用SO2-H2SO4-H2O体系浸出 电解锰阳极泥试验研究
2017-12-21黎应芬孔祥忠
黎应芬,李 祥,叶 华,孔祥忠
(1.贵州理工学院 材料与冶金工程学院,贵州 贵阳 550003; 2.中南大学 化学与化工学院,湖南 长沙 410083)
用SO2-H2SO4-H2O体系浸出电解锰阳极泥试验研究
黎应芬1,李 祥1,叶 华2,孔祥忠2
(1.贵州理工学院 材料与冶金工程学院,贵州 贵阳 550003; 2.中南大学 化学与化工学院,湖南 长沙 410083)
研究了用SO2-H2SO4-H2O液相体系还原浸出电解锰阳极泥,考察了SO2流量、H2SO4质量浓度、温度、浸出时间对锰、硒、铅浸出率及浸出液中连二硫酸锰质量浓度及浸出渣中铅质量分数的影响。结果表明:在固液体积质量比1∶5、SO2流量100 mL/min、硫酸质量浓度36 g/L、温度25 ℃条件下浸出60 min,锰浸出率为95%,硒浸出率为83%,铅浸出率为0.3%,浸出液中连二硫酸锰在总锰中占比为5%,尾渣中铅质量分数为28.2%,浸出效果较好。
阳极泥;二氧化硫;硫酸;锰;铅;硒;浸出
电解锰生产过程中产生大量阳极泥,其中含有由Mn2+氧化而成的水合氧化物,其中,锰质量分数为40%~50%,也含有铅、银、硒等元素[1-2]。电解锰阳极泥组成复杂,回收难度大,一直以来都是作为工业废渣廉价出售或堆放[3-4]。近年来,从电解锰阳极泥中回收有价金属的研究有所增加,如采用焙烧—浸出—氧化法将锰阳极泥制成密度为1.61 g/cm3、以γ-MnO2为主的化学二氧化锰[5];以桔子皮为还原剂湿法浸出锰阳极泥同时实现锰、铅高效分离[6];采用高温还原法将锰阳极泥中的二氧化锰还原成氧化锰用于生产电解锰[7-8]。高温焙烧、高温还原能耗高,且易导致二次污染;生物制剂浸出法虽然可行,但还处于基础研究阶段,有待进一步研究:因此,选择一种易于实现工业化的还原剂对电解锰阳极泥的回收利用至关重要。
铅锌冶炼过程中产生的二氧化硫废气是一种良好的还原剂,因此,研究了以二氧化硫废气为还原剂,采用湿法浸出工艺从电解锰阳极泥中一步浸出锰、硒及富集铅,以期为电解锰阳极泥的回收利用提供参考。
1 试验部分
1.1 试验原料
试验用电解锰阳极泥取自湖南某冶炼厂,烘干并粉碎至53.6 μm,主要化学成分见表1,其主要成分为二氧化锰和硫酸铅,同时含有少量硒、硅、铁等。

表1 阳极泥的主要化学成分 %
试验用硫酸为分析纯,二氧化硫为化学纯,水为蒸馏水。
1.2 试验原理
在酸性条件下,MnO2具有较强的氧化性,而SO2具有较强的还原性,所以,用SO2浸出电解锰阳极泥,二者发生氧化还原反应;另外,受化学反应条件(SO2流量、硫酸质量浓度)的影响,MnO2和SO2还会发生副反应;同时,由于SeO2也是氧化剂,所以溶于水发生反应,之后也会与SO2发生氧化还原反应。发生的主要化学反应如下:

