燃气压缩机填料密封失效分析
2017-12-04赵有龙肖玉华
赵有龙 肖玉华 韦 涛
(中海油能源发展采油服务公司渤中FPSO作业公司 天津 300457)
燃气压缩机填料密封失效分析
赵有龙 肖玉华 韦 涛
(中海油能源发展采油服务公司渤中FPSO作业公司 天津 300457)
本文主要讲述天然气压缩机在进行8000小时维修保养(年检)时,在更换二级填料密封后启动试车运行时发现填料密封失效泄露的原因进行分析和解决方法。
往复式压缩机;填料密封;失效;安装错误
1 引言
明珠号天然气压缩机F-C-3102是由DRESSERRAND公司生产制造的往复式压缩机。型号为15.0+10.0×6B Vip-2。采用水平对置式,二级压缩。工作介质为天然气,流量为3100-6300 m3/d,进口压力为338.7 kpa(34.6℃),出口压力为 2250 kpa(55℃),轴功率为 425 HP。其用途主要是对原油处理过程中产生的伴生天然气经过压缩提压后输送至V-881/882天然气储罐,为燃气透平发电机组提供合格的燃料气。压缩机气缸内被压缩的天然气,会通过活塞杆穿出缸盖的部位向外泄漏,填料密封就是用来阻止介质泄漏的装置,若填料密封失效发生天然气泄漏,不仅降低生产率,当天然气达到一定的浓度会引起爆炸等严重事故。本压缩机组在根据厂家的技术要求进行8000小时维修保养时出现二级填料密封失效泄漏,导致曲轴箱呼吸口处有较高浓度的天然气溢出。
2 填料密封的作用及原理
2.1 填料密封作用
填料密封是一种传统式的接触式密封,其主要作用是阻止气缸内高压的介质沿着活塞杆向外泄露的一种密封装置。其特点是结构比较简单,加工方便,便于维修与更换,被广泛应用于旋转设备、往复设备等。但同时也会导致功耗的损失,寿命较短,对活塞杆有一定的磨损,不适合用于轴径向跳动较大的场合。
2.2 填料密封的原理
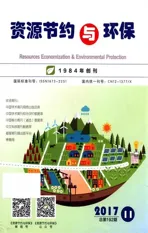
填料密封一般由一组密封填料组成,由于轴的表面不是绝对的光滑,则轴表面就会与填料形成部分贴合,而另一部份则未接触,从而形成若干个迷宫,达到迷宫效应,通过轴表面的介质经过多次节流降压实现密封。填料密封与轴的相互作用类似于滑动轴承,应具有良好的润滑性以保证填料的使用寿命。填料密封的结构主要由填料盒、填料密封环组件、连接螺栓、法兰及固定螺栓等组成。如图1所示:
(1)密封环主要起到密封作用,本压缩机组所采用的是双作用密封环。所谓的双作用密封环是由两个切向环组合在一起,切口间隙相互覆盖。气体通过轴向间隙进入填料杯槽内,气体压力使两个切向环作用于活塞杆表面及杯槽端面形成密封。如图2所示:
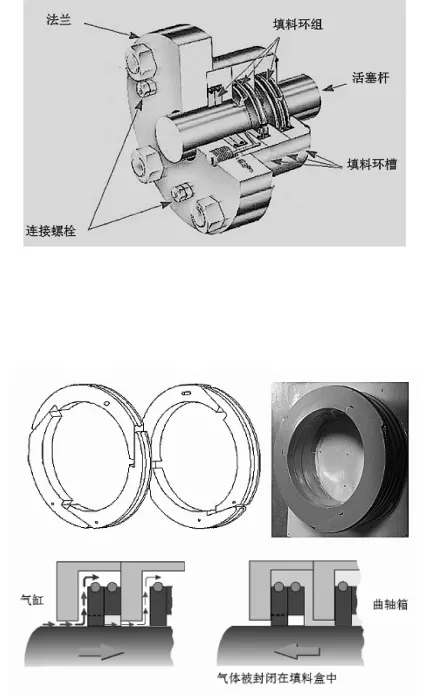
图1 填料密封结构
图2 双作用密封环
(2)刮油环用以防止曲轴箱中的润滑油随着活塞杆被带出曲轴箱。
(3)减压环通过阻流达到减压的目的,降低由进、排气压力波动对填料环的冲击负荷,过滤掉体积较大的固体状或颗粒状的杂质进入填料盒。减压环只是减缓或“截断”气体压力的效应,而并非完全封断气流。
(4)前端垫片的重要性仅次于填料环,起填料盒与气缸之间的密封作用,为了确保在填料前端的垫片的密封性和确保填料底部接头的完密性,填料法兰上的紧固螺母一定要均匀拧紧。
3 密封失效原因查找及处理
3.1 填料密封的失效
导致填料密封失效的原因有很多,如下所述;
(1)润滑不良导致密封环与活塞杆干磨烧损;活塞杆表面加工精度不够或是有损坏,导致密封环被损坏;
(2)密封环组合安装顺序或方向错位;
(3)密封环弹簧断裂;
(4)填料盒各密封室之间配合不良,变形,腐蚀密封不严;
