热旋压变形对铝合金轮毂铸坯组织性能的影响及旋压工艺优化(上)
2017-11-17宋鸿武张士宏中国科学院金属研究所
文/宋鸿武,张士宏·中国科学院金属研究所
热旋压变形对铝合金轮毂铸坯组织性能的影响及旋压工艺优化(上)
文/宋鸿武,张士宏·中国科学院金属研究所
本文系统研究了热旋压变形对A356合金组织性能的影响规律,并采用轮毂铸坯热旋压过程的三维有限元模拟,对变形区金属流动规律进行了分析。研究和分析表明施加热旋压变形,可以消除铝合金的铸造缺陷,改善共晶Si相的形貌和分布,进而提高合金的强韧性,热旋压量及变形均匀性是影响轮毂旋压后组织性能的关键因素。通过数值模拟和工艺优化,可以提高铸造铝合金轮毂的热旋压变形均匀性。
为了适应汽车更安全、更节能、降低噪声、污染物排放不断加严的要求,铝合金轮毂已经全面向大直径、轻量化、高强度等方向发展。在此背景下为了实现“质量接近锻造轮毂,成本价格接近铸造轮毂”的产品目标,日本在20世纪90年代末,将热旋压工艺用于铸造轮毂坯料的成形加工,开发了铝合金轮毂的铸旋新工艺。但是,铸旋轮毂的生产工序较多、生产工艺复杂,国内在批量生产中还存在很多问题,比如铸旋工艺缺乏稳定性,存在表面裂纹、波纹和变形超差等缺陷,材料利用率、机加成品率较低,产品性能同国外还存在一定差距等。因此针对该技术涉及的关键科学问题开展系统性的基础研究,为掌握铝合金轮毂铸旋新工艺的核心技术,全面提高A356合金汽车轮毂品质,最终为实现高品质轻量化铸旋铝合金轮毂的国产化及产业化,提高国际市场竞争力奠定基础。目前轮毂表面缺陷、力学性能,特别是成品延伸率较低和变形较大所致的成品尺寸超差,已成为制约铝合金轮毂铸旋技术国产化的几个关键问题。因此需系统掌握铸旋轮毂组织性能和变形的影响规律,进而通过控制和优化热旋压工艺减小缺陷、提高性能。
铝合金轮毂铸旋工艺原理
