紧水滩水电站2号水轮机转轮引水板裂纹处理
2017-11-29袁守怀张广华
袁守怀,方 强,张广华
(国网浙江省电力公司紧水滩水力发电厂,浙江 丽水 323000)
紧水滩水电站2号水轮机转轮引水板裂纹处理
袁守怀,方 强,张广华
(国网浙江省电力公司紧水滩水力发电厂,浙江 丽水 323000)
介绍了紧水滩水电站2号水轮机转轮引水板检查过程以及在发现裂纹以后的处理经过,并对该裂纹产生的原因进行了深入的分析,在处理过程中采用了一种非常规的处理方法——加工应力释放工艺孔及伸缩缝,成功处理了缺陷,对类似缺陷处理有一定借鉴意义。
水轮机转轮;引水板裂纹;应力释放孔;分析处理
1 概述
紧水滩水力发电厂位于浙江省云和县境内,总装机容量378 MW,其中紧水滩水电站300 MW,石塘水电站78 MW,属瓯江上游大溪支流龙泉溪一、二级开发的水电站。一级站紧水滩电站装有6台混流式水轮发电机组,分别投产于1987年和1988年,其中水轮机参数如下:
型号:HL220-LJ-300
制造厂家:杭州发电设备厂
设计水头:69 m
最大水头:85 m
最小水头:60.5 m
额定流量:84.7 m3/s
设计出力:51 500 kW
最高出力:51 500 kW
最低出力:42 019 kW
额定转速:200 r/min
上冠材料:ZG20SiMn
减压板材料:Q235
2 问题提出
紧水滩电站1号机组在运行时发现顶盖处有异常金属撞击、摩擦声,立即停机检查。在机组解体后发现机组顶盖减压板已局部脱落、转轮引水板已撕裂。经省公司、我厂、设备制造商三方技术人员现场检查分析后,决定将顶盖、转轮返厂重新加工引水板、减压板,检修方式由抢修改为扩大性大修。基于1号机组问题的严重性,省公司要求我厂在汛期来临前对紧站其余水轮机的引水板、顶盖减压板进行全面检查。
在对2号机组水轮机的引水板、顶盖减压板检查时,将顶盖减压板、转轮引水板清扫干净,用击打辩音法及着色目测法检查,发现转轮引水板与上冠焊接环缝局部开裂,长度达1/2周长,用超声探伤检查发现,发现焊缝虚焊长度达焊缝总长90%,减压板本体无异常。
3 原因分析
上冠的材料为ZG20SiMn,而引水板材料为Q235,铸钢的焊接性能相对差,对焊缝强度有一定影响。
上冠与引水板的焊缝为环形闭合型焊缝,其内应力无法释放,由于引水板的材料焊接性能较好,因此机组在整体加工过程中,并未做消应处理,在机组投运初期,不会产生裂纹,但经过长期运行,尤其是在投入AGC运行后,机组长期处于振动区运行,频繁的交变应力与内应力共同作用,促使焊缝应力变形加剧,焊缝的疲劳强度小于设计值,焊缝寿命减小,会提前出现裂纹缺陷。
紧水滩机组自1997年10月起投入AGC方式运行后,机组经常运行在25~35 MW之间,正好在机组的两个振动区10~25 MW和35 MW附近。机组在投入AGC方式运行一段时间后发现,机组运行状况明显变差,主要表现在导轴承摆度变大,机架及顶盖的振动加剧,尾水管、大轴中心、顶盖补气比以前更加频繁。如此一来,必将加大和加快机组构件的交变应力的大小和频率,在应力集中处及缺陷(划伤、夹渣、显微裂纹等)处产生细微裂纹,这种裂纹称为疲劳源,随着时间的推移形成疲劳扩展区,当疲劳扩展区达到某一临界尺寸时,构件就会在甚至低于弹性极限的应力下突然断裂。而转轮引水板与上冠焊接环缝处正是焊接应力集中的部位,长期运行在振动区附近,在较大交变应力的作用下产生细微裂纹,逐渐形成疲劳扩展区,最终发展成为我们所发现的如此长的一条裂纹。
4 问题的处理
对于这类问题,普通的处理方法是将其焊缝车削,开V形坡口后重新焊接,对于该焊接案例,如何在控制变形、保证焊接强度、保证转轮静平衡的前提下,尽可能释放焊接应力是问题的关键,经省公司、电厂、设备制造商三方技术人员研究决定,对原引水板进行加工,增加8个直径100 mm、均布的应力释放工艺孔,并由工艺向外缘开4 mm宽、带焊接坡口的伸缩缝,以尽可能减少环焊缝的焊接应力,焊接过程中注意采用消除应力方法。
