电解电火花加工树脂材料的实验研究
2017-11-24金光现刘烨彬朱烨添裴景玉
金光现,刘烨彬,朱烨添,裴景玉
(上海交通大学机械与动力工程学院,上海200240)
电解电火花加工树脂材料的实验研究
金光现,刘烨彬,朱烨添,裴景玉
(上海交通大学机械与动力工程学院,上海200240)
研究了电解电火花工艺加工酚醛树脂材料时,电解液浓度、加工电压及工具电极和工件之间的压力对加工速度的影响。结果表明:增加电解液浓度、加工电压及工具电极和工件之间的压力可提高加工速度。结合酚醛树脂材料的特性,分析论证了以上三种因素对加工速度的影响机理。通过对实验现象的分析归纳,总结了酚醛树脂材料在电解电火花加工过程中的材料蚀除机理。
电解电火花加工;酚醛树脂;电解液浓度;加工电压;压力
电解电火花加工是基于电火花加工,利用电极在电解液中达到临界电压后放电、产生火花并释放高能量来熔化及气化所加工材料,以达到加工的目的[1],其优势在于可加工非导电材料,且加工过程中无宏观切削力,可使工件获得较好的表面质量,可用软材料制成微细工具电极对较硬工件进行微加工。该方法已成为加工绝缘硬脆材料的有效方法,如加工玻璃时具有材料移除率高、加工柔性好、精度高等优点,能在十几秒内加工出直径和深度均约数百微米的孔,但在加工大部分先进陶瓷、聚合物及复合材料时,其材料移除率会降低一个数量级[2]。目前,针对难以加工特殊材料的电解电火花加工工艺还处于探索阶段。
本文选取广泛应用于微电子、汽车工程及航天航空领域的酚醛树脂材料[3],研究其电解电火花复合加工特性。因为在传统机械加工方式下,酚醛树脂受切削力作用极易产生难以控制的形变,加工精度受到极大限制,且加工过程中产生的切削易堆积于工件表面,对加工刀具的材质和转速有一定要求,需较慢的进给速度,还需附加换气装置,使其加工成本高、效率低。而电解电火花复合加工过程中无宏观切削力,在电解液中易于排屑,故采用该工艺通过用柱状电极在酚醛树脂板上打孔的实验来研究电解液浓度、加工电压以及工具电极和工件之间的压力对加工速度的影响,旨在探索研究一种比传统机械加工更高效、高质的加工方法。
1 实验目的与方法
1.1 实验目的
影响电解电火花加工效果的因素有电解液浓度、电参数(如加工电压)、工具电极和工件之间的压力以及电解液温度等。考虑到实验过程中参数的可控性,主要研究电解液浓度、加工电压及工具电极与工件之间压力的影响。衡量指标选取加工速度,即单位时间内孔深的变化。
1.2 实验原理
实验选用强碱或盐溶液作为电解液,将工具电极与电源阴极相连,辅助电极与电源阳极相连,保证工具电极的尺寸明显小于辅助电极的尺寸,将二者浸没在电解液中,并对工具电极和辅助电极施加电压使其发生电解电火花效应,工具电极四周出现火花放电及化学反应生成的气膜,靠近工具电极的工件将在火花放电产生的高温及化学腐蚀的共同作用下被蚀除(图1)。
