新型可调式滚压铜止水成型机研制与工程应用
2017-11-15,,
,,
(中国水利水电第五工程局有限公司,成都,610066)
新型可调式滚压铜止水成型机研制与工程应用
袁幸朝,陈丽萍,朱发银
(中国水利水电第五工程局有限公司,成都,610066)
铜止水制作和安装是面板堆石坝防渗体系至关重要的一个施工环节,针对目前滚压铜止水成型机成型规格单一、速度无法调节、剪断装置损伤已成型截面等问题,对传统设备进行了研究和改造设计,开发出了新型可调式滚压铜止水成型机。通过可调滚轮的调节和部分模块的更换,实现了一定范围内多种规格W型和F型铜止水的压制成型。
铜止水 滚压成型机 可调滚轮设计 无级变速传动系统 工程应用
1 概述

针对上述问题,以南水北调黄河北羑河北段工程、长河坝水电站工程W型铜止水的制作为依托,中国水电五局研制了一种新型可调式滚压铜止水成型机及其辅助装置,并通过这些设备及装置完成铜止水的制造,实现一台设备完成多种规格W型(兼顾F型)铜止水的制作,实现一次投入重复使用的目的,解决了投入成本高及生产效率低的问题。
2 可调式铜止水成型机设计及制造
该新型可调式滚压铜止水成型机以公司承建的南水北调黄河北羑河北段工程、长河坝水电站工程W型铜止水为基础进行设计,由机架、可调卷筒、导向定位装置、计长仪、液压剪断装置、传动机构(无级变速传动系统)、可调滚轮、电气控制系统八大部分组成,通过对可调滚轮结构进行特殊设计,使其具备制造设计范围内所有的W型、F型等铜止水(见图1)的能力。

W型F型
2.1 可调卷筒
可调卷筒(见图2所示)置于可调成型机进料口,由轴承座、轴承、轴、调整螺杆、活动接触板、支撑架等组成。通过转动调整螺杆将铜板卷材内孔固定在可调卷筒上。

图2 可调卷筒
2.2 导向定位装置
导向定位装置(如图3所示)设置于卷筒与液压剪断装置之间,由压轨、定位块、顶丝、蝶形螺母等组成。通过移动定位块,调节定位块与导向定位装置中心线的距离,对铜板进行对中定位,使铜板的中心与导向定位装置中心线重合,从而控制铜板的中心与可调滚轮成型系统中心重合,通过顶丝调整压轨与导向定位装置平台的间隙,确保不同厚度铜板都能够通过导向定位装置并校平。展开的铜板经过可调卷筒进入导向定位装置进行校正与对中定位,然后进入可调滚轮成型系统完成铜止水滚压成型。导向定位机构解决了铜板的平整及对中问题,消除了铜板不平整及不对中因素给铜止水成型质量带来的影响。

图3 导向定位装置设计示意
2.3 液压剪断装置
传统的剪断装置一般位于出料口,对已成型的铜止水截面会造成一定的破坏,影响成型质量。本设计采用了液压剪断的方式,并且将剪断装置置于进料口。液压剪断装置(如图4所示)由剪断装置和液压传动系统组成。剪断装置包括:剪刀座、下刀片、冲头、上刀片、导轨、剪刀梁等部件,上、下刀片长宽尺寸根据铜止水规格设计,通过螺栓分别将其紧固在冲头和剪刀座上,刀片材质为6CrW2Si。液压传动系统由油箱、滤油器、齿轮泵、单向阀、溢流阀、电动机、电磁换向阀、油缸等附件组成。

