余热锅炉施工安装技术浅议
2017-12-07张荣彬
张荣彬
(中化二建集团有限公司,山西 太原 030021)
余热锅炉施工安装技术浅议
张荣彬
(中化二建集团有限公司,山西 太原 030021)
本项目主要处理园区内各企业产生的危险废物,经焚烧、稳定固化等程序,最后安全排空或填埋,焚烧过程中产生的热量利用余热锅炉转化为蒸汽供厂区使用。其中余热锅炉起到了重要的转化作用,也是安装工作的重点。文章从施工准备、问题和难点、安装过程的技术控制等,阐述了该余热锅炉的施工过程。
余热锅炉;水冷壁;集箱;安装
节能减排是社会可持续发展的重要因素,对保护能源和人类生存环境起到积极的作用。目前提倡发展余热利用和节能减排,本项目为支柱产业和循环经济终端的联合、资源的循环利用以及社会可持续发展提供平台,最终目的是实现可持续发展的生态环境,并改善当地的投资环境。余热锅炉又称废热锅炉,在实现节能减排和资源循环利用过程中起着重要作用,以下对余热锅炉的施工安装过程进行详细分析。
1 施工准备
项目位于内蒙古杭锦旗伊泰工业园,锅炉为承压蒸汽锅炉,额定蒸发量为5.3t/h,本体容积为18m3,额定蒸汽温度为230℃,额定压力为1.2MPa,主要部件为锅筒、水冷壁、集箱、省煤器等,安装前应具备以下条件。
(1)施工所需规范、图纸、随机文件、图纸会审记录及验收表格等资料齐全。
(2)锅炉部件已到货,对照图纸和装箱清单经检验合格,办理交接手续。
(3)施工人员经技术安全交底,熟悉施工方案、施工图、焊接工艺等要求,并持证上岗。
(4)施工机具性能完好,计量器具在有效检定期内,材料准备就绪,能满足连续施工要求。
(5)与安装交叉的土建施工基本结束,为锅炉安装创造作业环境。
(6)钢结构框架安装进度满足要求。
(7)已到当地质量技术监督部门办理告知手续。
2 问题和难点
考虑该余热锅炉的特点,同时分析、比较以往的类似工程,发现施工中的重点与难点主要存在在以下几个方面。
(1)锅炉部件较大较多,预制安装工作量大。
(2)制造与安装之间存在一定的偏差,很多地方需要修整。
(3)部件间距和精度要求高,而安装空间狭小,给施工造成不便。
(4)随机配带的管道形状特殊,与设备之间的接口多。
(5)锅炉属特种设备,而且对密封度有较高要求,各部件之间的焊接和砌筑工作质量要求高。
3 施工过程论述
3.1 施工工艺
余热锅炉是一个相对独立的系统,主体部分为组合式的膜片式水冷壁,也相当于其他锅炉的炉体,锅炉施工工艺流程如下。

3.2 现场预制
锅炉为厂家散件到货,现场组装。易损、易丢失的零部件标记入库,室外存放的部件及管道用木方垫好,并进行管口封堵,水冷壁应一字排开方便预制。为减少高空作业,现场预制工作如下。
(1)所有炉门及检查口在水冷壁上定位焊接固定,需要双面焊的部位一次焊接完成。
(2)连接水冷壁上下端的集箱,两侧水冷壁下端通长的集箱在吊装后安装。
(3)集箱排管和水冷壁排管对接时,把水冷壁的膜片切割开50cm左右的长度,以集箱排管位置为基准进行组对焊接。
(4)根据各部件的位置和实际大小,对水冷壁进行开孔和扩孔,包括省煤器接管的开孔。
(5)预制组装烟道进出口和附属管道。
3.3 水冷壁及锅筒吊装
由于钢结构框架内安装空间狭小,吊装前对框架进行检查,对影响吊装的构件进行拆除,确保吊装能一次顺利就位。
(1)锅炉水冷壁共由七块组成,分为前壁、后壁、两侧和中间水冷壁,水冷壁的上下端与集箱相连(图1)。