(1)
(2)
(3)
(4)
1.3 试验方法
试验在三颈烧瓶中进行。称取经预处理的锰阳极泥20 g,根据试验方案,加入一定浓度的硫酸溶液,按固液质量体积比1∶5制成浆液,然后在设定温度下引入SO2气体,水浴加热,搅拌。
每隔一段时间对浆液取样,过滤分离后,分别用电感耦合等离子体发射光谱法和X射线荧光光谱法测定其中的锰、硒、铅;连二硫酸根质量浓度用盐酸热分解法测定[8]。
2 试验结果与讨论
2.1 硫酸质量浓度对锰、硒、铅浸出率的影响
在固液质量体积比1∶5、SO2流量100 mL/min、温度25 ℃、浸出时间60 min条件下,硫酸质量浓度对锰、硒、铅浸出率的影响试验结果如图1所示。
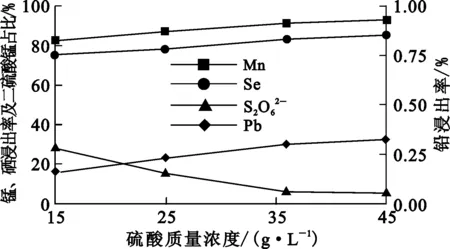
图1 硫酸质量浓度对锰、硒、铅浸出率的影响
由图1看出:锰、硒、铅浸出率均随硫酸质量浓度升高而提高,但提高幅度不大;浸出液中连二硫酸锰在总锰中的占比随硫酸质量浓度升高而明显降低;硫酸质量浓度为36 g/L时,浸出效果最佳,锰、硒、铅浸出率分别为95%、83%、0.3%,连二硫酸锰在总锰中占比为5%。
因为二氧化锰是强氧化剂,而SO2是强还原剂,所以锰浸出率受硫酸质量浓度影响不很明显;但SO2在二氧化锰颗粒表面的电子转移却受酸度影响显著,可见酸度提高有利于降低浸出液中连二硫酸锰占比。
2.2 SO2流量对锰、硒、铅浸出率的影响
在固液质量体积比1∶5、硫酸质量浓度36 g/L、温度25 ℃、浸出时间60 min条件下,SO2流量对锰、硒、铅浸出率的影响试验结果如图2所示。
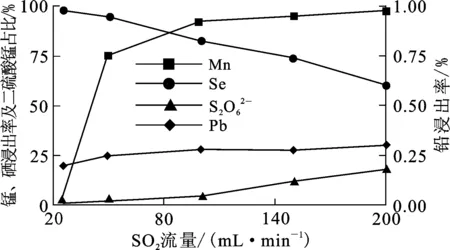
图2 SO2流量对锰、硒、铅浸出率的影响
由图2看出:锰浸出率及连二硫酸锰占比都随SO2流量增大而提高;硒浸出率随SO2流量升高而降低,铅浸出率受SO2流量影响很小。SO2流量增大,一方面加快锰还原浸出速率,另一方面也促进亚硒酸还原,以及弱化自身电子转移,提高连二硫酸锰占比。综合考虑,确定SO2流量以100 mL/min为宜。
2.3 温度对锰、硒、铅浸出率的影响
在固液质量体积比1∶5、硫酸质量浓度36 g/L、SO2流量100 mL/min、浸出时间60 min条件下,温度对锰、硒及铅浸出率的影响试验结果如图3所示。
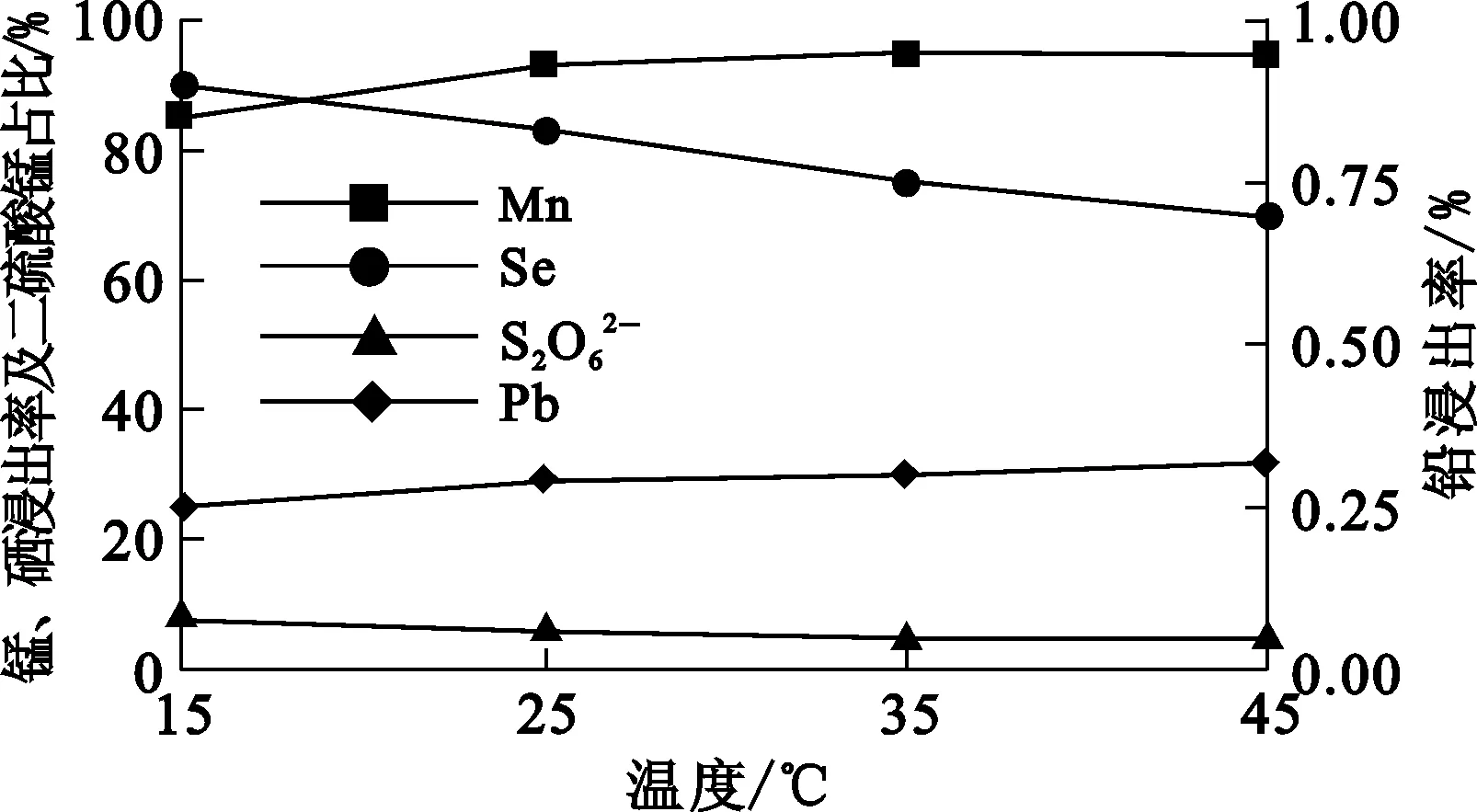
图3 温度对锰、硒、铅浸出率的影响
由图3看出:温度对锰、铅及连二硫酸锰占比影响不大;硒浸出率随温度升高而降低。升高温度可以增强SO2的还原性,促进SO2和亚硒酸之间的氧化还原反应,使更多的四价硒被还原成单质硒。综合考虑,确定适宜的温度为25 ℃。
