选择性激光烧结技术原材料及技术发展研究
2017-11-28王庆顺
杨 洁,王庆顺,关 鹤
(沈阳大学机械工程学院,沈阳 110044)
选择性激光烧结技术原材料及技术发展研究
杨 洁,王庆顺,关 鹤
(沈阳大学机械工程学院,沈阳 110044)
选择性激光烧结技术是RPamp;M(Rapid Prototypingamp;Manufacturing)技术中发展最快和应用最广的技术之一,是一种基于离散—堆积原理的快速成型技术。它选材广泛,操作简单,产品的复杂程度不会对其产生影响,可以直接烧结成件,广泛应用于制造业,选择性激光烧结技术的发展受到越来越广泛的重视。如果突破瓶颈,有望在未来一段时间内得到普及。未来随着SLS技术的快速发展,将会对设备的研发、技术的应用、新工艺和材料的研发产生更为积极的影响,对传统制造业迈向环保、节能、高效发展提供了巨大的推动力。介绍了选择性激光烧结技术的成型原理和特点,概括阐述了SLS技术中应用较多的原材料的研究现状和应用,分析SLS技术产业化存在的问题及可能解决的途径。
选择性激光烧结;SLS技术;快速成型;粉末材料;应用现状;技术发展
选择性激光烧结技术(Selective Laser Sintering,SLS)又被称为激光选区烧结技术,是RPamp;M(Rapid Prototypingamp;Manufacturing)技术中发展最快和应用最广的技术之一,是一种基于离散—堆积原理的快速成型技术[1]。它选材广泛,操作简单,产品的复杂程度不会对其产生影响,可以直接烧结成件,广泛应用于制造业,选择性激光烧结技术的发展受到越来越广泛的重视[2]。如果突破瓶颈,有望在未来一段时间内得到普及。
1 选择性激光烧结技术工作原理及其特点
SLS(Selected Laser Sintering)技术是选择性激光烧结技术的简称。完整的SLS工艺是通过RP系统和CAD系统两部分共同协同运作,通过STL文件格式交换数据。其中SLS技术采用的激光器分别为Nd:YAG激光器和CO2激光器。利用分层—叠加的工作原理,直接将粉末材料用激光能量烧结堆积为三维实体零件[3]。整个成形过程主要包括:建立CAD模型、数据处理、铺粉、烧结以及后处理等。其工作原理如图1所示[4]。
如图1所示,整个工艺装置由激光器、激光光路系统、振镜运动系统、工作台、供粉缸、工作缸、推粉装置构成。正式工作前需先进行CAD建模,利用AutoCAD或Pro/E等软件虚拟生成或运用3D传感器及其他方式生成转化为STL格式[5]。然后进行正式的烧结处理,设置正确的参数(激光功率、预热温度、分层厚度、扫描速度等),计算机根据模型切片控制激光束,对分层截面轮廓进行扫描。有选择性的烧结粉末材料,结成一层实体轮廓,然后重新叠加一层新的粉末,激光束再进行扫描新粉层,层层叠加循环往复,直到三维零件能够完整成型[6]。冷却后将其取出,去除多余粉末,即可获得所需原型件。
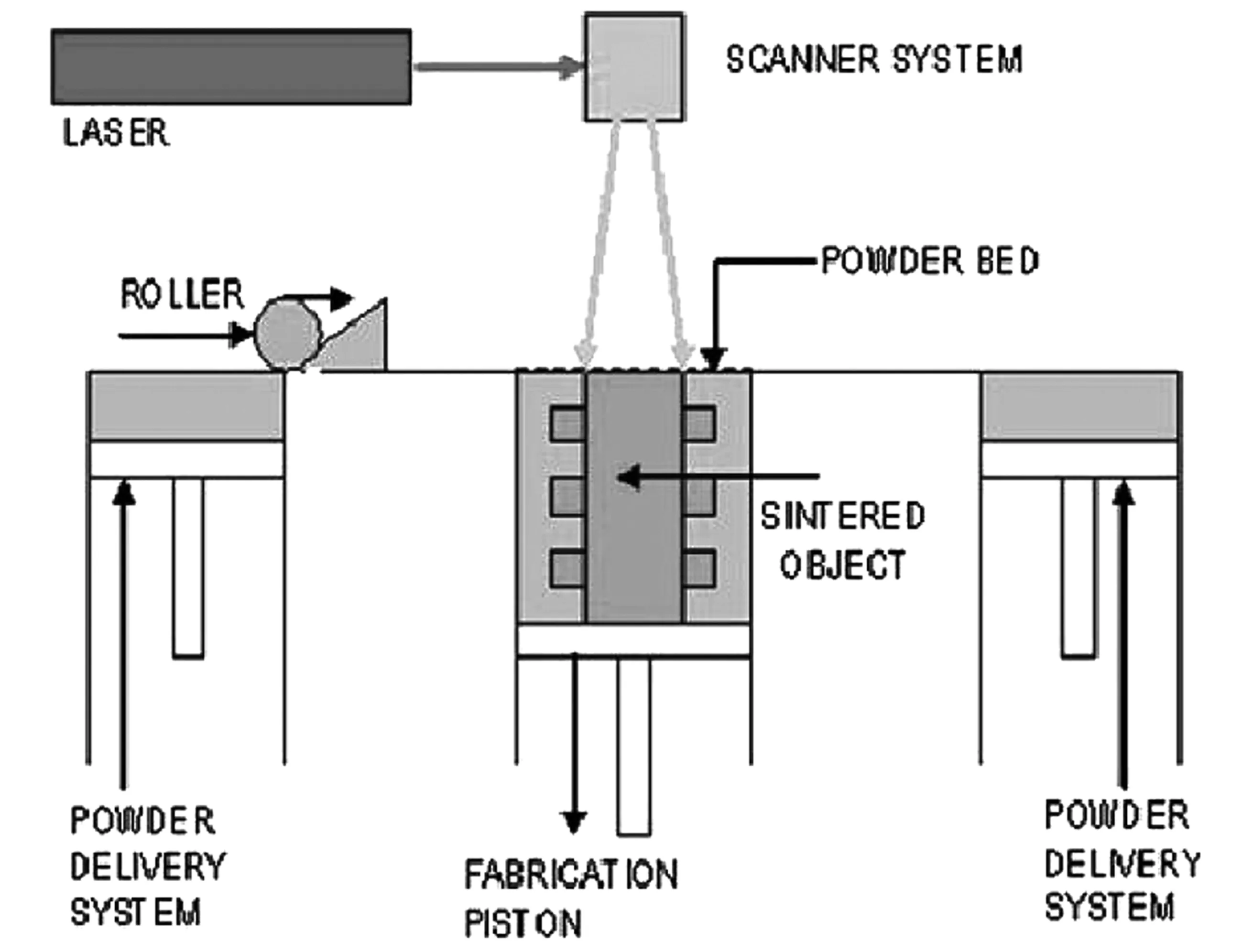
图1 SLS技术原理图[4]Fig.1 The principle diagram of the SLS technology [4]
与其他LRP方法相比,SLS方法所使用的材料广泛。理论上只要能通过激光受热使原子间形成黏结的粉末性材料都可以成为其成型材料。