图1 水冷壁示意图
(2)水冷壁吊装从框架上部进入,按照前壁到后壁的次序逐块吊装。框架上部用型钢作临时支撑,用倒链或吊装带把水冷壁临时固定。锅筒位于框架顶部,水冷壁吊装完成后直接把锅筒吊装就位。
3.4 锅筒安装
(1)锅筒内部有给水、蒸汽分离、连续排污及加药装置等,由两支座支在顶板梁上。
(2)支座与横梁的接触应平整严密,预留膨胀间隙应足够,方向正确,校正好支座位置和锅筒标高后,将支座与板梁焊牢。
(3)检查锅筒两端的水平中心线、垂直中心线是否准确,与管排的中心线位置是否与图纸相符,发现问题及时调整。
(4)锅筒安装标高应以钢架1m标高点为准。
(5)操作平台、端部定位器以及钢构彩钢房等最后安装(图2)。

图2 锅筒安装图
3.5 水冷壁安装
水冷壁的安装是整个安装过程的重点和难点,技术要求高,耗时长,水冷壁安装完成后整个余热锅炉的外形就定型了。
3.5.1 下端集箱安装
①调整两侧水冷壁高度,特别是顶端,使其处于同一水平面上。
②点焊固定两侧水冷壁,并在水冷壁底部搭设脚手架作业平台。
③切割集箱膜片至集箱根部,以便调整对口间隙。调整集箱倾斜角度,以水冷壁排管为基准,把集箱与水冷壁进行组对点焊(图3)。

图3 水冷壁下端集箱安装
④管口组对应先固定最外侧的两根边管,中间管口采用分段固定,防止单方向组对造成累计偏差。
⑤管口组对必须保证错边量和焊缝间隙满足规范要求,最后对管口和膜片进行双面满焊。
3.5.2 定位及固定
水冷壁的定位固定是一个调整间隙、保证精度,以满足图纸要求的过程,需要有经验的施工人员细心操作。
①用倒链把七片水冷壁合拢后,再次检查水冷壁上端和下端的水平度。
②当水冷壁之间间距较小时加定位销,首先要保证定位销的水平度和直角度,每处定位销上下成对设置,定位销一端固定,另一端为活动端(图4)。
③用倒链继续拉近距离,平整度不足时用气焊修平,然后分段点焊固定,用此方法直至整体固定。
④整体升降调整水冷壁的标高和中心位置以及与框架的间距,以满足图纸要求。
⑤支座为活动支座,支撑在水冷壁靠上位置的框架上。由于支座为散件,安装需要提前预制。
⑥刚性梁起到加固水冷壁的作用,部分出厂时已安装,剩余部分现场安装,最后连接每一圈的刚性梁并点焊固定。
3.5.3 水冷壁焊接
①先焊接水冷壁四角和两侧的纵向焊缝,共6条。由于焊缝较长,焊接时先焊中间部分,再从底向中间焊接,最后由中间向顶部焊接。
②水冷壁之间的焊缝均双面焊接,内部焊接时制作临时爬梯,两个爬梯之间挂作业平台,作业时系挂好安全带。
③底端四角和顶端进口两个角均有一段焊缝有倾斜度。应把厂家提供的塞块点焊在膜片上(图5),再双面施焊,注意塞块四周必须满焊。
④水冷壁四周中部均有一个对接管口,内外焊接时利用厂家预留的开口,焊接完成后用封板进行封堵。
⑤由于工厂制造和现场安装之间存在一定的偏差,顶部集箱之间的接口间隙应进行修整。间隙过大时用气焊从根部割掉,然后重新组对焊接。
⑥最后检查是否有漏焊的地方,包括集箱的管帽、刚性梁限位等,焊接完成后拆除炉体上的临时设施。

图4 水冷壁定位固定
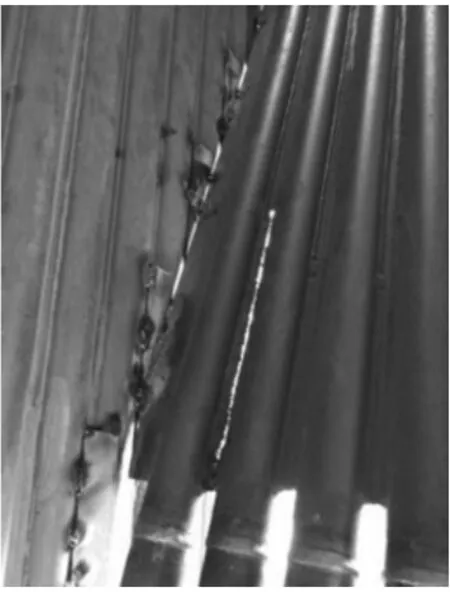
图5水冷壁焊接
3.6 省煤器安装
省煤器位于水冷壁的出口上端,由省煤器盘管、外保护箱体和省煤器集箱三部分组成。
(1)省煤器盘管在水冷壁吊装后即可安装,把盘管逐根插入水冷壁预制孔内并点焊固定(图6)。
(2)水冷壁定位固定后,调整各省煤器盘管的间距和水平度,盘管两侧用定位板固定。
(3)安装省煤器集箱,管口应逐个调整焊接。
(4)安装外侧保护箱体,箱体作用为保护并支撑省煤器,减少水冷壁的受力。
(5)对箱体与水冷壁、箱体与盘管和箱体表面进行封堵满焊。

