HF1280码垛机的SEW伺服控制系统设计
2017-11-14王永刚
王永刚
(福建海源自动化机械股份有限公司,福州 350000)
HF1280码垛机的SEW伺服控制系统设计
王永刚
(福建海源自动化机械股份有限公司,福州 350000)
砖坯码垛机是压砖机重要的配套设备,针对码垛机码垛工艺需求,利用SEW伺服控制器运行速度准确稳定、快速定位等特点,设计了HF1 280码垛机的控制系统。该系统采用带PROFIBUS总线分散式I/O单元的欧姆龙PLC为主站,SEW伺服控制器为驱动单元作为PLC的从站。详细阐述了码垛机电气控制硬件、软件设计、伺服系统关键参数设定、MOVITOOLS软件调试等。实践证明该伺服控制系统与原变频控制相比,定位精度明显提高,误差在0.5 mm以内,运行周期快5 s,系统抗干扰能力大大增强。
码垛机;PROFIBUS总线;SEW伺服控制器;MOVITOOLS软件
0 引言
码垛机的发展随着科学技术的飞速发展也是越来越自动化,现在多轴机器人也在一些特定的码垛系统中有应用,但对比于机械手,专用的码垛机设备成本低,维护简单、操作方便,完全满足粉煤灰砖生产过程中的码垛的要求,有着机械手不可取代的优势。
砖坯码垛机是粉煤灰砖生产过程中一种重要的机械设备,它完成砖坯的夹持、搬运、码垛等工序。码垛主要是将砖坯通过码垛机整齐地码放到托盘上,码到一定高度时将托盘运输到蒸养釜进行养护[1]。HF1100机型的码垛机采用变频控制方式,由于变频控制是开环控制,定位不精确。而且控制信号及编码器信号经常受到干扰,在某些强干扰或接地不好的环境下会影响到码垛机的正常运行。
1 码垛机系统结构及性能要求
1.1 码垛机系统结构
码垛机主要由坯车、码垛机架、横向运行机构、纵向运行机构、夹手机构、夹手旋转机构等构成,物料沿着输送带进入码垛机的进料位置,夹手机构合拢后将两次压机的压制坯料通过横向和纵向运行机构将坯料码放到坯车上[2]。每层之间可以通过旋转90°使得物料交错排列,或层间错开一定的距离达到坯垛稳定的作用。码到设计的层数后,系统会拉出坯车,换上空的坯车完成一个循环的码垛作业。
1.2 性能要求
码垛机为压砖机的配套设备,主要完成把压机压出的砖从皮带机夹出来码到坯车上的任务,每两次压制码垛机码夹一次。码垛机分为横向和纵向两个运动。两个方向均要求定位。在码垛的过程中要求上下两层横向要错开5 mm左右,这样使码出的砖垛更牢固,且每一层所增加的高度为砖厚的高度。同时要求码垛机夹砖完成一个周期的时间小于压机两个周期的时间,这样才不至于因为码垛机的速度慢而影响到整个系统的速度,从而影响砖的产量。
2 码垛机伺服系统设计
2.1 伺服控制系统的定位原理
伺服控制是在变频技术的基础上发展而来的,对驱动器内部的电流环、速度环和位置环分别进行精确控制运算。伺服变频系统主要包括执行单元、功率驱动单元、位置控制器、速度控制器、转矩和电流控制器、位置反馈单元、电流反馈单元及通信接口单元等[3]。伺服定位原理简图如图1所示。

