高效节能无电阻数字化脉冲电源节能效果分析
2017-11-24万符荣徐琳俊王新超
万符荣,徐琳俊,王新超,吴 强
(苏州电加工机床研究所有限公司,江苏苏州215011)
高效节能无电阻数字化脉冲电源节能效果分析
万符荣,徐琳俊,王新超,吴 强
(苏州电加工机床研究所有限公司,江苏苏州215011)
针对电火花成形机床高耗能的问题,在综合分析国内外节能脉冲电路特点的基础上,设计研发了一种高效节能、绿色环保的无电阻数字化脉冲电源,阐明了其在节能方面较传统有电阻脉冲电源的优势,并对无阻电路中的关断保护和能量回馈这一关键技术进行了分析。
无电阻;脉冲电源;耗能比;电能利用率
在航空航天、发电设备、精密模具等制造领域,有许多材料特殊、形状复杂、结构细微、精度要求高的零件需使用电火花成形机床进行加工。传统电火花加工是直接利用电能并通过火花放电来实现的,由于主回路采用电阻限流,约有66%以上的能量变成焦耳热而白白浪费掉[1]。可见,电火花成形机床因转变为热能而白白浪费的能量相当高,电能的浪费和机床运行成本增加等现象极其严重。为此,本文研发了一种无电阻脉冲电源,其电能利用率可达65%。配备该电源后,每台机床全年可节约电能约1万度,是电火花加工机床走绿色环保之路的一项重要举措。
1 国内外节能脉冲电路特点
20世纪90年代,日本沙迪克公司研发的节能电火花加工脉冲电源(图1),将电压源、电感、功率管与加工间隙串联,利用比较器控制电感电流,使其在设定的阈值内变化。但由于该脉冲电源仍使用限流电阻和电感,节能效果欠佳。日本富山大学研制的无电阻节能脉冲电源(图2),由两个相同电路并联而成,对电流的平滑性具有较好的作用。
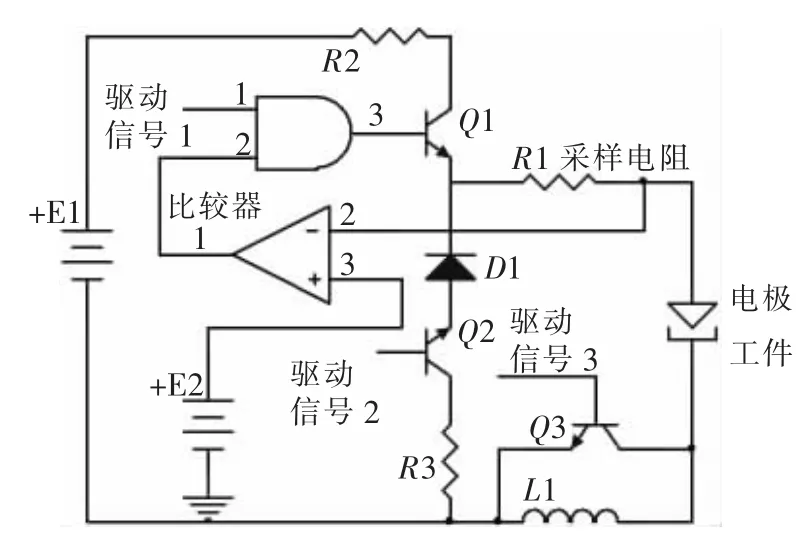
图1 沙迪克公司研制的节能脉冲电源原理图
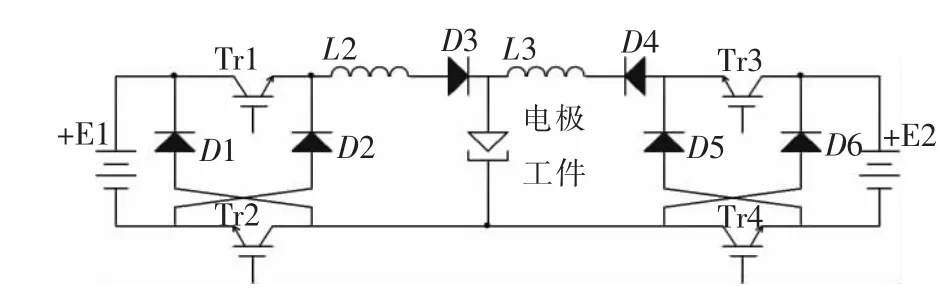
图2 富山大学研制的无电阻脉冲电源原理图
2005年,哈尔滨工业大学和中国石油大学研制的调压型节能脉冲电源(图3),采用了逆变式电源结构,通过改变DC/DC变换器PWM波控制器的给定来改变控制器输出的占空比,从而获得高低压输出,实现了根据加工状态变化进行调压的控制。由于结构中用电感元件取代了耗能严重的电阻元件,实现了节能,但受其主电路结构、开关元件的开关速度和调压过程的调节速度等限制,会导致主回路中流过大电流冲击而烧毁元器件及电流爬坡、拖尾等现象[2]。
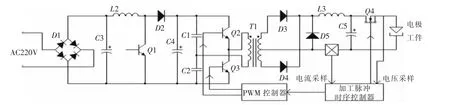