4.1 引水板的加工
1)转轮首先上车床,采用冷加工的方式车削去原环焊缝,并开出新的焊接坡口,坡口形式采用单边V形坡口,坡口斜度为35~45°,上口宽度控制在12~15 mm之间,底部宽度为 2~4 mm,深度为 12~17 mm之间;
2)在距引水板边缘130 mm环径上加工8个直径100 mm、均布的应力释放工艺孔,圆孔采用单边V形坡口,坡口斜度为35~45°,上口宽度控制在12~15 mm之间,底部宽度为 2~4 mm,深度为 12~17 mm之间;
3)由应力释放工艺孔向外辐射开伸缩缝,坡口形式采用V形坡口,坡口斜度为60°,上口宽度控制在12~15 mm之间,底部宽度为2~4 mm,深度为12~17 mm之间。
加工后坡口进行打磨、修形,注意与上冠的吻合度,以保证周转环焊缝坡口的均匀度。引水板加工示意图如图1:
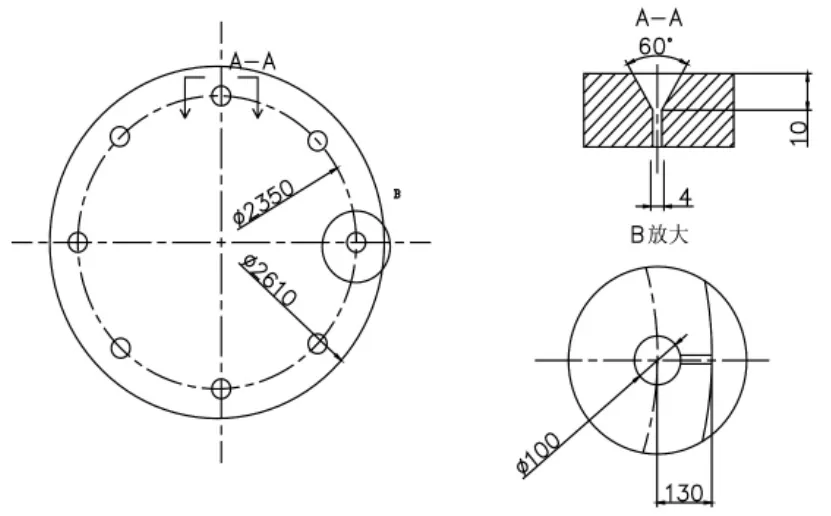
图1引水板加工示意图
4.2 焊接工艺措施
1)将转轮引水板及上冠坡口表面的油污、水分、锈蚀层清理干净;
2)焊条采用的J507低氢焊条,焊条直径采用φ3.2~φ4 mm;
3)焊条使用前经350~400℃,1~2h烘干;
4)焊条经烘干后做焊接试验,没有药皮脱落和焊接表面有气孔现象;
5)焊前先对焊接区域进行局部预热,预热温度为100~200℃,以红外线测温仪进行现场监视;
6)焊机接法:采用直流反极性接法,即焊把接正极,转轮接负极;
7)焊接引水板外圆与转轮上冠连接处焊缝,要求由两条伸缩缝中间向伸缩缝方向施焊,采用小电流,对称、分段、退步(每步150 mm左右)焊接;
8)控制层间温度和用锤子频繁打击焊缝消除应力;
9)加入直径100 mm圆板(圆板周边开V形坡口),焊接填补应力释放工艺孔,注意板面平齐;
10)补焊伸缩缝,要求对称焊接,锤击消除应力;
11)焊接时,采用百分表随时检测转轮上冠迷宫的变形量,随时调整焊接方位和焊接速度。
4.3 检验
1)对焊缝进行修形,以打磨的方法使焊缝平整;
2)进行探伤检查,要求达到3级标准要求,再次上车床加工焊缝与原平面接平,同时复测转轮上冠内、外圆同心度;
3)转轮做静平衡试验,要达到设计要求。
5 结束语
紧水滩2号水轮机转轮引水板裂纹处理过程中所采用加工释放应力工艺孔及伸缩缝的方法是一种非常规的处理方法,采用这种方法处理以后,很大程度上消除环焊缝的焊接应力,延长转轮的运行寿命,本次处理历时8 d,之后机组运行了一个大修周期,机组运行稳定,运行情况良好,证明了这次工艺方法对紧水滩2号水轮机转轮引水板裂纹处理是非常成功的,对同类型问题的处理可以借鉴该方法。
与此同时,该工艺方法的工作难度较大,加工成本较普通方法略高;焊接量较大,转轮静平衡易超出设计要求,因此,在现场及不具备做平衡试验的加工厂,只能参考该工艺方法。该工艺方法在一定程度上,释放了一部分环焊缝的焊接应力,但残留了部分应力,并且圆孔填补及伸缩缝补焊也会产生内应力,如果条件具备,可以考虑采用退火等消应力方法。
[1]蔡兰.机械零件工艺性手册[M].北京:机械工业出版社,2007.
[2]刘家发.焊工手册(手工焊接与切割)[M].北京:机械工业出版社,2004.
[3]杜国华.实用工程材料焊接手册[M].北京:机械工业出版社,2004.
TK730.3+23
B
1672-5387(2017)11-0023-03
10.13599/j.cnki.11-5130.2017.11.009
2017-08-30
袁守怀(1966-),男,技师,从事水电厂焊接及检修维护工作。