2.4 浸出时间对锰、铅、硒浸出率的影响
在固液质量体积比1∶5、硫酸质量浓度36 g/L、SO2流量100 mL/min、温度25 ℃条件下,浸出时间对锰、硒、铅浸出率的影响试验结果如图4所示。
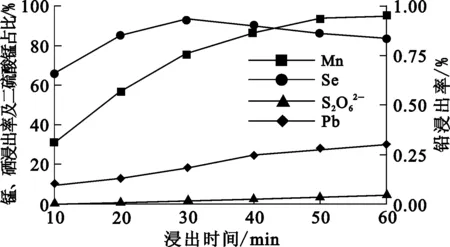
图4 浸出时间对锰、硒及铅浸出率的影响
由图4看出,随浸出进行,锰、铅浸出率及连二硫酸锰占比都提高,硒浸出率先升高后降低。这主要是因为随浸出进行,浸出液中SO2浓度逐渐升高,更多的亚硒酸被还原成单质硒。综合浸出效果,确定浸出时间以60 min为宜。
2.5 铅的富集
单因素试验确定的最佳浸出条件为:固液质量体积比1∶5,SO2流量100 mL/min,硫酸质量浓度36 g/L,温度25 ℃,反应时间60 min。最佳条件下,锰浸出率为95%,硒浸出率为83%,铅浸出率为0.3%,浸出液中连二硫酸锰在总锰中占比为5%。浸出渣的化学成分见表2。可以看出,铅质量分数由原来的5.54%提高至28.2%。

表2 浸出渣的化学成分 %
3 结论
用SO2-H2SO4-H2O体系浸出电解锰阳极泥,可以同时实现锰、硒的快速浸出及铅的高效富集。最佳条件(固液质量体积比1∶5,SO2流量100 mL/min,硫酸质量浓度36 g/L,温度为25 ℃,反应时间60 min)下,锰浸出率为95%,硒浸出率为83%,铅浸出率为0.3%,浸出液中连二硫酸锰在总锰中占比为5%,浸出渣中铅质量分数达28.2%,电解锰阳极泥可以得到有效回收利用。
[1] 刘贵扬,沈慧庭,王强.废镀锌板炼钢粉尘加压硫酸浸出试验研究[J].矿冶工程,2014,36(2):84-87.
[2] 刘璐,张宏波,郭颂,等.电解锰阳极泥的热处理及其铅离子的浸出[J].安全与环境工程,2016,23(2):50-54.
[3] 严浩,彭文杰,王志兴,等.响应曲面法优化电解锰阳极渣还原浸出工艺[J].中国有色金属学报,2013,23(2):528-534.
[4] 尚伟,王旭峰,温玉清,等.用锰电解阳极泥制备电池材料二氧化锰[J].湿法冶金,2015,34(2):123-125.
[5] 申永强,符智荣,黄养逢,等.电解金属锰阳极泥回收制备化学二氧化锰工艺研究[J].中国锰业,2007,25(3):14-16.
[6] 牛莎莎,王志兴,郭华军,等.电解锰阳极渣还原浸出锰[J].中国有色金属学报,2012,22(9):2662-2666.
[7] 段宁,于宏兵,华涛,等.一种采用高温还原法将阳极泥中的MnO2还原成MnO的方法:CN 101264935 A[P].2008-09-17.
[8] 陈建伟.二氧化硫还原贫软锰矿制备硫酸锰的工艺改进[D].南宁:广西大学,2010.
LeachingofElectrolyticManganeseAnodeSlimesinSO2-H2SO4-H2OSystem