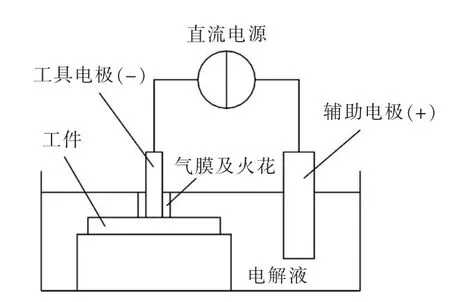
图1 电解电火花复合加工原理示意图
1.3 实验装置
搭建一个实验平台,采用电压为0~60 V、电流为0~6 A的直流电源,手动调节其电压大小;采用配重块调节工具电极与工件之间的压力大小;采用YISIDA DS2-50N数显推拉力计按压工件以增加其浸没深度,示数即为当前的压力数值,压力大小通过配重物重量调节;采用KEYENCE LC-2401激光位移传感器,通过测量其连接在载物台上的Z形钢片的位移变化量获得加工深度(图2)。
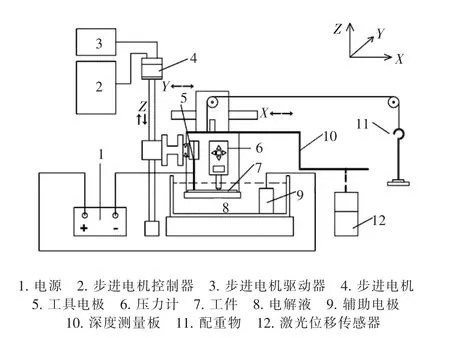
图2 实验装置示意图
1.4 实验方法及条件
实验采用控制变量法,保持其他影响因素不变,依次研究电解液浓度、加工电压及工具电极与工件之间压力对加工速度的单因素影响。加工速度由单位时间内的加工深度衡量,实验中取每次加工时间为60 s。对每组参数进行4~6次平行实验,以观察酚醛树脂加工的重复性并降低实验中的随机误差。实验条件及主要研究因素的水平值见表1。
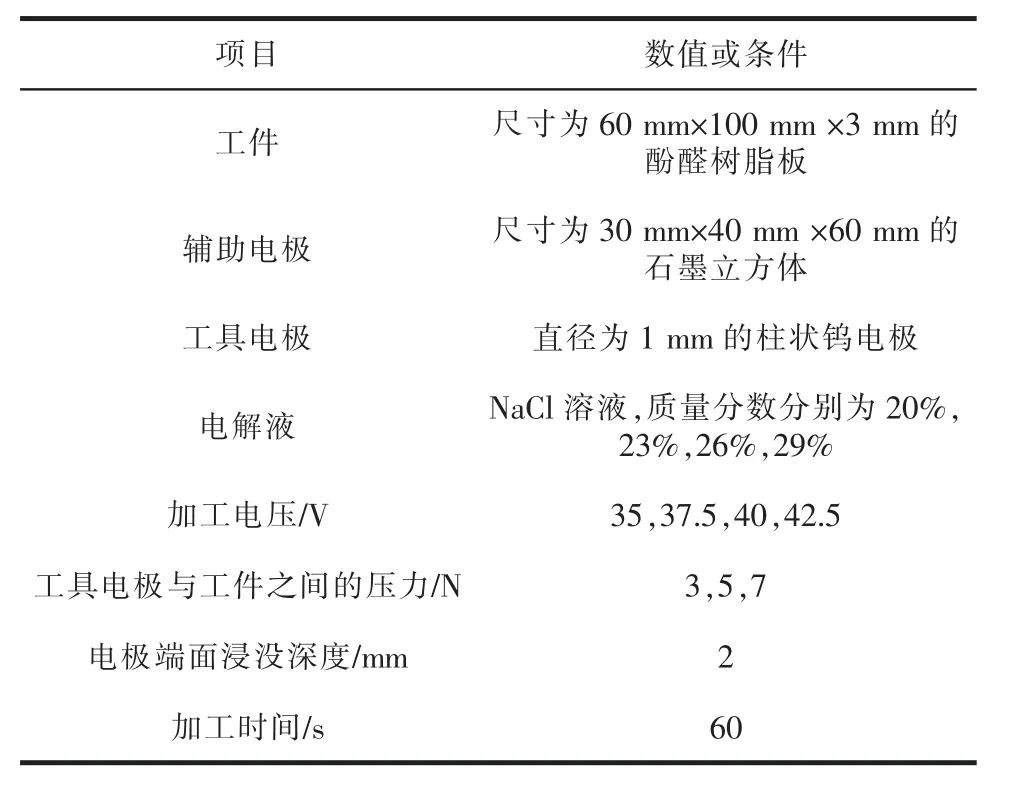
表1 实验条件
2 实验结果及分析
2.1 加工深度随着加工时间变化的一般规律
在研究不同因素对加工速度的影响之前,需观察不同加工参数下的加工深度变化规律的普适性,即通过实验验证电解电火花加工酚醛树脂过程的可重复性。同时,归纳出加工深度随着加工时间变化的一般规律,为分析不同参数对加工效率的影响机理提供基础。
从不同加工参数下加工深度随时间变化的曲线(图3)可看出,实验结果存在一定的离散性,标准差范围较大者约为8 μm,表明酚醛树脂在电解电火花加工时的重复精度有一定误差。其原因一部分在于实验装置的精度,另一部分在于酚醛树脂材料本身的特性。酚醛树脂为高分子聚合物,在高温降解时会产生 CO、CO2、甲烷、乙烷、苯酚等气体[4],而气体成分会影响气膜的击穿电压及稳定性。由于实验不能保证每次加工时酚醛树脂降解会产生相同成分与分布的气体,会对加工结果产生影响。尽管如此,实验结果总体趋势较为一致。
从图3可明显看出,加工前后的深度-时间变化曲线存在一个转折点。原因在于:加工过程中,随着电火花能量释放,加工中心区域的温度逐渐升高,酚醛树脂在温度为300~600℃时降解并产生气体,会在工具电极和工件之间形成一层气膜,由于工具电极固定不动,工件受气膜压力作用而下压,形成了图3中各曲线前半段所示的凸起部分;加工停止后,气膜逐渐消散,中心温度逐渐降低,同时酚醛树脂收缩,形成了图3中各曲线后半段所示的加工深度。故本实验中的加工深度值均采用加工停止后的稳定数值。
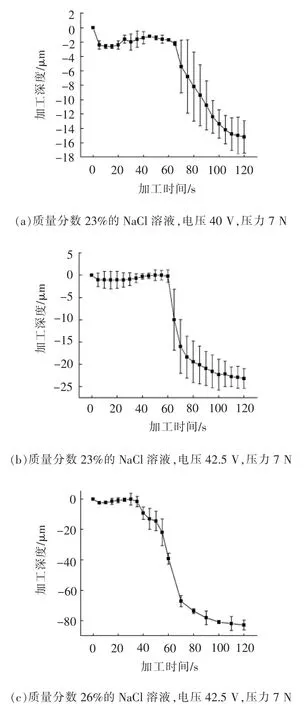