图1 伺服定位原理简图
2.2 码垛机在压机系统硬件组态图
整个系统配置如下:由于系统的点数较为分散,所以采用PROFIBUS总线分散式I/O控制方式。系统分为码垛从站、料车从站、压机从站、横纵向伺服从站,配置图如图2。
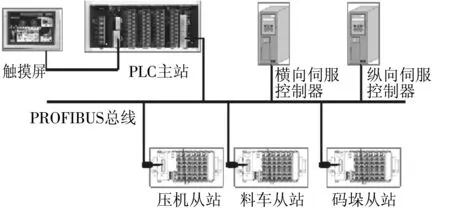
图2 控制系统原理框图
其中,控制系统主站选用欧姆龙CJ1W系列PLC,CPU选用CJ1M-CPU12,CPU带PROFIBUS通讯模块CJ1M-PRM21实现PROFIBUS通讯。从站选择GRT1-PRT,从站I/O选用GRT1卡片式模块,这种模块具有体积小,便于安装和更换的特点。驱动部分纵向采用SEW MDX61B0075-5A3-4-00控制器,横向采用MDX61B0055-5A3-4-00控制器,该伺服是SEW研制的新一代驱动控制器,具有更多的基本功能,更宽的低速范围,增加了过载能力和模块化单元设计。伺服电机采用的是SEW同步伺服电机,额定转速3 000 r/min,由于伺服控制器本身没有PROFIBUS接口,需要配置DFP-21B总线接口模块实现PROFIBUS通讯。电机位置反馈采用旋转变压器方式,伺服控制器通过接口卡DER11B读取位置数据。系统的人机界面选用施耐德XBT-GT5230触摸屏操作方式,可实现在线调速并实时显示位置、速度等其他参数。
2.3 码垛机伺服控制器硬件设计
SEW伺服控制器作为驱动单元,伺服减速电机作为执行单元,伺服控制器内置有位置处理器,采用伺服电机尾部的编码器作为位置信息源构成位置环。该伺服控制系统是闭环控制,具有控制可靠、响应快速、运行速度稳定等优点,并且伺服电机还有输出扭矩大,控制简单的特点[3]。码垛机伺服控制器电气原理图(部分)如图3所示。
本设计选用的伺服没有内部制动斩波器,为了把伺服控制器在制动过程中的能量耗散出去,需要加制动电阻。根据SEW所需参数和本系统的实际应用,制动电阻选择55 Ω,3 kW的管状电阻[4]。原理图左边的接触器控制电机的抱闸。控制信号由伺服控制器发出,通过中继KA26控制抱闸接触器KM2。端子X13∶5,6为两个限位开关,对码垛机起到保护作用,正常情况下,走不到限位开关的位置。KA24为伺服控制器的使能信号。要对伺服进行控制必需要先给使能信号。

图3 码垛机伺服控制电气原理图
2.4 码垛机伺服控制器组态及参数设置
PLC对伺服控制器的控制有几种方式:一种是采用脉冲输出控制,伺服控制器根据脉冲的频率及脉冲的多少实现速度和位置的确定;另一种是通过模拟量的控制,还有一种是采用通讯的方式。本设计采用通讯的方式对伺服控制器进行控制,可以实现更好的交互。通讯采用PROFIBUS总线通讯方式,伺服控制器需要配置一个总线接口板DFP-21B,伺服控制器作为PLC的一个从站。PLC给伺服控制器分配一个地址区。PROFIBUS接口板DFP-21B(如图4所示)需要设置PROFIBUS站地址。按图4的拨码方式设置地址为4。本设计中横向伺服地址设为5,纵向伺服地址设为6。

图4 DFB21B接口板
伺服控制器的参数设置及调试用MOVITOOLS软件来设置。步骤如下:1)在调试时端子X13∶1(控制器使能)必须在“0”信号状态;2)把伺服控制器与PC机的连接线插好,伺服控制器端为RS485接口,与PC通讯需加RS485转232中继器;3)启动MOVITOOLS程序。在“Language”选择所需语言;4)在“PC-Interface”下拉菜单中选择与伺服控制器连接的计算机端口(如COM1)如图5;5)在:“Device Type”区选择“Movidrive B”;6)在“Baud rate”区中选择有DIP开关S13的基本单元的波特率(标准设置为57.6 kb);7)点击“Update”显示已连接的伺服控制器;8)点击“Execute Program”栏下“Parameters/Diagnostiocs”区的窗口界面“Shell”,启动shell程序,如图6所示界面。

