发展及展望[J].材料导报,2005,19(6):56-58.
[3] 陈彦宾.现代激光焊接技术[M] .北京:科学出版社,2005.
[4] Petretis B, Balciuniene M. Peculiarities of laser welding of metals [J]. Lithuaniam Journal of Physics,2005,45(1):59-69.
[5] Ready J F. Effects of high power laser radiation [M]. New York: Academic Press,1971.
[6] 马国印.镍和镍合金耐腐蚀性分析[J].化工装备技术,2007,28(1):71-74.
[7] 王家淳.激光焊接技术的发展与展望[J].激光技术,2001,25(1):48-54.
[8] 王剑利,张凤,刘凡.304不锈钢双极板性能研究[J].长春工业大学学报:自然科学版,2009,30(5):504-508.
StudyonmicrostructureofstainlesssteelandCo-Cralloydissimilarjoint
MA Kai1, GU Xiaoyan2, WANG Yi3
(1.School of Automotive Engineering, Jilin Traffic Vocational and Technical College, Changchun 130012, China;2.School of Materials Science & Engineering, Jilin University, Changchun 130022, China;3.School of Mechatronic Engineering, Changchun Institute of Technology, Changchun 130012, China)
The stainless steel wire and Co-Cr alloy wire are joined together with laser welding, and the micro-structures of two dissimilar joints with or without Ni interlayers are analyzed. The results indicate that the micro-structure has the features such as improved fusion property, finer grain grade and more even diffusion of the Ni element when Ni interlayer is added into the joints.
stainless steel; Co-Cr alloy; laser welding; Ni interlayer.
2017-07-29
吉林省科技厅基金资助项目(20140101050JC)
马 凯(1968-),男,汉族,吉林长春人,吉林交通职业技术学院教授,博士,主要从事先进材料连接方向研究,E-mail:basan780@163.com.
10.15923/j.cnki.cn22-1382/t.2017.5.15
TG 4; TG 454
A
1674-1374(2017)05-0491-05