SC325道岔可动心轨辙叉改固定型辙叉的研制
2017-11-15李根玉
李 根 玉
(中铁宝桥集团有限公司,陕西 宝鸡 721006)
SC325道岔可动心轨辙叉改固定型辙叉的研制
李 根 玉
(中铁宝桥集团有限公司,陕西 宝鸡 721006)
SC325G新型道岔采用固定型高锰钢组合辙叉,替代了可动心轨辙叉,既适应了跨区间无缝线路焊接要求,又节省了购置电务转换设备和日常维护的费用,并且满足既有线路改造要求。
道岔,可动心轨辙叉,固定型辙叉,改造
SC325道岔为60 kg/m钢轨12号提速改进型(Vz200)可动心轨辙叉单开道岔,于2001年开始上道使用,广泛应用于北京铁路局、武汉铁路局等主要提速干线。SC325道岔由于设计时期较早,受设计理念和制造工艺的限制,道岔投入使用后出现了辙叉病害多、维修成本高等问题。为解决应用中出现的问题,中国铁道科学研究院组织开展了SC325可动心轨辙叉改固定型方案研究,提出了将160 km及以下区段的SC325道岔可动心轨辙叉更换为固定型辙叉的方案。该方案具有结构合理、成本低、养护维修工作量小等特点。本文以固定型高锰钢组合辙叉为例,介绍SC325道岔改造方案及其结构特点和制造过程。
1 道岔设计原则、方案及适用范围
1.1设计原则
1)减少现场换铺的维修工作量。
2)尽量采用成熟的技术和产品,保证改造后的使用效果,以及道岔制造和使用部门的备品备件。
3)改造后仍能适用于无缝线路。
1.2SC325道岔可动心轨辙叉改为固定型辙叉设计方案
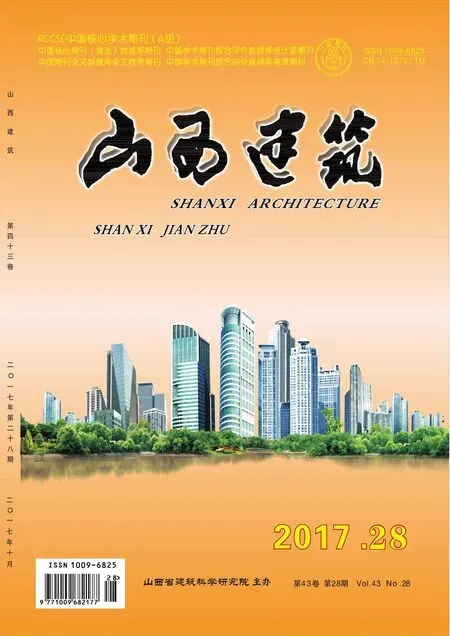
改造后的SC325道岔总图号为SC325G,辙叉使用高锰钢组合辙叉(图号:SC325G-200B),见图1。
1)原SC325道岔第51号~第72号岔枕换铺成岔枕图号为专线3399的第51号~第72号岔枕,预埋套管与原SC325道岔相同。
2)固定型辙叉全长为13 192 mm,趾端长为3 838 mm,跟端长为9 354 mm,趾端开口为316.1 mm,跟端开口为777.5 mm,辙叉角为4°45′49″。
3)护轨仍然采用钢轨护轨,直、侧向均设置护轨,直向护轨长6 900 mm,侧向护轨长4 800 mm。
4)护轨垫板、普通垫板与专线4249道岔同型号垫板相同。
1.3SC325G道岔的适用范围
1)适用于既有线SC325道岔改造。
2)容许通过速度:
直向:客车160 km/h,货物列车90 km/h(静轴重≤23 t);侧向:50 km/h。
3)适用于无缝线路。
2 固定型高锰钢组合辙叉及护轨的主要结构特点
固定型高锰钢组合辙叉由嵌入式高锰钢叉心(与翼轨镶嵌块连体铸造)、翼轨、叉跟轨、间隔铁、高强度螺栓连接副等部件组成。
1)嵌入式高锰钢叉心。
叉心的心轨与翼轨镶嵌块及部分间隔铁采用整体铸造结构型式,实现了辙叉转移滚动区在翼轨及心轨的最大冲击部位全锰钢化。该结构型式可加大辙叉的整体刚度,改善受力状况,提高辙叉的稳定性。
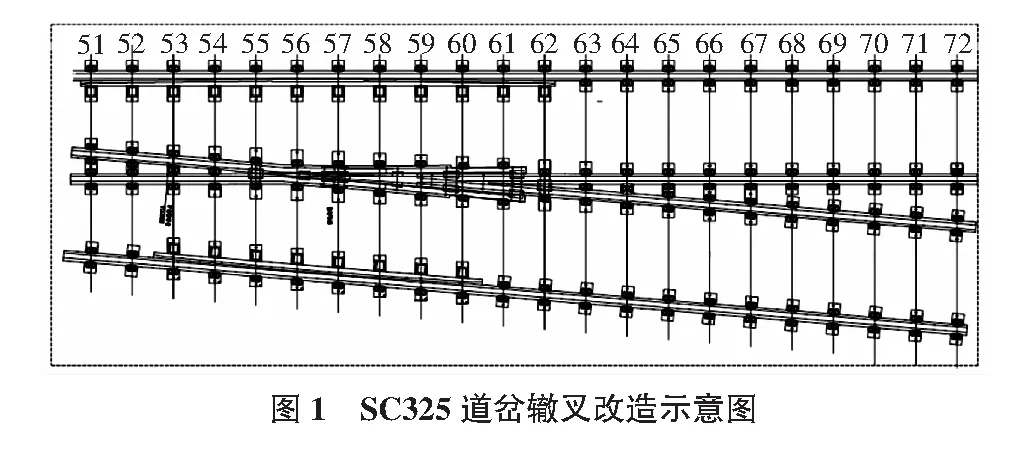
2)爆炸硬化处理。