图4 液压剪断装置结构示意
操作时,启动电机、油泵开始工作,操作电磁换向阀,使油缸中的活塞带动冲头作下移运动,剪断铜板,变换电磁换向阀方向,使油缸中的活塞带动冲头作上移运动,让上刀片随冲头回到原位。
2.4 传动结构(无级变速传动系统)
传统的滚压铜止水成型机的成型速度一般是不能即时调节的,无法满足生产的需要,同时对铜止水的平稳成型也有所影响。为此本设计开发了无级变速传动系统,可连续平稳地即时改变成型速度。无级变速传动系统主要由变频电机、皮带轮、减速器、链轮、齿轮构成,通过带传动、链传动、齿轮传动实现系统传动,通过电气控制系统中的无极调速装置控制变频电机工作,实现可调式铜止水成型机传动系统的无级调速。无级调速传动系统原理如图5所示。
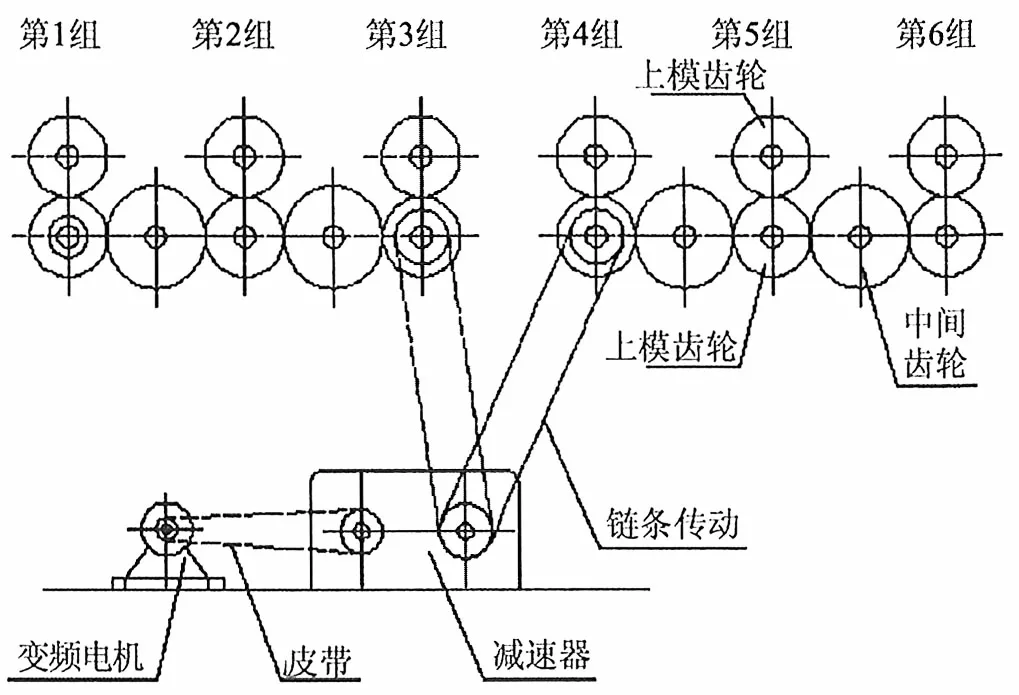
图5 无级调速传动系统原理示意
选用变频电机型号为YVP112M-7.5,额定功率为7.5kW,转速为50r/min~1500r/min;变频电机与减速器高速轴上皮带轮直径比为280∶125;减速器选用渐开线圆柱齿轮减速器,型号ZL-250/31.5-Ⅱ,传动比为31.5∶1;链条传动比和齿轮传动比均为1∶1。
当启动变频电机后,通过皮带传动带动减速器,减速器变速后由两条链条同时带动两组下滚轮轴上的主动齿轮,主动齿轮带动上滚轮轴上的从动齿轮转动,同时通过中间齿轮带动其他各组齿轮转动。
可调主动滚轮每转输送长度为1.0645m,计算可得电机最大和最小转速时铜止水输送速度分别是22.63m/min、0.754m/min。变频电机在50Hz以下为恒转矩,不影响成型系统所需力矩,可以在此输送速度范围内稳定工作。
2.5 可调滚轮
铜止水的滚压成型由6组可调滚轮(如图6、图7所示)逐步滚压、渐变成型,前四组完成铜止水“鼻子”成型,后两组完成铜止水两翼成型。