图3 调压型节能脉冲电源原理图
2 无电阻脉冲电源设计与分析
在传统电火花脉冲电源的主回路中,通过限流电阻改变回路中的电流(图4a),而本文所研制的无电阻脉冲电源,设计了恒流电源电路以代替限流电阻阵列,恒流电源电路中无功率电阻,故能耗大大降低(图4b)。经大量工艺实验验证,加工指标也优于传统有阻电路。
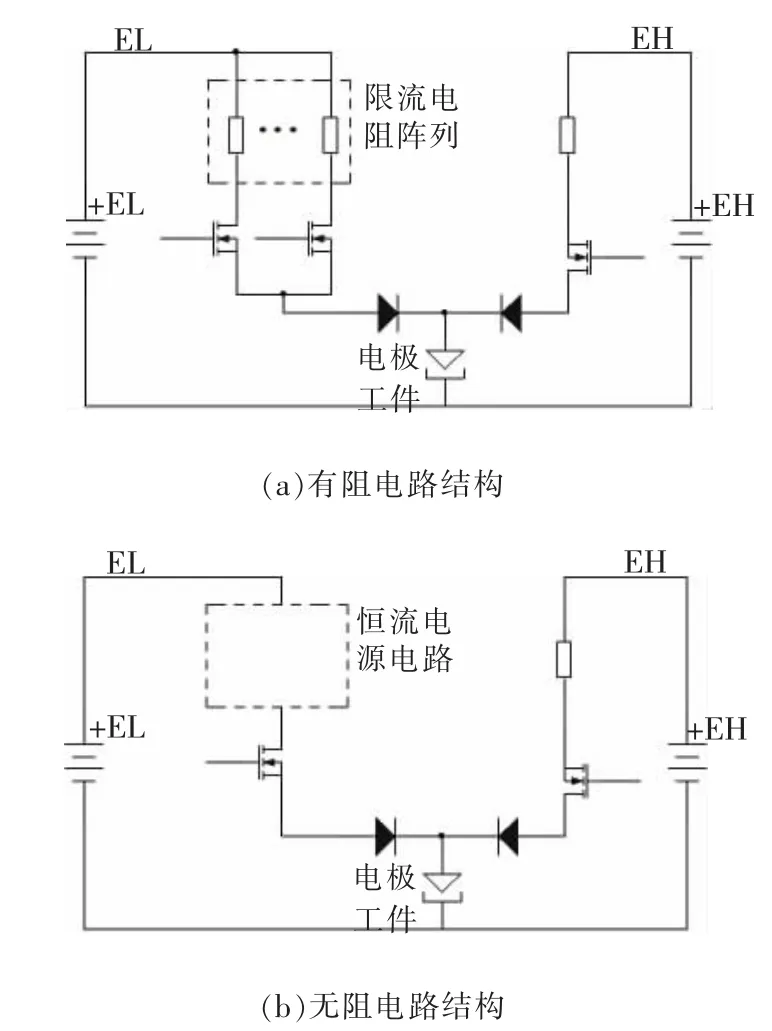
图4 有阻脉冲电源和无阻脉冲电源的结构框图
2.1 能耗分析
为了证明无电阻电源在能量利用率上具有明显优势,分析了两种电路各自的能耗。
在传统的有限流电阻电火花脉冲电源中,设放电加工时回路中的平均电流¯=50 A,输入电压U0=85 V,放电间隙两端电压U1=35 V,则在限流电阻上的压降大致为U2=50 V。
由此可计算出电能利用率η1和耗能比η2:

式中:P0为整个回路消耗的能量;P1为放电间隙中的能量;P2为消耗在限流电阻上的能量。
在无电阻脉冲电源中,因为没有限流电阻上的能量损耗,仅有线损、功率开关损耗(40 kHz)、关断保护电路损耗等,而这些能耗极小且不易测算,从现有资料得知约占输入能耗的18%~25%,所以电能利用率将近80%。
2.2 能量利用率实测比对

表1 无阻电源能耗实验数据
从表1可看出,由于电路中能量损耗仅存在功率器件开关损耗、吸收保护损耗和一定的线损,这些电路能耗随加工电流增大的变化不大。当加工电流较小时,加工间隙实际消耗能量较小,则这些电路能耗占输入总能量的比例相对大些,所以电能利用率偏低;当加工电流增大后,加工间隙实际消耗能量也增大,则电路能耗占输入总能量的比例相对较小,故电能利用率得以提高。对比表1、表2还可看出,无电阻脉冲电源的电能利用率普遍高于有阻电源,说明无阻电路比有阻电路更具节能优势。
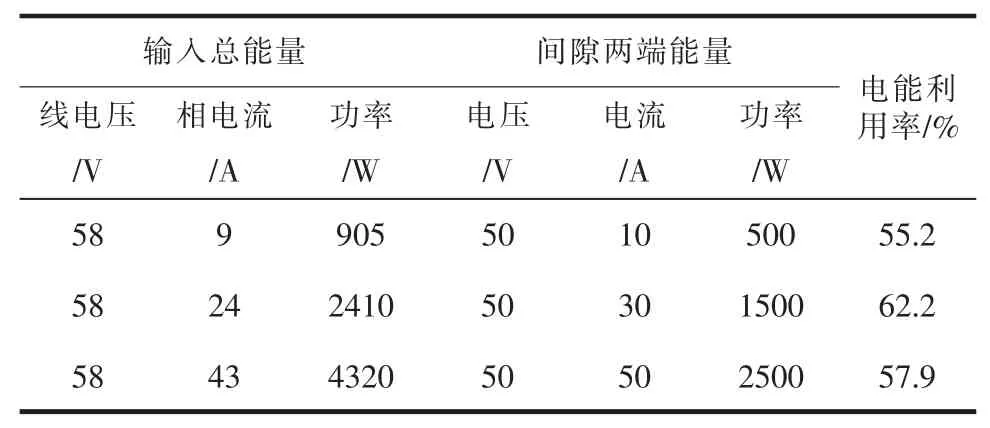
表2 有阻电源能耗实验数据
3 无阻电路功率器件的关断保护
无电阻脉冲电源工作在高频(μs级)状态下,在主回路中串入了电感储能元件,因电感的续流作用,如不精心设计续流保护通道,将会在大电流功率管的关断瞬间产生高压而击穿功率管。为了保证电路的可靠运行,必须对功率管关断瞬间的高压设计快速保护电路。
本设计采用阻容吸收和结合脉冲前后沿陡度控制电路的能量回馈通道,将脉冲关断瞬间在电感元件中存储的能量快速回馈至功率电源端,供再生利用。这样,既可达到保护大电流功率管的目的,又可将电感中的多余能量无损耗地重复利用。由于无用功率消耗仅有功率管的开关损耗及主回路电感中的线路电阻损耗,故可将电感中的多余能量进行大部分重复利用,使功耗大大降低,电能利用率可达70%以上。图5是不同阻容吸收电路在加工期间的IGBT功率管CE间电压波形。