铝合金轮毂铸旋成形技术的核心为铸坯轮辋的热旋压工艺,其工艺原理如图1所示,是用旋轮将回转体铸坯进行局部连续旋转压缩,以成形其内外截面形状的成形方法,该过程综合了普旋和强旋。在旋压过程中,只有轮辋部分发生变形,轮辐与外轮缘在旋压时起固定作用,将毛坯同心地适当装夹在合适的芯模上,当主轴带动毛坯旋转后,数控系统根据预先编制的程序自动控制各旋轮运动轨迹,按规定的形状轨迹作运动,挤压毛坯,逐步地使毛坯紧贴模具形面,从而得到要求截面尺寸的工件。
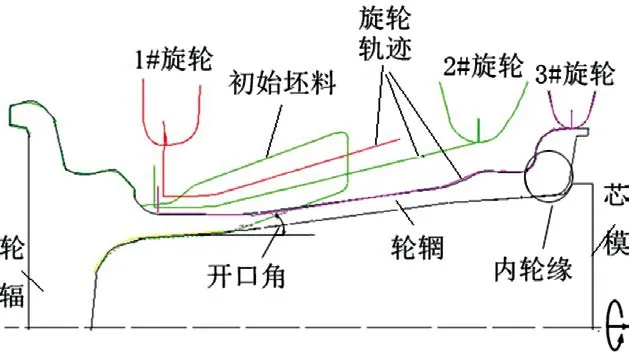
图1 轮毂铸坯热旋压工艺原理图
热旋压对A356组织性能的影响规律
通过金相和扫描电镜组织观察和拉伸力学性能测试,系统研究不同的热旋压变形量和随后的热处理对A356合金组织性能的影响规律和机理,获得不同旋压变形量的实验方案如表1所示。
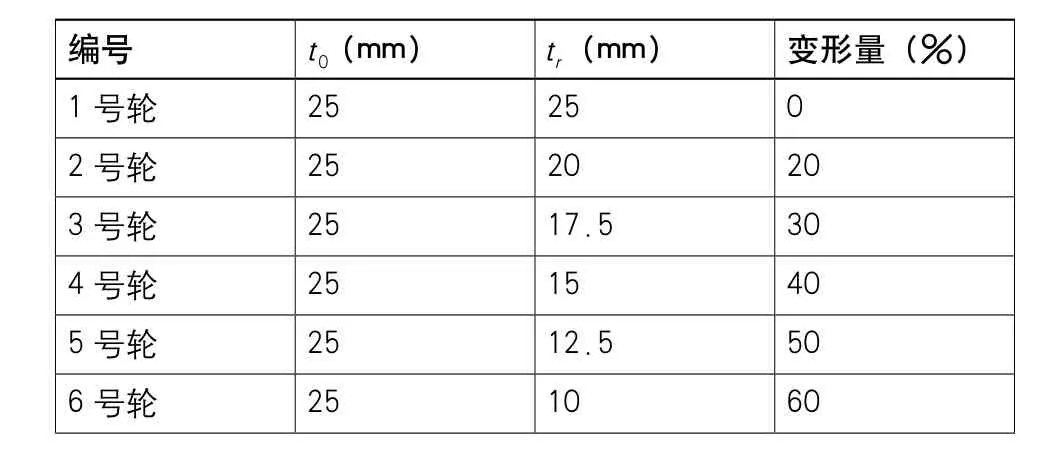
表1 获得不同旋压变形量的实验方案
不同旋压变形量对A356合金铸态和热处理态的力学性能影响规律如图2所示。从图中可以看出,随旋压变形量增加,旋压态的屈服和抗拉强度相比铸态略有降低,但延伸率增加明显。经T6热处理后,无论屈服强度、抗拉强度还是延伸率均随变形量的增加而提高,特别是延伸率提高明显,由未经旋压时的5%提高到15%以上。不同旋压变形量对应的合金微观组织如图3和图4所示。
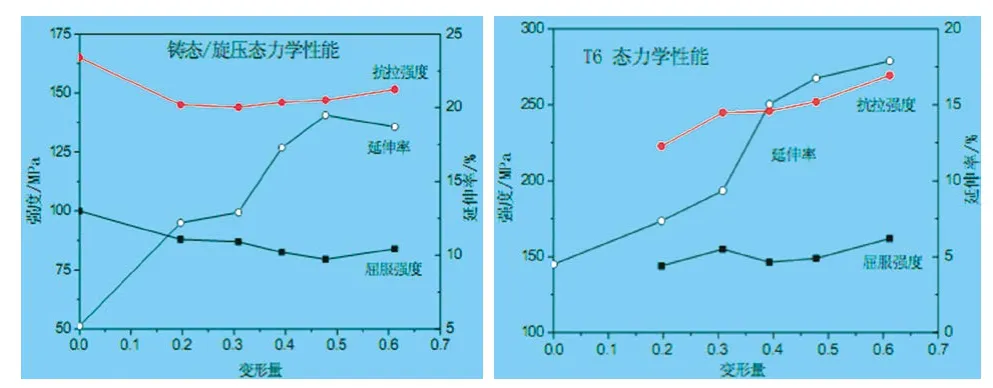
图2 不同旋压变形量对铸态和热处理态的力学性能影响规律
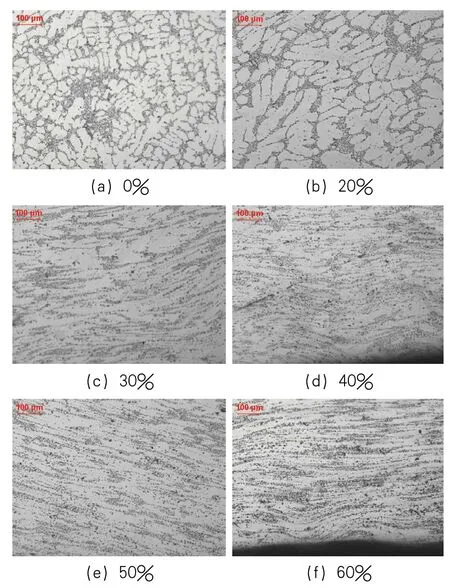
图3 不同旋压变形量对应的铸态微观组织
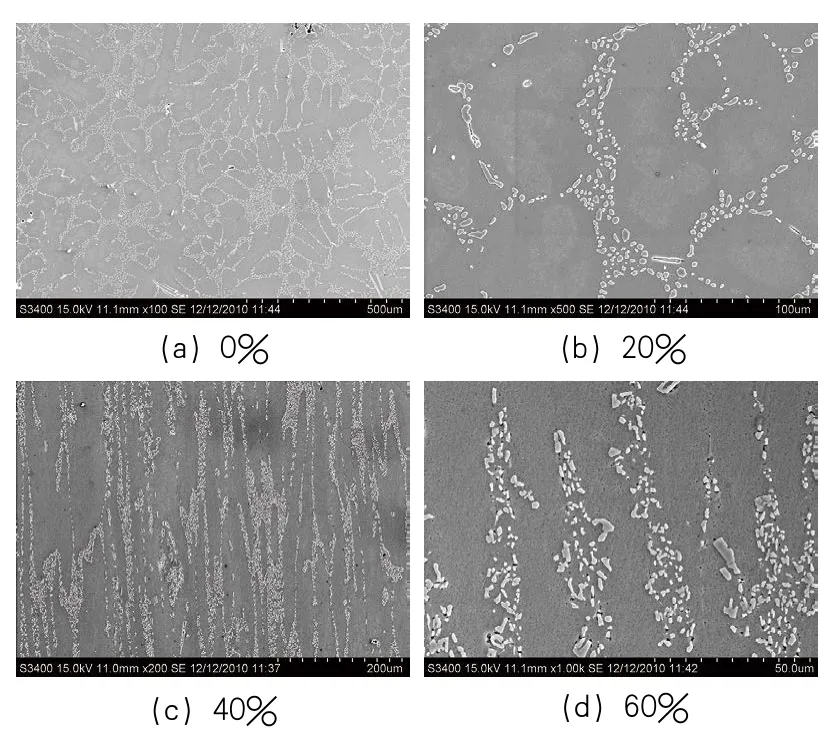
图4 不同旋压变形量对应的热处理态微观组织
从图3和图4中可以看出,随着旋压变形量增大,初始的铸造枝晶转变为具有方向性的带状结构,枝晶排列的方向性更加明显,枝晶间距减小同时产生细化,共晶硅被打碎,呈弥散状分布。特别是当变形量为30%时,枝晶开始发生明显细化,被拉长且呈流线分布,Si颗粒弥散分布;随着变形量的增加,枝晶间距减小,Si颗粒进一步变小。