图6 省煤器安装

图7 锅炉安装现场
3.7 锅炉相关设备安装
3.7.1 烟道口安装
烟道口位于水冷壁的顶端,在水冷壁安装的同时,可在地面先组装。先在集箱上焊接由厂家提供的扁钢密封条,然后烟道口从钢结构侧面进入与集箱对接。
3.7.2 振打、除灰和分汽缸安装
设备位于钢结构框架上,并与水冷壁直接相连,水冷壁定位固定后即可安装。振打装置共5台,分布在后壁和两侧水冷壁上,其支座为组合件,另外预留安装5台振打装置的支座。
3.7.3 外部设备安装
在钢结构框架外的地面上,有三台小型设备通过管道与炉体相连,为卧式分汽缸、卧式排污换热器和立式排污扩容器。该设备的安装可单独进行,设备二次灌浆完成且水冷壁已固定时,可进行管道连接。
3.7.4 排渣装置安装
排渣装置位于水冷壁的下口,在炉体砌筑完成后安装。利用排渣装置自身的吊耳,用倒链逐步提升完成与水冷壁的对接。
3.8 管道及仪表安装
(1)管道安装围绕水冷壁进行,与之有关的设备部件有锅筒、集箱、分汽缸等。管道安装安排在水冷壁定位固定后进行,每台设备固定后就可以安排对应管道的连接。
(2)与其他锅炉管道采用胀接不同,该余热锅炉全部采用对接方式。为保证安装偏差和焊缝间距满足规范要求,组对时采用卡具定位。如果制造厂提供的管道长度不符合现场要求,应裁短或者补长。
(3)支吊架应焊接牢固,不影响管系的膨胀,并考虑管道坡度。管道附件应随管道同时安装,如水位计、取样器、各类阀门等。
(4)水冷壁固定后在炉体上开孔安装仪表测量口,工程后期敷设电气管线,安装操作箱、灯具和测量元件等,为锅炉试验提供条件。
3.9 锅炉砌筑
该余热锅炉在以下几个部位砌筑:炉门及检查口、顶部烟道口和底端集箱。浇筑料采用高强碳化硅耐火浇注料和高铝轻质浇注料。
(1)炉门及检查口浇筑时,先在炉门内支护模板,炉门顶部开孔,然后浇注灌浆料。浇筑至开孔处时塞入防火岩棉,防止热胀冷缩造成密封不严,最后把开孔封上。
(2)顶部烟道口浇筑时,利用直爬梯和省煤器搭设作业平台,在烟道口内壁焊接锚固钉和仪表测量口。用密集的小木方预制模板,组成天圆地方模型后进行浇筑。
(3)底端四周和中间底端的集箱浇筑时,用圆钢焊接成纵横方向的支架,支护模板后进行浇筑。
4 安装记录及质检
施工过程中应做好安装记录及质量检验工作,发现问题及时处理,包括锅炉本体及辅助设备的位置偏差、焊接质量等,重点监测锅筒和水冷壁的安装质量。经过技术人员和现场施工人员的精心组织以及合理施工,余热锅炉按照设想完成了组装,各项指标达到了规范及相关技术要求(见图7)。
5 结论
在安装过程中应尽量增加地面的组对焊接,水冷壁安装是一个重要节点,也决定了锅炉安装的整体质量。围绕该节点,各部件的安装存在交叉作业,特别是部件及管道的预制,可以同时进行,以提高工作效率。通过对余热锅炉整个安装过程进行分析与总结,使我们深入理解了该设备的施工技术。在倡导节能减排和资源循环利用的前提下,余热锅炉的应用将进一步增强。
[1]GB50273-2009,锅炉安装工程施工及验收规范[S].
[2]DL/T5047-95,电力建设施工及验收技术规范 锅炉机组篇[S].
[3]QB-CNCEC J21703-2006,余热锅炉安装工程施工工艺标准[S].
[4]科领环保危废处理中心项目余热锅炉安装图纸.
TK226
A
1671-0711(2017)12(上)-0139-04