(5)填料盒前垫片损坏,受力不均造成泄漏;(6)填料环轴向间隙不正确(过大或过小);
(7)填料盒中心与活塞杆中心不重合,就会使填料、填料盒偏磨,导致过度发热,磨损加剧。
3.2 密封失效查找分析
天然气压缩机的8000小时维修保养的主要工作是对气阀的气密性检查维修,填料密封的检查维修,气缸的缸体、活塞、活塞活塞杆的磨损度检查,曲轴箱的配合间隙的测量检查,电机和压缩机对中检查。
维修保养后进行启动测试运行约半小时,发现在曲轴箱呼吸口处测量出天然气浓度较高,立即停机检查,进行静压密封测试,发现二级气缸填料密封处有气体泄漏。于是采取下列方法对密封失效泄漏的原因进行排查处理。
(1)活塞杆检查
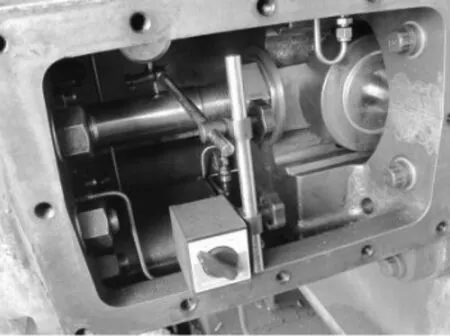
图3 活塞杆径向跳动测量
活塞杆表面有轻微的摩擦痕迹。再次对活塞杆进行径向跳动测量,跳动值正常。判断填料密封环与活塞杆应有磨损。如图3所示:
(2)润滑检查
检查注油器注油情况,注油压力及注油量正常。拆下填料密封润滑油注入口和排放口,手动盘车未发现润滑异常。
(3)填料密封拆卸检查
检查填料密封,活塞杆与填料盒法兰盘之间环绕着活塞杆的间隙不均匀。将填料拆下检查,发现填料密封前端的垫片挤压面受力不均如图4所示。检查各个密封环弹簧完好,且安装顺序和方向均正确,测量装配间隙均在正常范围内。但密封环有部分摩损的烧灼的痕迹。

图4 填料盒末端垫环受力不均
(4)原因分析及处理
通过上述过程对密封失效原因分析后初步认为是由于填料盒安装方法和安装位置不正确导致填料盒中心与活塞杆中心不重合,使填料、填料盒发生偏磨,导致过度发热损坏。
维修过程中维修人员为方便活塞杆顺利通过填料密封,预先将填料盒安装在气缸上,并将固定螺丝上紧后将活塞杆穿过填料密封,如图5所示。但由于填料盒法兰螺栓孔与固定螺栓存在一定的间隙,导致填料盒中心由于重力原因自然下沉未与活塞杆中线重合,安装完成后没有用塞尺检查填料密封与活塞杆环绕间隙,并且四颗法兰固定螺栓上紧时受力不均,从而出现了密封环和活塞杆有偏磨发生泄漏。
图5 错误的安装方法
在纠正错误的安装方法后,重新更换新的密封环和前端垫片并对活塞杆进行研磨修复安装,用塞尺检查活塞杆与填料法兰之间的间隔确保此间隙在围着活塞杆的各个方向上均相等后恢复机组启动测试。运行约1小时后在曲轴箱呼吸口处仍有天然气泄漏。
再次停机检查进行泄漏原因分析。打开填料盒检查密封环和活塞杆未发现异常,但填料盒前端的垫片仍有受力不均现象。经认真分析认为法兰固定螺栓的受力不均,导致垫片压偏密封不严,且填料盒有轻微的变形导致泄漏。更换扭矩扳手核对扭矩值时发现在维修时上紧的实际扭矩大于规定值,故判断认为是由于扭矩扳手出现故障,导致四颗固定螺栓的扭矩值不相同且扭矩大于要求值,使得填料盒之间的受力不均发生挤压变形,填料盒内部填料环的轴向间隙发生改变,造成前两次维修填料密封失效。
重新研磨填料盒并更换前端垫片,采用正确的安装方法重新安装,用塞尺检查活塞杆与填料盒环绕间隙均匀,使用合格的扭矩扳手均匀对角上紧四颗法兰固定螺栓。机组恢复后启动测试运行,压缩机工作正常无泄漏。
结语
综上所述天然气压缩机在维修过程中出现的两次填料密封失效泄露的主要原因是由于错误的安装方法和使用不合格工具导致。但根本原因是维修人员在维修初期只片面的考虑透平燃油模式下的经济性差,为节省燃油而加快进度,没有经过认真的原因分析就盲目进行维修施工,即使在维修后暂时没有发生密封的泄漏也会严重的影响密封的使用寿命。这样的维修不仅造成了备件和工时浪费,而且造成了更大的经济损失。
[1]陈华风编著.浅谈往复式压缩机填料密封环工作原理
[2]吕红旗编著.压缩机设计适用手册
[3]张伟编著.浅谈氢氮气压缩机填料密封