基于经济批量排产的模型研究及应用
2017-12-18宁波南车时代传感技术有限公司陈津津刘佳王曙刚
宁波南车时代传感技术有限公司 陈津津 刘佳 王曙刚
基于经济批量排产的模型研究及应用
宁波南车时代传感技术有限公司 陈津津 刘佳 王曙刚
如何安排产品的生产顺序以及生产数量,这一类问题通常称作经济批量排产问题,经济批量排产问题是生产周期和库存控制的关键。由于国内目前对这方面的研究很少,在综合国外大量文献的基础上,结合某电子公司(NB公司)对经济批量排产(ELS)的推广应用进行了研究,建立了ESL推广模型和技术路线,并通过在企业实际案例中推广应用,对模型的应用效果进行了验证,为ELS的推广应用提供了一条可行的途径。
经济批量 PQ分析 生产模式 精益生产
一、引言
在轨道装备、化工、造纸、制药、钢铁等生产制造企业中,一台设备或一条生产线可以生产多种产品的情况很常见。当设备或生产线生产不同产品时,需要进行一些转换,这种转换需要花费一定的成本和时间。为了减少转换成本,每一次转换都希望生产尽可能多的产品,但是这又会导致库存成本的增加。这就需要科学地权衡转换成本和库存成本,并且在排产的时候避免产生几种不同产品在使用设备上的冲突。由于它直接关系到生产系统的成本和生产率,因此,是当今国际工业工程领域的研究热点之一。
本文主要结合NB公司的产品特点,结合经济批量排产的思路,建立了经济批量排产的推广模型和技术路线,并在企业中进行推广验证,为ELS的实施和落地提供了一条有效的路径。
二、现状及问题分析
NB公司属于轨道交通装备领域的电子部件提供商,属于典型的多品种少批量生产方式。其生产工艺复杂,工序停顿及等待较多,导致在制品存货居高不下;并且由于公用资源冲突严重,导致计划排产难度大。
三、经济批量排产原理及模型搭建
(一)不同排产方式原理
一般来说说,生产排产的方式主要分为两种,一种是串行排产方式,一种是并行方式。排产方式的不同会直接导致产品的生产周期不同,以及在制品存货的差异。因此,在确定ESL总体模型之前,需要先分析不同移动方式下的加工周期和在制品存货的情况。
1、顺序排产方式
一批零件在上道工序全部加工完毕后才整批地转移到下道工序继续加工,这就是顺序移移动(如图1所示),采用顺序移动方式,一批零件的加工周期T顺
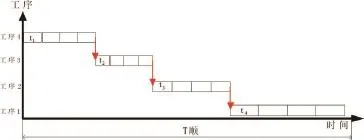
图1 顺序排产方式
2、并行排产方式
每个零件在前道工序加工完毕后,立即转到后道工序继续,行成前后工序交叉作业(如图2所示)。这就是平行移动方式,采用平行移动方式的一批零件的加工周期T平为:(式中:tL为最长的单件工序时间,其余符号同前)。

图2 并行排产方式
从以上两种方式可以看出:平行移动方式比顺序移动方式大大的缩短了生产周期上,同时,单位时间内的在制品存货显著降低。
(二)经济批量排产模型搭建
模型结合多品种小批量生产企业的实际情况,主要围绕如何进行经济批量排产,提出了具体实施的技术路线,主要包括:主营产品PQ分析、生产组织模式、工序产能分析、经济批量设定、物流一体化优化等五大步骤。
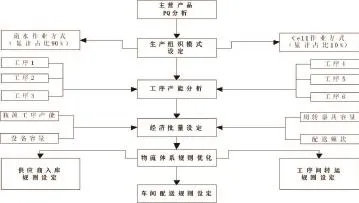
图3 经济批量排产模型
四、经济批量排产模型应用
基于以上建立的经济批量排产模型,在NB公司进行了试点推广,探索了如何进行经济批量排产模型的落地和实施。
(一)主营产品PQ分析
按照年度主营计划预算,全年有将近145种不同产品,累计产量达到34万只,由于篇幅的限制,本文仅以其中的2号产线为例来说明。2号线主型产品有15款,按照帕累托图展开如图4所示。

图4 2号产线主型产品PQ分析
(二)生产模式确定
针对上文中PQ分析的结果,初步设定累计占比达到90%以上的产品,按照流水生产方式组织;累计占比在10%左右的,按照Cell生产方式组织生产。
(三)工序能力分析
无论是流水生产组织还是Cell生产组织方式,均需要确定每次最适合的流转批量,即经济批量。经济批量的设定必须站在全工序系统的角度去思考,这样才能实现整体效益的最大化,最大可能减少在制存量。通常来说,对于每一个产品,按照工序进行展开,形成产品工序单班产能一览表,以便于准确而系统的确定经济批量。
(四)经济批量确定
根据工序能力分析的结果很容易判断某一产品的瓶颈工序,以传感器NA505-S为例,高低温和电老化的单班产能均为100,为瓶颈工序;同时考虑目前该产品的工序转运采用的是三层小推车,预计每台小车的单次运送量为150只左右,超过瓶颈工序的产量,因此这里设定NA505-S的经济批量为100,即按照瓶颈工序的能力来设定,其他产品的批量设定原理雷同。
(五)物流体系规则优化
NB公司在应用经济批量之前,所有材料的入库均未建立规则,例如外壳、间隔柱等物料,客户每次配送批量都不一定,如一次配送2000或1000等,但是订单数量与供应商配送的数量不匹配,这就需要库房人员做二次拣配,浪费了大量时间。通过经济批量排产的应用,从供应商入库的数量、到订单的数量,再到工序间转运的数量都能够保持一致,极大的提高了整体运作效率。
五、效果评价
通过半年度推行经济批量排产模式,NB公司在生产周期、整体运作效率和在制品存货方面均取得了较大的突破。首先从生产周期改善方面,与上一年度去年平均生产周期相比,减少了17.1%;其次从作业效率方面,通过人均每小时产量(MPH)数据显示,改善后效率提升了11%左右;同时,在制品存货比期初下降了约21.84%。
六、结束语
本文通过对多品种小批量生产企业,实施经济批量排产的模型研究,弥补了经济批量应用型研究的不足,确立了经济批量排产模型实施的技术路线,为经济批量排产模型的推广提供了一条切实可行的道路。
[1]吴丽娜.经济批量排产问题的研究方法综述[J].中国机械工程,2006,17(S1):186-191
[2]李天凤.经济批量排产问题的一种排产方法[J].管理学报.2007
[3]孙继瑞.经济批量法的基本原理及应用[J].山东财政学院学报.1998
[4]李政道.经济批量与运送排产问题中的协调机制研究[J].工业工程.2012.2:15-1
[5]陈荣秋.生产运作与管理[M].3版.机械工业出版社,2009
[6]杨俊龙.确定经济批量的思考[J].经济问题探.2005.2