图3 不同参数下加工深度随加工时间变化的曲线
2.2 电解液浓度对加工速度的影响
电解液浓度不同,其电化学反应速度不同,进而加工速度也不同。考虑到实际加工中的电解液浓度控制较易实现,故先研究电解液浓度对加工速度的影响。设电压为42.5 V、压力为7 N,电解液选取质量分数分别为 20%、23%、26%、29%的 NaCl溶液。如图4所示,加工深度随着电解液浓度的增大而增加。原因在于:当电解液浓度增大时,电解反应生成氢气的速度加快、氢气量增大,而电火花放电期间,每次消电离后重新形成绝缘气膜的时间间隔会减小,电火花放电频率随之上升,加快了材料蚀除速度。

图4 不同电解液浓度下的加工结果
2.3 加工电压对加工速度的影响
电解电火花加工的速度受电参数影响,而电参数易控制。实验研究了加工电压对加工速度的影响。取NaCl溶液质量分数为29%,设压力为7 N,加工电压分别为35、37.5、40、42 V,实验结果见图5。可看出,加工深度随着加工电压的增加而增大。原因在于:当加工电压增加,电解反应生成氢气及氢气形成稳定气膜的速度增快,使单位时间内的电火花放电频率增加,加工深度随之增大,同时单位面积内的电火花放电能量也增加,即能流密度增大,加快了材料蚀除速度。

图5 不同加工电压影响下的加工结果
2.4 工具电极与工件之间压力对加工速度的影响
工具电极与工件之间的接触压力会影响到材料蚀除量,国内外相关研究较少,本文就此进行了实验研究。如图6所示,加工深度随着工具电极和工件之间压力的增大而增加。原因在于:在有电火花放电的加工时段,电解反应与树脂降解产生的气体会对载物台产生按压作用,会在工具电极和工件之间形成气膜,当加工停止后,电火花停止放电,温度下降,气膜逐渐消散,此时在工具电极和工件之间压力的作用下,加工区域内因余热作用而处于熔化状态的部分工件材料被挤压出去,成为加工余屑。因此,加工停止后得到的加工深度是由电火花放电时的热蚀除、高温下的电化学蚀除及加工结束后的机械挤压三者作用形成的结果。故可得出,工具电极和工件之间压力越大,挤压作用越明显,由工具电极挤压去除的工件材料也就越多。宏观反映出的结果是:加工深度越大,加工效率越高。
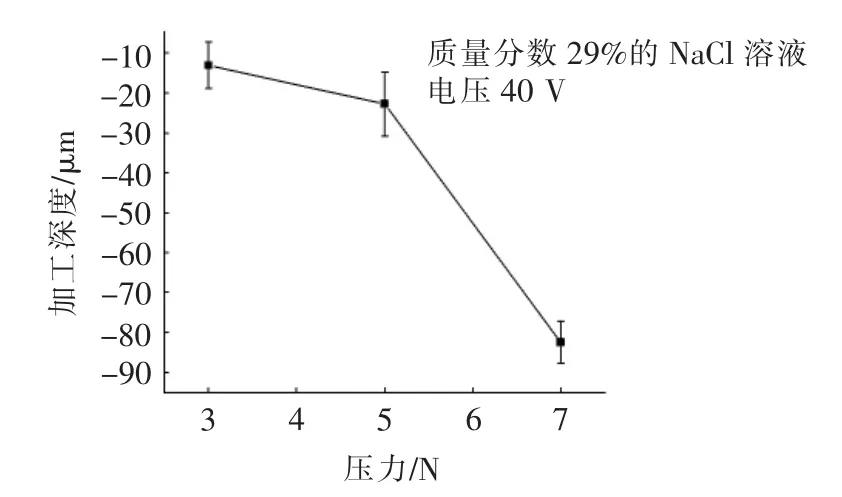
图6 不同压力下的加工结果
3 材料蚀除过程研究
基于上述实验结果及分析,结合不同参数下加工孔的微观图像,研究了电解电火花加工酚醛树脂材料蚀除的过程。在电火花放电能量逐渐增加的过程中,不同能量段所对应的加工孔在显微镜下放大80倍后的微观形貌见图7。

图7 不同能量段孔的形貌(80×)
(1)在图7a所示的实验条件下,放电能量较小,以电极侧面放电为主。由于火花放电温度较低,酚醛树脂材料未被蚀除,而是因高压压制受热膨胀,沉积后形成了环形絮状凸起物。同时,电极侧面放电的热影响区域较小,传递到加工孔中央区域的能量较少,加上受工具电极和工件之间压力及气膜的作用,电解液较难进入中央区域,未有一定频率的放电与消电离来产生电火花,使中央区域材料不发生蚀除。