LI Yingfen1,LI Xiang1,YE Hua2,KONG Xiangzhong2
(1.CollegeofMaterialsandMetallurgyEngineering,GuizhouInstituteofTechnology,Guiyang550003,China; 2.CollegeofChemistryandChemicalEngineering,CentralSouthUniversity,Changsha410083,China)
Electrolytic manganese anode slimes were reduction leached in SO2-H2SO4-H2O system.The effects of SO2flow,H2SO4concentration,temperature and reaction time on the leaching of manganese,lead and selenium,the concentration of manganese dithionate in the leaching solution,and lead mass fraction in the leaching residue were examined.The results show that the leaching of manganese,selenium and lead are 95%,83% and 0.3% under the conditions of liquid-to-solid rate of 5∶1,SO2flow of 100 mL/min,H2SO4concentration of 36 g/L,temperature of 25 ℃,and reaction time of 60 min.In addition,manganese dithionate in total manganese accounts for 5%,and lead mass fraction in leaching residue is 28.2%.The good leaching effects is achieved.
anode slime;sulfur dioxide;sulfuric acid;manganese;lead;selenium;leaching
TF803.21;TF792
A
1009-2617(2017)06-0473-03
10.13355/j.cnki.sfyj.2017.06.006
2017-03-18
黎应芬(1985-),男,广东佛山人,博士研究生,讲师,主要研究方向为有色金属冶金与新能源材料。