4 工艺试验
4.1 高效低损试验
用45钢作为工件、紫铜作为电极进行生产率试验。 在脉宽 700~600 μs、脉间 200 μs、低压电流50 A、高压电流1.5 A、伺服给定76%、伺服灵敏6、抬刀高度0.6 mm、抬刀间隔3 s时,可得到近53 A的平均加工电流,加工间隙电压维持在60 V左右,此时的生产效率为450 mm3/min。用同等级的普通电火花成形机床或轮胎模加工设备及相似参数加工,得到的最大生产效率仅为400 mm3/min。
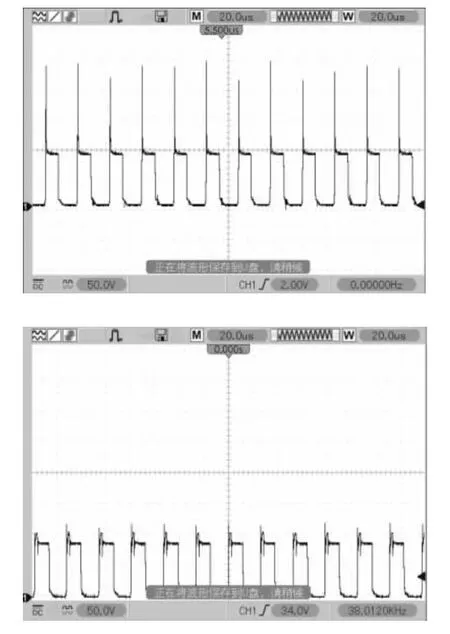
图5 阻容吸收匹配前后的CE间电压波形图
加工后,在工件表面质量和边角损耗方面,无电阻电源设备也优于其他设备。如图6a所示,用轮胎模加工机床在70 A大电流下加工的工件,其边角处损耗较大,都为圆角。如图6b所示,本项目研发的无电阻电源设备在70 A以上大电流下加工的工件,其边角损耗明显更小。目前,在电极损耗试验中,无电阻电源基本可控制在0.2%以内,有时甚至小于0.1%。

图6 不同电源在大电流下加工工件的表面质量
4.2 大面积修光试验
在无电阻电源设备大面积修光试验中,石墨电极尺寸为50 mm×50 mm,从实际电流16 A逐步修光至1.5 A需耗时52 min,表面粗糙度为Ra1.577~2.320 μm。 同时,在修光相同时间(16 min)后,轮胎模加工工件的表面粗糙度为Ra5.0 μm,而无电阻电源平均可达Ra3.2 μm。可见,无电阻电源设备比轮胎模加工在修光时间和修光效果上均更占优势。从石墨大面积 (110 mm×70 mm)修光试验结果中可见,从最大电流80 A逐步修光至0.5 A,工件表面质量均匀、无凹坑(图7)。
5 结束语
能源的紧缺推动了电加工技术的更新换代,老旧耗能的设备注定会被时代所淘汰,新器件的层出不穷又为电加工的发展提供了可靠的技术支持。本文提出的新型节能、绿色环保无电阻电源是电火花加工技术发挥自身技术优势、解决难加工材料的重要手段,它不仅能提高我国电加工行业的技术水平,促进行业的技术进步,进一步提高电加工技术的竞争力,更主要的是能为我国的关键制造业提供先进的、低能耗的绿色加工技术和设备,有利于我国关键制造业和国民经济的可持续发展,从而提高企业走向世界、参与国际竞争的能力。

图7 石墨大面积修光试验结果
[1]吕华.电火花线切割加工智能脉冲电源的研究 [D].成都:西华大学,2012.
[2]FLEISCHER J,MASUZAWA T,SCHMIDT J,et al.New applications for micro-EDM [J].Journal of Materials Processing Technology,2004,149(1-3):246-249.
Energy Saving Effect Analysis on No Resistance Digital Pulse Power Supply of High Efficiency and Energy Saving
WAN Furong,XU Linjun,WANG Xinchao,WU Qiang
( Suzhou Electromachining Machine Tool Research Institute Co.,Ltd,Suzhou 215011,China )
In the light of the high energy consumption problem of sinking electro-discharge machines,we designed a high efficient,energy saving and environmental no resistance digital pulse power based on the analysis of related energy saving circuit features at home and abroad.It clarified the obvious advantages on energy conservation compared with traditional resistance pulse power,and analyzed the key technology of shutdown protection and energy feedback in no resistance circuit.
no resistance;pulse power;energy consumption ratio;electric energy utilization rate
TG661
A
1009-279X(2017)05-0018-04
2017-07-17
国家科技重大专项(2014ZX04001061)
万符荣,男,1965年生,高级工程师。
