谈移动闪光焊在营业线上的应用
2017-11-15高广彦
高 广 彦
(中国神华神朔铁路分公司,陕西 神木 719316)
谈移动闪光焊在营业线上的应用
高 广 彦
(中国神华神朔铁路分公司,陕西 神木 719316)
从营业线换铺无缝线路难点出发,提出应用新型移动闪光焊工艺必要性,并结合实际工程状况,分析其施工工艺措施和具体技术措施以节省施工时间,确保焊接质量,完善铁路发展要求。
移动闪光焊,无缝线路,营业线
0 引言
为适应重载铁路发展要求,结合我公司实际情况,2014年换铺无缝线路首次采用跨区间无缝线路及所通过的保德、王家寨、阴塔、韩家楼、三岔、贺职、南坡底等7个车站更换无缝道岔工程,道岔为新铺无缝道岔,区间既有线路与新铺道岔焊接,区间形成无缝线路。
1 营业线换铺无缝线路难点
首先,神朔铁路属于在营运线路,业务繁忙,这对焊接施工产生诸多影响,如施工干扰与安全压力加大,天窗点不许延迟,换铺点工作内容增大,时间紧凑,工序繁杂。
其次,施工准备和封锁施工受制于现有运输线管理,项目运输前站,均在已有车站,施工相关列车的编发与进出均受限于已有车站,协调困难加大。
除此之外,换铺75 kg/m重型钢轨重量大、钢轨高、断面大,焊接和铺设较通常施工的60 kg/m钢轨难度大。
在既有线进行换铺无缝线路施工,如何确保期间既有线的行车安全、既有设备与相关人员安全是施工的最大难点,也是此类施工过程控制中的重要内容。
2 移动闪光焊提出背景
在无缝线路焊接中,一般采用气压焊,铝热焊,由于气压焊对施工环境要求较高,如施工环境不合适,在接头中易产生杂质、气泡,严重影响接头强度,存在安全隐患。铝热焊在焊接时,要求操作工人熟悉流程,严格控制,而且焊接完后焊瘤处理比较复杂,若操作不当,还会导致整个焊接的失败。
为避免传统焊接方法存在的弊端,本文对新型闪光焊在营业线上推广进行探讨。
3 新型移动闪光焊设备及施工工艺
3.1拟投入主要设备
1)YHG-1200TH移动式闪光焊机一台。
2)普通路用平板车6辆。
3)HGC-3型换铺车一台。
4)JY290型轨道车两台。
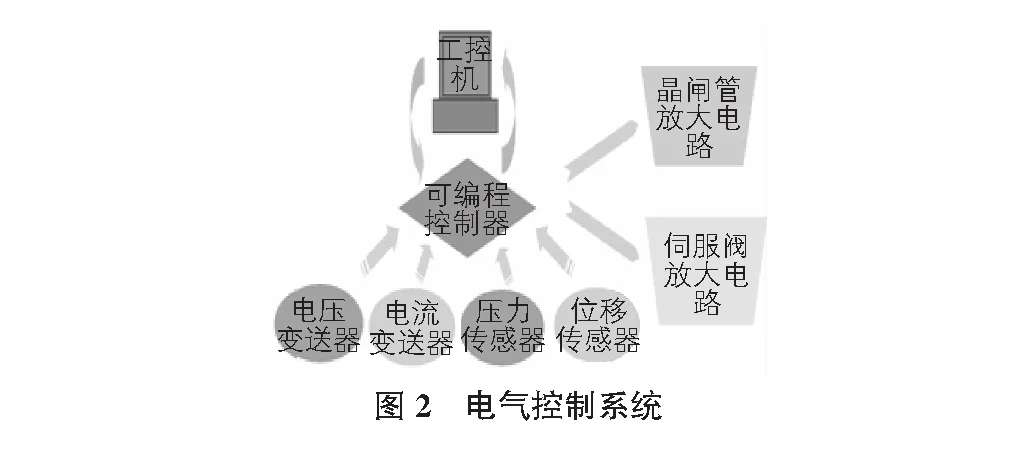
YHG-1200TH移动式闪光焊机设备由焊机机头(见图1)、电气控制系统(见图2)、工业控制计算机、液压泵站、冷却系统、起重机组成。
焊机可用于钢轨连续闪光焊接和钢轨脉动闪光焊接,可焊接包括普通钢轨(50 kg/m~75 kg/m)和槽型钢轨(51R1~60R3)等多种类型的钢轨,焊后可立即进行保压或非保压推凸。该焊机可采用自带柴油发电机供电,也可采用380 V三相交流网电电源供电。

环境温度:-20 ℃~+50 ℃、海拔高度:不高于3 000 m、相对湿度:不超过90%、最大超高:180 mm、最大坡度:30‰、焊机工作环境中不应有任何导电性粉尘,活泼气体和水蒸气等,以免对焊机本身及绝缘处理造成破坏、焊机工作环境温度低于5 ℃时,应将冷却系统中的冷却水排出,并换成标准等级为40的防冻液。
施工工艺流程如下:
施工准备→焊前打磨→焊接→冷却1→正火热处理→冷却2→打磨→外型检验、无损检验。
3.2施工工艺及技术措施
1)焊接前的型式试验。长钢轨焊接前根据TB/T 1632.1—2005钢轨焊接(通用技术条件,闪光焊,铝热焊)的要求型式试验,明确焊接参数。钢轨焊接需照型式试验确定的焊接参数严格进行作业。每焊500个钢轨接头,应做周期性检验,合格后方可继续施焊。