SLS技术特点[7-10]:
A.零件的复杂程度和SLS成型过程无关。
B.产品取材宽泛。理论上,任何受热可以黏结的粉末材料都可能被用于该技术。
C.生产周期短。少则几个小时,多则几十个小时,生产过程中也可以随时修正,随时更改。适用于小批量、单件零件的生产和新产品的开发。
D.成型精度高。当粉末材料的粒径小于0.1 mm时,成型的精度可达±1%。
E.应用面宽泛。因其选材多样化,可以应用于汽车、造船、航天、航空、通信、医疗等诸多行业。
2 SLS成型材料及应用现状
SLS技术的烧结材料取粉末材料,取材宽泛,其性能可以直接影响到成型件的精度、物理性能和化学性能,制件的综合性能也会随之受到影响。目前,SLS烧结材料主要有:金属粉末、尼龙、陶瓷粉末、陶瓷包衣粉(或与聚苯乙烯的混合物)等[11]。
2.1 金属粉末材料
金属粉末烧结成型时已成为热点,可以直接用金属粉末烧结成理想的塑性。按金属粉末的成分可分为以下三种类型[12]。
2.1.1 单一成分金属粉末
目前主要使用的单一金属粉末有:Sn、Zn、Fe等。通常被用在低熔点金属粉末的烧结上,而针对高熔点金属粉末,其对操作环境的要求较高,需要在大功率激光器外加保护气氛下工作,但是所能达到的性能却非常单一,无法满足所需的各种性能指标[13]。
2.1.2 多组元混合金属粉末
其主要成分为两种高、低熔点的金属和其他元素混合而成。熔点较低的金属粉末相当于黏结剂的作用,熔点较高的金属粉末被用来作为合金的基体。在SLS成型过程中,低熔点材料被激光能量融化,浸润固相,冷却后低熔点的液相凝固后将高熔点的固相黏结在一起。多组元混合金属粉末采用的低熔点材料以Sn为主,强度和熔点相对较低,导致性能较差。提高性能的主要方法为:提高其中低熔点金属的熔点,采用更高熔点的金属来提高合金基体强度。因此,人们越来越多关注和研究高熔点金属粉末。

表1 单一金属粉末发展Tab.1 The development of a single metal powder

表2 多组元混合金属粉末发展Tab.2 The development of multiple sets of yuan mixed metal powder
2.1.3 金属和有机黏结剂的混合粉末
二者按一定比例均匀混合而成。烧结后的成型件密度和强度都较低,所以必须经过后处理来提高其物理性能。
2.2 尼龙
尼龙(Polyamid,PA)一种结晶态的聚合物,具有韧性高、耐磨度高、烧结性能佳、耐热性能好等优良性能。但是纯PA在烧结时得到的成型件强度变形率较大,所以改变其收缩变形率,已经成为当今研究的一个热点[20]。
最广泛使用PA的四种成分材料为[21]:
A.标准DTM尼龙(Standard Nylon),可直接被制成零件且耐热性和耐腐蚀性都很好。
B.精细DTM尼龙(DuraForm GF),在标准DTM的基础上精度得以提高,表面粗糙度降低,更倾向于制造测试型和概念型的零件。
C.医用级DTM精细尼龙(Fine Nylon Medical Grade),在高温高压下五个循环蒸汽消毒。
D.原型复合尼龙材料(ProtoFomTMComposite),在原基础上经过玻璃强化后形成的一种改性材料,相对比提高了耐热性、耐腐蚀性和表面粗糙度,加工性能更加完善。