图5 MOVTOOL主窗口
在图6显示的界面可以对伺服控制器进行参数的设置和监控,点击“Applications”文件夹下面的“Extended positioning via bus”弹出如图7所示的窗口,点击“Monitor mode”可以监控到各控制字、状态字。点击“Control”进入控制状态,对下面每一位可进行强制,伺服控制器按给定的命令运行,也以在图7的窗口中点击手形按钮进入手动控制窗,如图8所示。

图6 SHELL主窗

图7 手动控制窗口
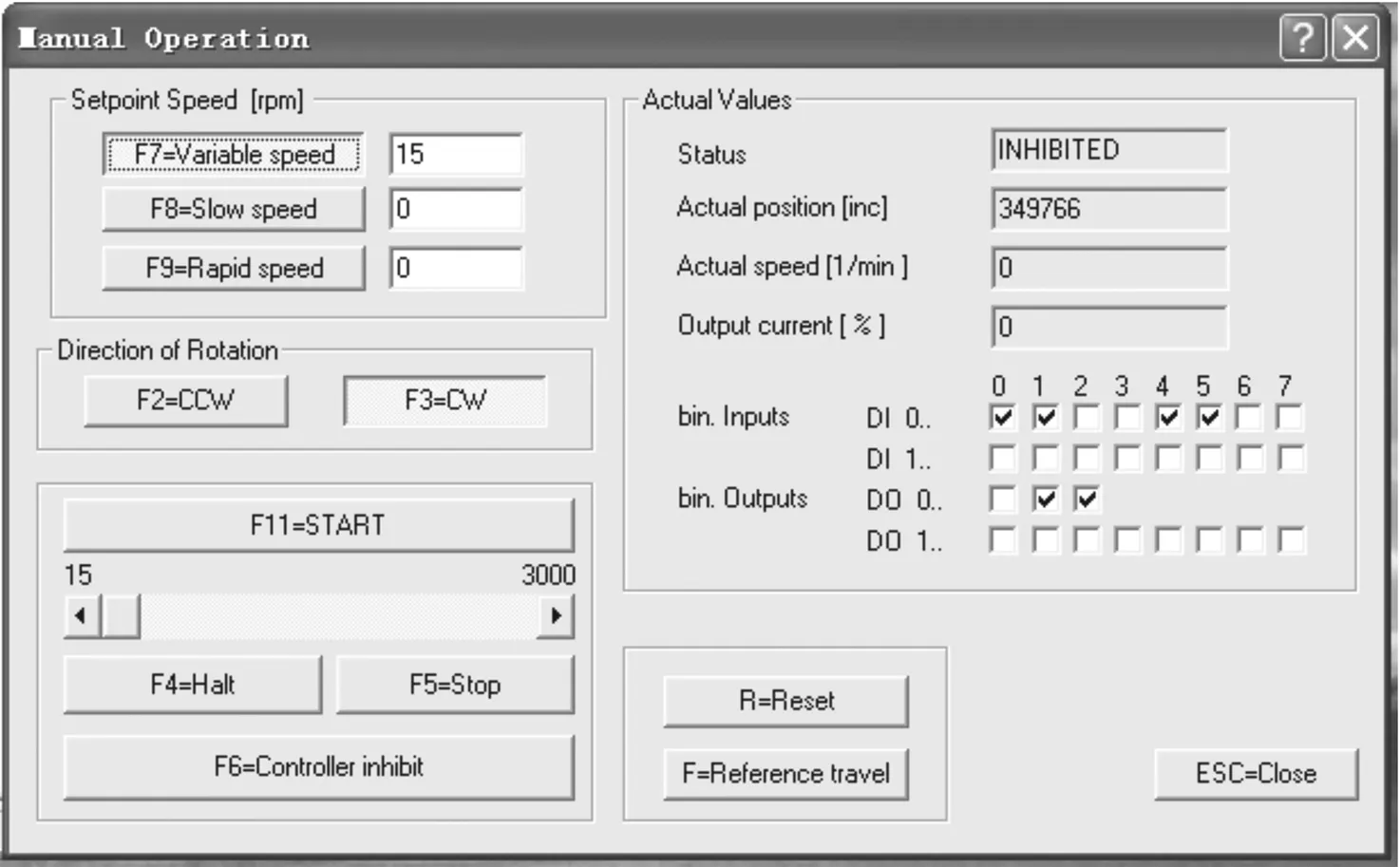
图8 Via bus窗口
在图8手动控制窗口中通过点按钮可对电机进行手动控制。
伺服控制器与PLC通讯就是通过这几个字节实现的,伺服控制器提供了6个字的输入、6个字的输出作为与PLC的接口。各个字的定义如下:P01为控制字,定义如图9所示;PI1为状态字,定义如图10所示。
使能信号由PLC给出。“控制器急停”信号给出后伺服立即无输出,并关闭抱闸。而“控制器停止”是指按控制器的控制有减速后的停止,“控制器禁止”信号给出后,控制器无输出。“模式选择”分为自动、手动、点动、寻原点几种模式。P02-3内容为给定位置数据,P04为给定的速度数据,单位为用户单位,整数格式。P05为加速时间,P06为减速时间[5]。
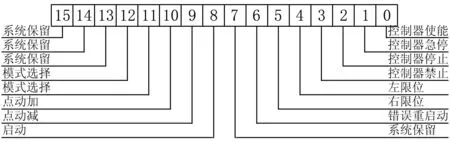
图9 控制字定义