这表明热旋压的主要作用是使得共晶Si相由原先的网状分布变成带状分布,而且共晶Si颗粒更加圆整化,分布更弥散化,因此大大提高了材料的延伸率,由铸态时的5%可提高到17%。而旋压后强度较铸态时略有下降,这是由于高温导致析出强化相长大或部分溶解所致;而T6热处理后,旋压使得材料的抗拉强度和延伸率均有明显提高,屈服强度无明显变化,因此热旋压变形的主要作用为提高材料的延伸率,同时提高热处理后的抗拉强度(由于变形可促进Mg2Si强化相的析出);同时从图2中可以看出,热旋压变形量超过30%时才对材料的性能起到明显的作用。而从旋压轮辋在壁厚方向上的变形流线(图5)可以看出变形不均匀,心部变形明显小于外表面和内表面的变形。因此如何保证坯料的变形均匀性并使得各处的变形量均达到30%时发挥热旋压变形作用成为关键点。旋压生产实践表明,除了合理选择变形温度、应变速率以及变形量等旋压工艺参数之外,铸坯形状尺寸、旋轮结构尺寸等因素也是影响金属流动和变形均匀性的重要原因。
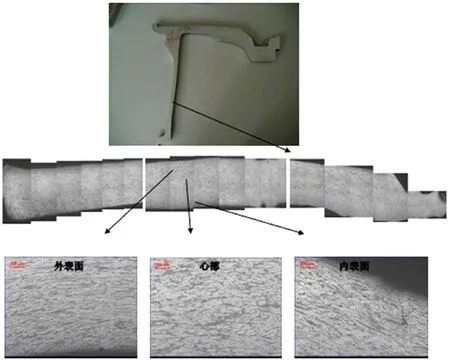
图5 旋压轮辋沿厚度方向上的变形分布
铸坯热旋压工艺的有限元分析及改善变形均匀性的工艺优化
铝合金轮毂铸坯的热旋压成形是个集几何、物理和边界条件的三重非线性为一体的复杂变形过程。影响铝合金轮毂铸坯热旋压成形的工艺参数有很多,如材料性能、旋轮形状、旋轮进给率、轮辋壁厚减薄率、润滑及加工方法等。其中旋压成形温度、旋轮形状、铸坯开口角、旋轮轨迹、旋轮之间的错距等关键参数对成形影响较大。如果单纯依靠试验的方法来研究轮毂的铸旋工艺,可能造成耗资大、研究周期长、试验过程中的随机干扰因素多等缺点。如果只采用理论解析的方法,却又常常很难快速、准确地解决生产中出现的各种问题。而数值模拟技术的广泛应用,为旋压工艺的制定和优化提供了先进的分析方法。
有限元模型建立
⑴几何模型建立。
实际旋压初始坯料的轮辐和外轮缘表面比较复杂,不利于有限元网格的划分和计算求解,所以将这些复杂的空间曲面简化为简单的平面和球面,最终建立的旋压初始坯料如图6(a)所示。而芯模,顶模以及旋轮皆按照实际形状绘制,建立好的旋压装配图如图6(b)所示。