2.3 覆膜砂
采用热固性树脂,其中加入锆砂和石英砂混合后所制。再经过SLS技术制得的制件可直接用来制造金属零件,对于复杂件的制作,更多的选择锆砂,因其具有更好的铸造性能,采用SLS技术制得砂型(芯)尺寸精度高(CT6~8级),表面质量好(粗糙度达到3.2~6.3 μm),水平接近金属型铸造[22]。芦刚、修辉平等人研究并优化了SLS覆膜砂烧结工艺参数,改善其工艺性能[23-24]。魏蓉研究发现,采用浓硝酸与硅烷偶联剂,能够共同处理改性后的碳纤维,使其效果最佳[25]。
3 目前存在的问题及未来展望
选择性激光烧结技术经过多年的探索,已经取得了飞速的发展,但仍存在着一些不足之处。
3.1 成型材料问题
成型材料是决定SLS技术发展的基本要素之一,因其在实际生产中对成型件的工艺性能有不同的要求,导致真正可供选择的原材料范围减少,部分原材料还存在着成本较高、具有污染性且成型件表面和性能不理想等问题,所以开发出低成本、性能更好的新型材料更有助于SLS技术的不断推广及其在市场上的应用。
3.2 成型设备的问题
成型设备成本高昂,致使最终成型件的成本也随之提高,并且国内的SLS系统和激光器都与国外有一定的差距,所以要不断开发并研制出精度高且性价比更高的设备,才能使SLS技术得到推广与应用。
3.3 成型软件及工艺问题
在软件使用上大部分选择的是三维CAD转换为STL格式,在转换过程中便会存在微小误差,SLS烧结技术成型的制件精度差,不能达到产品标准。因此,更好的完善现有工艺,从而提升烧结件的工艺性能是日后研究的一个热点问题。
4 结语
选择性激光烧结技术正在逐渐突破自身的局限性,虽然各个方面都有了提高,但是选材上的发展空间更广泛,要不断发展新材料来替代那些不能满足大部分成型件功能要求的材料和可能对环境产生污染的材料。价格也是限制其发展的重要因素,目前用于工业的材料价格昂贵,导致其不能普遍应用于商业化生产中,所以在未来一段时间内,研发可行性材料是攻克这些难关的关键性任务。
未来随着SLS技术的快速发展,将会对设备的研发、技术的应用、新工艺和材料的研发产生更为积极的影响,对传统制造业迈向环保、节能、高效发展提供了巨大的推动力。
[1] Wong K V,Hernandez A. A review of additive manufacturing[J]. ISRN Mechanical Engineering,2012,(10):1-10.
[2] 潘琰峰,沈以赴,顾冬冬,等. 选择性激光烧结技术的发展现状[J].工具技术,2004,38(06): 3-7.
[3] Stampfl J,Hatzenbichler M. Additive Manufacturing Technologies[J]. CIRP Encyclopedia of Production Engineering. Springer :Berlin Heidelberg,2014,34(09):20-27.
[4] Mazzoli A. Selective laser sintering in biomedical engineering[J]. Medical amp; biological engineering amp; computing,2013,51(03): 245-256.