图6 可调滚轮设计结构示意
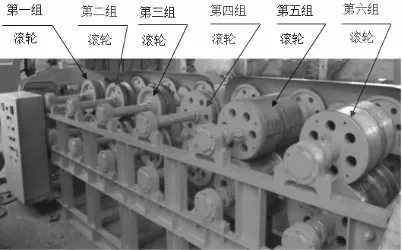
图7 六组滚轮实物图
针对不同“鼻子”高度铜止水所设计,前3组可调滚轮外轮廓尺寸变化较大,为了减少可调滚轮制造耗材且方便装拆,将可调滚轮分为边模和外轮两大部分,外轮与边模用铰制孔螺栓连接,当要制造其他规格铜止水时,将可调滚轮外轮进行拆除更换即可。
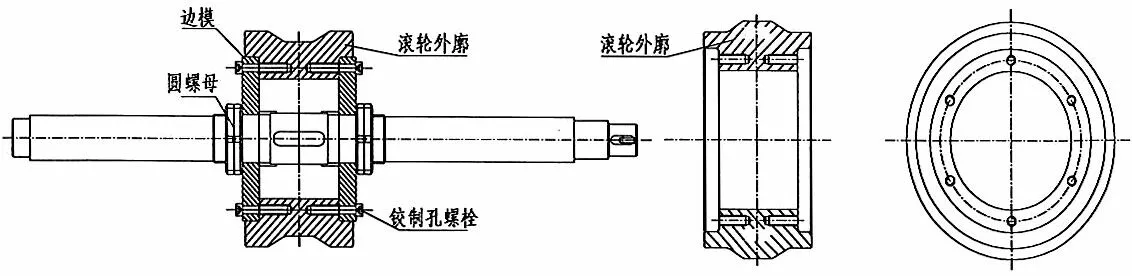
图8 前三组可调滚轮装配示意
第4组可调滚轮完成对铜止水“鼻子”部位的最后成型,上下可调滚轮分为3部分制作,3部分结构依靠铰制孔螺栓连为一体,当要制造其他规格铜止水时,将可调滚轮中间模(凸鼻模与凹鼻模)进行拆除更换即可。
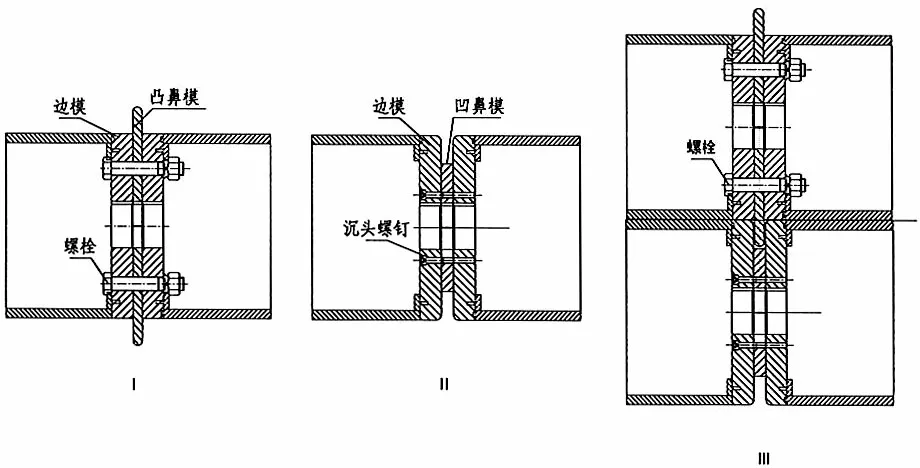
图9 第四组可调滚轮装配示意
第5、6组可调滚轮完成铜止水两翼的渐变成型,并对已成型的铜止水“鼻子”进行校正保护,每个滚轮分为左、中、右3部分,中间模为“鼻模”,两侧为“边模”,“鼻模”对前四组渐变成型的铜止水“鼻子”进行校正保护,通过外轮、定位隔套和圆螺母调整固定边模的轴向位置。通过更换不同宽度或形状的外轮、不同尺寸的中间模及不同宽度的定位隔套,可实现不同规格W型及其变形铜止水的滚压成型;拆掉可调滚轮一侧的外轮、边模,采用上述相同方法可实现F型及其变形铜止水的滚压成型。
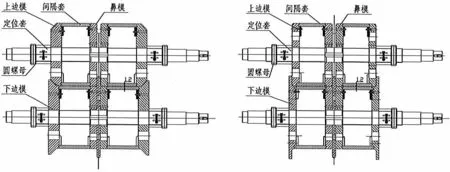
图10 后两组滚轮模具装配示意
铜板依次进入第1、2、3、4组可调滚轮完成铜止水“鼻子”渐变成型,再进入第5、6组完成铜止水两侧翼边渐变成型。第1~4组可调滚轮凹、凸圆弧形结构尺寸按等弧长由宽至窄、由低至高的渐变原则进行设计,第5、6组可调滚轮结构尺寸按“鼻子”结构尺寸不变,两侧边轮由0°→30°(或45°→90°)渐变原则进行设计。在铜止水滚压成型过程中,“鼻子”结构保持弧长相等,可确保铜板厚度不变,避免出现铜止水“鼻子”部位在滚压成型过程中被压裂的情况。
2.6 机架结构
机架为钢结构件,由钢板和型钢焊接而成,机架主结构由[14b槽钢组焊,机架外形尺寸为:1.46m×1.45m×4.3m。
可调卷筒、定位导向装置、液压剪断装置、电控操作柜、变频电机、减速器等通过螺栓连接紧固在机架上,可调滚轮通过轴、轴承座及螺栓连接紧固在机架上,见图11所示。