2)待焊钢轨及接头准备。钢轨焊接前,松开焊缝两端线路扣件,拆除接头连接器,并对钢轨两端400 mm范围内进行打磨。移动式焊轨车到达施工现场后,打开焊机集装箱,吊臂使焊机从平板车上向前移动、提升、旋转,使焊机精确定位焊接位置。
3)对正。焊机夹紧钢轨并自动对正。轨缝不应超过1 mm,轨缝过大应重新对正,焊接时应根据钢轨工艺的要求和参数进行。
4)焊接、推瘤。焊机自动完成钢轨焊接、顶锻、推除焊瘤。然后,液压系统自动升起焊机,人工铲除推除过的焊瘤。
5)正火。焊缝冷却后,当焊缝温度低于500 ℃时,可使用移动热处理设备进行正火处理。轨头表面温度不应大于950 ℃,轨底表面温度不应小于820 ℃,采用测温仪对正火加热温度进行量测并记录正火温度。正火后焊缝不宜迅速冷却,否则应采取适当的保温措施。
6)焊缝打磨。采用手提式砂轮机对轨底及其上圆角打磨,轨底打磨后轨底凸出量不得超过1 mm,打磨深度不超过0.5 mm。采用打磨机对焊头仿型打磨,打磨后确保焊缝两侧各500 m范围内轨头、轨顶及作用面直线度为:轨顶面与其圆弧面0.3 mm/m。检查平直度,钢轨焊头纵向不得有低接头。用米尺直接量测钢轨焊头的平直度,以满足规范要求。
7)焊缝探伤。用超声波探伤仪对焊头进行探伤,焊头应按照TB/T 1632—2005钢轨焊接的规定对所有焊头超声波探伤。不得存在气孔夹碴、未焊透、裂纹、过烧等缺陷,否则必须锯轨重焊。超声波探伤必须准确记录,任何缺陷应附图说明情况,并写明处理结果。
4 闪光焊与铝热焊比较
首先,自动化程度高、焊接效率高、焊接质量与场内焊接质量相同、人为影响因素小、受外界影响因素小。
其次,铝热焊头因焊接原理的缺陷不稳定、焊接效率低,每个点只能焊接2个头占用天窗时间长,受外界影响因素多,不利于后期维修,只适合在现场锁定焊接使用。
5 结语
闪光焊的应用推广可以大大节省施工时间,同时可以确保焊接质量。由于其施工时,受环境因素影响小,操作全自动化,在新建轨道工程,成段更换营业线钢轨有很好的应用前景。
[1] 覃超南.潮湿天气中的焊接施工[J].广西电力,2004,27(5):11.
[2] 欧阳建明,李万忠.连续闪光对焊的裂纹分析[J].特钢技术,2001,9(2):56-60.
Applicationofmobileflashweldingonoperationline
GaoGuangyan
(ChinaShenhuaNewMoonRailwayBranch,Shenmu719316,China)
From the difficulty in reconstruction of seamless line on operation line, this paper puts forward the necessity of the application of a new mobile flash welding technology. Combined with the actual engineering situation, it analyzes the construction measures and specific technical measures to save construction time, ensure the welding quality, and meet development requirements of the railway.
mobile flash welding, seamless line, operation line
1009-6825(2017)28-0154-02
2017-07-25
高广彦(1974- ),男,助理工程师
U213.92
A