[5] 李鹏,熊惟皓.选择性激光烧结的原理及应用[J].材料导报,2002,16(06): 55.
[6] 张渤涛,郝斌海,卢宵,等.选择性激光烧结技术的特点及在磨具制造中的应用[J]. 锻压技术,2005,(03): 8.
[7] Mukesh Agarwala, David Bourell, Joseph Beaman, et al. Direct selective laser sintering of metals [J]. Papid Prototyping Journal,1995,1(01): 26-36.
[8] 王广春,赵国群. 快速成型与快速磨具制造技术及其应用[M].北京: 机械工业出版社,2003.
[9] Jan-Erik Lind,Juha KotiIa,Tatu Syvaenen,OIIi NyrhiIae. DimensionaIIy accurate moId inserts and metaI components by direct metaI Iaser sintering [J]. MateriaIs Research Society,2000,(625): 45-50.
[10] 张剑峰. Ni 基金属粉末激光直接烧结成形及关键技术研究[D].南京:南京航空航天大学,2002.
[11] 史玉升,闫春泽,魏青松,等. 选择性激光烧结3D打印用高分子复合材料[J].中国科学(信息科学),2015,23(02): 75-79.
[12] 任继文,刘建书.选择性激光烧结主要成性材料的研究进展[J].机械设计与制造,2010,(11): 266-268.
[13] 邓崎林,余承业.金属粉末的选择性激光烧结[J].航空工业技术,1996,(02): 19.
[14] 曾锡琴,朱晓蓉. 激光选区烧结成型材料的研究和应用现状[J].机械研究与应用,2005,12(06): 19-21.
[15] 王利蕊. 基于小功率SLS系统的EDM电极快速制备实验研究[J].电加工与模具,2003,(03): 49-52.
[16] 蒋玮.直接金属激光烧结成形的机理及实验研究[J].中国机械工程,2003,(08): 1322-1325.
[17] 任继文,彭蓓.选择性激光烧结技术的研究现状与展望[J].机械设计与制造,2009,(10): 266-268.
[18] 白培康. 覆膜陶瓷粉末激光烧结成形技术试验研究[J].中国机械工程,2000,(10): 98-100.
[19] 邓琦林. 陶瓷粉末的选择性激光烧结实验研究[J].航空精密制造技术,2001,(05): 28-31.
[20] 王小萍,程炳坤,贾德民. 选择性激光烧结用聚合物粉末材料的研究进展[J].合成材料老化与应用,2016,45(03): 108-113.
[21] 王利蕊.基于小功率SLS系统的EDM电极快速制备实验研究[J].电加工与模具,2003,(03): 49-52.
[22] 李栋,唐昆贵,付龙. 3D打印的气缸盖砂芯[J].铸造,2016,65(04): 325-328.
[23] 芦刚,李康,严青松,等. 基于 SLS 烧结覆膜砂工艺参数对成型尺寸精度的影响规律[J].铸造技术,2013,34(03): 314-316.
[24] 修辉平,王宏松,徐敏. 覆膜砂选择性激光烧结的精度分析与试验研究[J].热加工工艺,2015,44(19): 120-122.
[25] 魏蓉. 碳纤维增强覆膜砂选择性激光烧结成型性能研究[D]. 南昌:南昌航空大学,2015.
Selectivelasersinteringtechnologyofrawmaterialsandtechnologydevelopment
YANG Jie, WANG Qing-shun, GUAN He
(School of Mechanical Engineering, Shengyang University, Shengyang 110044, China)
Selective laser sintering is one of the fastest growing and most widely used technologies in RP amp; M (Rapid Prototyping amp; Manufacturing) technology, a rapid prototyping technology based on the discrete-stacking principle. It is widely selected, easy to operate, the complexity of the product will not have an impact on it, which can be directly sintered parts, widely used in manufacturing, and selective laser sintering technology has
more and more attention. It is expected to be popularized in the next period of time if we want to break through the bottleneck. In the future, with the rapid development of SLS technology, it will have a more positive impact on R amp; D of equipment, application of technology, research and development of new processes and materials, and provide a huge impetus to the traditional manufacturing industry towards environmental protection, energy saving and efficient development force. Introduced the forming principle and characteristics of selective laser sintering technology, summarized the application of SLS technology were introduced and more research situation and application of raw materials, analyzes the problems existing in the industrialization of SLS technology and possible solutions.
Selective laser sintering; SLS technology; Rapid prototyping; Dusty materials; Present application; Technology development
TB383.3
A
1674-8646(2017)20-0030-04
2017-08-29
杨洁(1990-),女,沈阳大学机械学院2015级硕士研究生,e-mail: 461692883@qq.com。