(2)在图7b所示的实验条件下,放电能量增加,电极侧面放电效果增强,酚醛树脂发生降解,加工孔中央区域四周出现一圈环形凹坑,即为电火花放电所蚀除的材料,且凹坑处的表面状况比图7a所示的更好,这是由酚醛树脂材料的特性导致的。因为在温度大于600℃时,其体积会剧烈收缩,材料致密性大幅提高。
(3)在图7c所示的实验条件下,放电能量进一步增加,加工孔中央区域的材料也被蚀除。原因如下:随着放电能量增大,电极侧面放电的热影响区域逐渐扩展,电极下方区域的材料逐渐被热蚀除,使得电解液可进入中央区域而产生火花放电。但中央区域的蚀除速度明显小于电极侧面放电区域的蚀除速度,且由于瞬时放电能量较高,有少许部分材料发生了碳化。
(4)在图7d所示的实验条件下,能量继续增大,孔中央已加工部分的区域明显增大,与电极侧面放电区域相比较,其蚀除速度与图7c所示的情况接近。原因如下:随着中央区域材料被蚀除,电解液能充分地流入工件与电极之间,使得电火花放电更为充分,电极下方及侧面的能量包络逐渐合并形成一个表面完整的电火花放电体系。由图7d可见,被碳化的酚醛树脂材料比图7c所示的明显增加,故在加工过程中对放电能量加以控制,会导致材料失效。从图7c、图7d还可观察到,加工孔四周有一圈白色絮状酚醛树脂晶条。这是由于在实际材料蚀除过程中,工具电极通过机械挤压将加工区域中处于熔化状态的部分树脂材料蚀除到加工区域外。
归纳图7显示的过程可得出酚醛树脂材料在电解电火花加工过程中对应不同放电能量所得到的加工结果:放电能量较小时,加工表面的树脂受热膨胀;随着能量升高,树脂发生蚀除,热影响区向中央区扩张;随着能量进一步增大,中央区发生蚀除;能量继续增大,中央区蚀除速度与电极侧面放电区的蚀除速度接近,并伴随有材料的碳化。
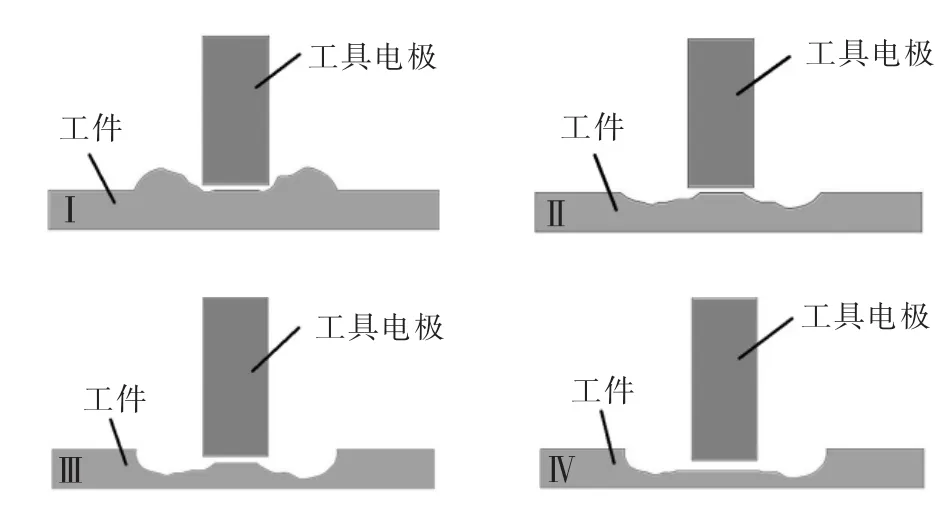
图8 酚醛树脂电解电火花加工过程
4 结论
电解液浓度、加工电压以及工具电极和工件之间的压力对酚醛树脂加工速度的影响,以及材料的蚀除机理可归纳如下:
(1)酚醛树脂加工过程中由于材料本身发生降解产生的气体成分及分布具有一定的随机性,使得加工结果具有一定的离散性。
(2)增加电解液浓度有助于提高放电频率,从而提升加工速度。
(3)提高加工电压也可提高放电频率,同时增加单位面积火花放电能量,使材料蚀除率增大。
(4)增加工具电极和工件之间的压力,使通过机械挤压方式排出的材料增加,提升加工速度。