叉心工作表面经过爆炸硬化处理后,其表面硬度从初始的(170~229)HB提高至352 HB以上,硬化层深度达到40 mm以上,高锰钢辙叉的使用寿命得以有效提高,见图2。
3)叉心尾部结构。
叉心尾部与叉跟轨贴合为燕尾状间隔铁结构,叉跟轨采用与线路相同材质的60 kg/m在线淬火钢轨制造,与叉心尾部间隔铁用6根M30高强度螺栓副连接,保证了叉跟轨与叉心的连接强度,实现了温度力的传递。
4)翼轨传力结构。
翼轨采用与线路相同材质的60 kg/m在线淬火钢轨制造,可适用于线路的各种连接方式。翼轨经过顶弯、铣削而成,翼轨与叉心镶嵌块贴合。组装后的叉心下部支撑在翼轨轨肢上表面,可保持竖向荷载的传递路径一致性,减少心轨与翼轨的垂直错位,见图3。
5)防松装置。
高锰钢组合辙叉的螺栓头一侧采用防松钢轨垫圈实现防松,螺母一侧采用螺母防松帽,通过开口销与螺栓固定,从而实现高强度螺栓防松,见图4。

6)护轨。
护轨采用50 kg/m钢轨制造,与专线4249护轨相同。
3 主要零部件的制造过程及质量控制
本次试制的重点是高锰钢叉心的铸造、加工、爆炸硬化及翼轨、叉跟轨的加工。将重要零部件、关键工序对各生产班组进行工艺交底,并制定合理的工艺流程,保证尺寸精度。
1)高锰钢叉心铸造工艺流程(见图5)。

高锰钢叉心铸造时,为了保证叉心内部质量,造型、冶炼、浇筑和热处理等几项关键工序,是需要控制的重点,也是难点。在叉心铸造时,采用新型材料(如福士科发热、保温冒口),制作了辙叉专用工装,运用成熟的铸造工艺和经验,通过采用开放式排气等方式,消除气孔缺陷,提高铸造质量。同时,通过加强过程控制,重点保证易磨耗部位的内部质量。
2)高锰钢叉心的加工工艺流程。
高锰钢叉心加工工艺流程:一次调直、划线→铣轨底→跟端打磨→铣端头→二次调直、划线→铣顶面→铣心、翼轨工作边及咽喉→铣过渡段→心、翼轨工作边圆弧加工→打磨飞边→爆炸硬化→三次调直→三次划线→修整工作边→修过渡段→四次调直→翼轨外侧成型加工→间隔铁外侧加工→五次调直→下斜面加工→成品调直→成品打磨→检验→组装。
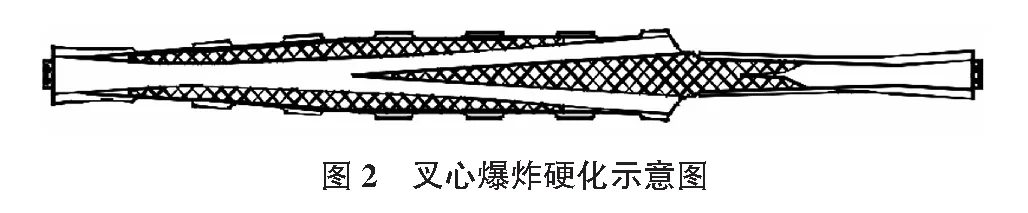
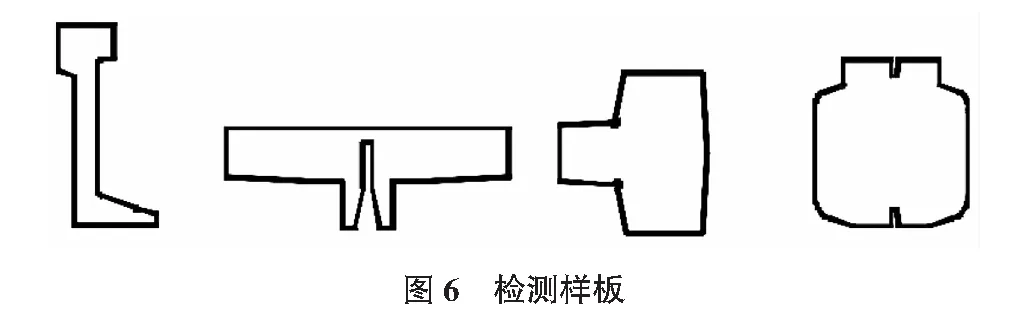
高锰钢叉心加工,重点是通过数控机床,采用成型刀具控制各断面尺寸精度和形状公差,特别是与钢轨配合面的加工,炸前、炸后咽喉、翼轨工作边、心轨工作边、各断面轮缘槽的加工精度。为了保证辙叉心质量,制作了翼轨外侧装配面、心轨降低值、轮缘槽平直段、间隔铁端头检测样板等,见图6。
3)高锰钢叉心爆炸硬化。
爆炸硬化前,高锰钢叉心进行调直、粗加工,并预留适当硬化压缩量。爆炸硬化部位需打磨抛光处理,符合预硬化前的表面要求。高锰钢叉心行车表面进行全长爆炸硬化,硬化前表面硬度为(170~229)HB,硬化后表面硬度不小于352 HB,并对硬化表面进行着色渗透探伤,确保了叉心质量。
4)翼轨。
翼轨采用U75V在线淬火轨加工,其工艺流程:下料→锯切→矫正→铣端面→号孔→钻孔→倒角→顶弯(水平和垂直方向)→调直→铣镶嵌部位轨头内侧→铣轨底侧边→趾端扭转1∶40斜→精调→探伤→组装。