图11 新型可调式滚压铜止水成型机结构示意
2.7 其他辅助装置
计长仪用来解决铜止水制造长度计量,电气控制系统由调速器组成。
3 生产试验
研制完成的可调式滚压铜止水成型机能够制作的铜止水规格范围为:鼻子高度h≤90mm,铜止水截面长度110mm≤L≤300mm,鼻子宽度d≥15mm,铜止水展开宽度l≤900mm,铜板厚度0.8mm≤t≤1.2mm。通过现场1km长铜止水生产试验并经过产品质量检验表明:可调式滚压铜止水成型机成型稳定、操作方便、铜止水成型质量良好。
与传统的成型机相比,新型可调式滚压铜止水成型机具有如下优点:
(1)通过滚轮优化设计实现了一套设备的重复利用;
(2)通过可无级调速的变频电机、减速器、齿轮传动等及电气控制系统来实现无级调速传动,使铜止水鼻尖和两翼平稳成型,保证了铜止水成型质量;
(3)将剪断装置置于进料口,避免了剪断过程中对已成型止水带鼻尖及两翼的破坏,保证了铜止水截面的质量;
(4)由驱动轮组和导向装置组成的导向机构,可根据铜片的实际厚度和宽度实现对小于900mm不同宽度铜带的调整定位,解决了铜片在成型过程中因产生共振而造成跑偏等影响铜止水成型质量的问题;
(5)成型机便于移动、操作简便。可调式滚压铜止水成型机可移动至施工部位,现场制作铜止水,直接安装到位,且操作技术简单易学,一般人员经过简单培训即可掌握操作技术。
4 工程应用
该新型可调式滚压铜止水成型机在南水北调黄河北羑河北段工程(铜止水结构见图12)、四川省长河坝水电站工程(铜止水结构见13)及西藏加查水电站(铜止水结构见14)等工程中成功应用,真正意义上实现了一台设备完成不同形式和不同尺寸规格的铜止水制作,实现一次投入重复使用的目的,解决了投入成本高及生产效率低的问题,保证了施工质量和施工进度。据测算,节约成本152万元,如设备重复在其他项目使用直至报废,将节约更多成本,经济效益明显,具有广泛的推广应用前景。
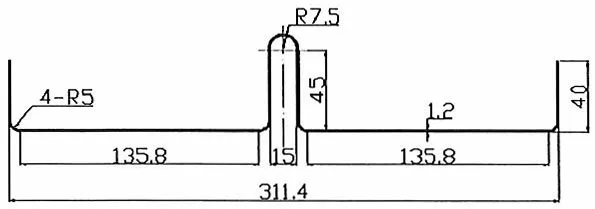
图12 北羑河北段工程W型铜止水(单位:mm)
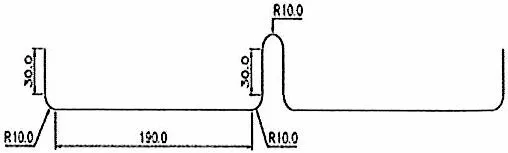
图13 长河坝水电站W型铜止水(单位:mm)

图14 加查水电站W型铜止水(单位:mm)
5 结语
新型可调式滚压铜止水成型机在工程中的成功应用,有效地解决了传统设备制造的铜止水成型质量差、制造设备一次性投入大、铜止水焊接质量差等问题,实现了铜止水高效、优质滚压成型,提高了工作效率,确保了工程质量。在研究与应用过程中所取得的技术成果对混凝土铜止水施工具有借鉴和指导意义,引领混凝土铜止水施工技术发展方向,提升了企业在混凝土铜止水防渗施工方面的影响力及竞争力,具有明显的经济效益及社会效益。
〔1〕华天波,刘勇林,高 尚,等.新型可调式滚压铜止水成型机设计与研制[J].水力发电,2015(11):71-74.
〔2〕童卫东,曾铁钢,曾 涛.W型铜止水成型机在白马门河倒虹吸施工中的应用[J].四川水利,2011(5):33-35.
TV538.1
B
2095-1809(2017)05-0048-05
袁幸朝(1985-),男,湖南邵阳人,中国水利水电第五工程局有限公司工程师,一级建造师,主要从事技术管理工作;陈丽萍(1980-),女,江西南丰人,中国水利水电第五工程局有限公司高级工程师,主要从事工程施工技术与管理工作;朱发银(1971-),男,四川剑阁县人,中国水利水电第五工程局有限公司高级工程师,主要从事技术管理工作。
■