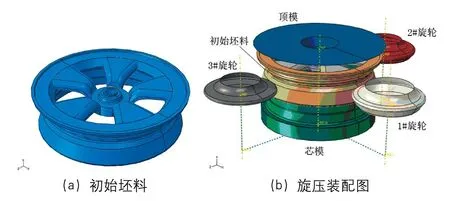
图6 有限元模型中的坯料与旋压装配图
⑵材料模型建立。
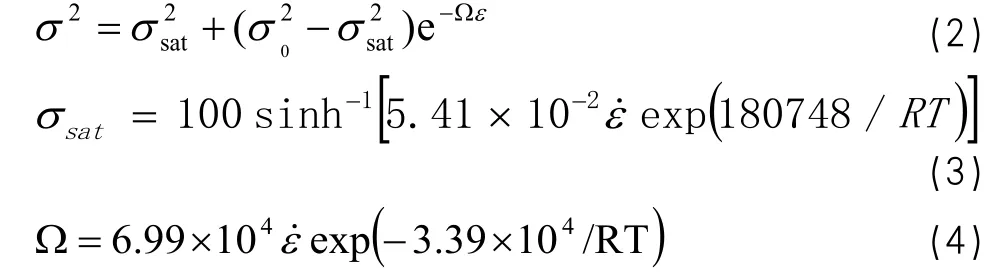
由于旋压为一种逐点、高速成形工艺,其应变速率较高,本文中轮毂旋压过程的等效应变速率采用下式计算:

式中,t0为初始坯料厚度(三个道次的坯料厚度变化为23~18~11~7mm);v0为进给速度(1.1mm/转);αρ为旋轮成形角(三道次分别为86°,12.7°,7.5°);φt为厚度减薄率(三道次分别为21.7%,38.9%,36.4%)。通过计算可得,三道次的有效应变速率分别约为40.5s-1,18.9s-1,16.8s-1。而目前关于铸造铝合金A356的热塑性变形行为研究较少,特别是缺乏高应变速率下热变形行为方面的研究,因此采用热压缩试验测定了温度范围为300~450℃、应变速率范围为0.1~50s-1的真实应力应变曲线,建立了本构模型,如式(2)~(4)。
⑶有限元模型的其他处理。
根据实测结果,坯料温度在整个变形过程变化不大,因此将变形假设为等温过程(坯料温度320℃)。在实际旋压过程中,芯模自转带动坯料做高速旋转,但这样不便于计算。本文的有限元模型中芯模以及坯料不旋转,靠旋轮绕坯料芯轴的高速公转来实现旋压,同时旋轮也会在摩擦力的作用下绕自己的芯轴自转,这样并不改变金属的受力状态和变形规律。另外划分网格时,对于要经历大变形的轮辋处的网格划分则比较细小,而对于不参与大变形的轮辐以及外轮缘的网格划分比较粗,减少网格的总数量,以便减少计算时间。
《热旋压变形对铝合金轮毂铸坯组织性能的影响及旋压工艺优化》(下)见《锻造与冲压》2017年第23期


宋鸿武,副研究员,主要从事塑性成形理论及先进成形技术领域的研究,特别关注材料本构、成形性、组织演化等的表征及模型建立,承担国家自然基金、国际合作及企业委托等项目多项,发表论文40余篇,获授权发明专利8项。