[1]WÜTHRICH R,FASCIO V.Machiningofnon-conducting materials using electrochemicaldischarge phenomenon-an overview [J].Internationaljournalofmachine tools and manufacture,2005,45(9):1095-1108.
[2]魏臣隽.基于电解电火花效应的硬脆绝缘材料微加工技术[D].上海:上海交通大学,2011.
[3]殷荣忠.酚醛树脂及其应用[M].北京:化学工业出版社,1990.
[4]华幼卿,吴一弦,张光复,等.钼酚醛树脂的热性能和烧蚀性能的研究[J].高分子材料科学与工程,1990(5):37-41.
Experimental Study on Phenolic Resin by Electro-chemical Discharge Machining
JIN Guangxian,LIU Yebin,ZHU Yetian,PEI Jingyu
( School of Mechanical Engineering,Shanghai Jiao Tong University,Shanghai 200240,China )
The experimental study on phenolic resin by electrochemical discharge machining is presented.The effects of electrolyte concentration,voltage and the pressure between the tool electrode and the workpiece on machining rate are discussed.The experiments results indicate that the three factors mentioned all have positive effects on machining rate.Based on the experiment phenomenon and combining with the material characteristics of phenolic resin,the mechanism of the effects on machining rate is discussed.In addition,the material remove mechanism is concluded through the analysis of the machining results.
ECDM;phenolic resin;electrolyte concentration;voltage;pressure
TG661
A
1009-279X(2017)05-0014-04
2017-05-15
金光现,男,1991年生,硕士研究生。