翼轨加工的难点是翼轨趾端的扭转和翼轨各部位的弯折支距,主要通过采用大吨位的顶弯压力机和顶弯检测样板,保证翼轨扭转和弯折尺寸符合要求。对弯折部位进行渗透检验,确保了翼轨质量。
5)叉跟轨。
叉跟轨采用U75V在线淬火轨加工,其工艺流程:下料→锯切→矫正→铣端面→号孔→钻孔→倒角→顶弯→调直→铣轨头→铣轨肢→跟端扭转1∶40斜→精调→组装。
叉跟轨加工的重点是工作边和轨腰圆弧面的加工,主要通过在数控机床上采用成型铣刀,通过专用检测样板检测,保证加工精度。
6)高锰钢组合辙叉的组装。
高锰钢叉心与轨件经检验合格后方可进行辙叉组装。高锰钢组合辙叉组装时,难点主要是心轨和钢轨间配合面的组装,心、翼轨高差控制,辙叉工作边直线度的控制等,主要采用专用检测样板、量具等,通过配装等方式保证组装精度。
4 结语
SC325G新型道岔采用固定型高锰钢组合辙叉,替代了可动心轨辙叉,既适应了跨区间无缝线路焊接要求,又节省了购置电务转换设备和日常维护的费用,并且满足既有线路改造要求。
在固定型高锰钢组合辙叉制造过程中,开发专用刀具、工艺装备,针对不同的钢轨件,制定了合理科学的工艺流程,采取了行之有效的质量控制措施,在加工工艺方面取得了创新性成果,为今后高锰钢组合辙叉的制造、铺设积累了更多的经验。
[1] 杨厚昌.关于SC325提速道岔问题分析及整治措施改进[J].铁道建筑技术,2008(5):84-85.
[2] 董彦录.拼装式固定型辙叉的结构优化研究[J].铁道标准设计,2013(1):36-38.
[3] TB/T 412—2014,标准轨距铁路道岔技术条件[S].
[4] 铁道部第三勘测设计院.道岔设计手册[M].北京:人民铁道出版社,1975.
[5] 高 亮.轨道工程[M].北京:中国铁道出版社,2010.
Theresearch&developmentaboutSC325turnoutwithswingnosecrossingchangedtotheturnoutwithfixedcrossing
LiGenyu
(ChinaRailwayBaojiBridgeGroupCo.,Ltd,Baoji721006,China)
SC325G new type turnout with fixed high manganese steel combination frog have replaced the turnout with swing nose crossing, it not only meet the requirements CWR line, but also save the cost of purchasing electricity conversion equipment and daily maintenance, and meanwhile, meet the requirment of improved existing railway line.
turnout, swing nose crossing, fixed crossing, improve
1009-6825(2017)28-0145-02
2017-07-28
李根玉(1968- ),男,工程师
U213.6
A