图10 状态字定义
PI2/3为实际位置数据,PI4为实际速度数据。PI5为当前的电流值。PI6为当前的电机负载比率。
在图6内点击“Commissioning”进入到参数设置与修改状态。因为参数很多,如减速比、轮长径等,在这里只简单介绍。按照实际情况一步一步设置即可。图11为设置伺服控制器的工作方式等窗口。窗口还可以进行伺服控制器的最大行程、原点位置、最大转速、点动速度等的设置。寻找参考是寻找一个绝对位置参照的机械零点,通过P900参数可以设置参考点与机械零位的偏移量。可以用限位开关,凸轮作为设备的机械零位,本设计采用的是模式4:CCW限位开关,第1个搜索方向是CCW,参考位置等于至左限位开关的第1个零脉冲或下降沿。
3 码垛机伺服控制系统的软件设计
伺服控制器作为PLC的一个从站,具有和从站的I/O一样的操作方式,伺服控制器需PLC分配给其一定的存储区作为对其操作的一个平台。PLC要控制伺服只需在PLC对应的存储区写入相应的控制字、对应的速度及位置便可。如果PLC要看到伺服的状态及位置速度等信息,直接读取相应的存储区便可实现。
码垛机人机界面如图12所示,本程序由于伺服运行较快,不需要考虑横向和纵向的同时运行。在屏幕上设定好码砖的参数信息,考虑到提升码垛的效率,针对于码砖层数较低时,对纵向伺服给定不同的位置,如画面1~6层上升点可以给一个较低的位置,保证运行中不碰到砖垛便可,7~11层可给一个较高的位置。根据工艺的要求,可以设定不同的码垛层数,设定好第1层参数后,系统会自动计算出各层的高度参数。由于速度参数比较关键,我们在管理屏菜单中设定,防止操作员的误操作。所有参数设定完成后点码垛启动按钮,码垛机会按参数自动运行。

图11 参数设置窗口

图12 码垛机人机界面
软件流程图如图13所示,码垛机自动运行后,系统会给横纵伺服寻参指令,完成后系统会回到原点,码垛机回到原点后会等待夹砖信号,收到信号后,码垛机会按人机界面的给定的夹砖位置进行动作。按程序的工步,码到不同的层数PLC给出相应的位置,给出对应的命令控制字,到位后伺服会返回一个到位信号,PLC读到状态字的到位信号便可进行下一个工步的运行。码垛总层数到设计高度后,层数置零,完成一个码垛循环。
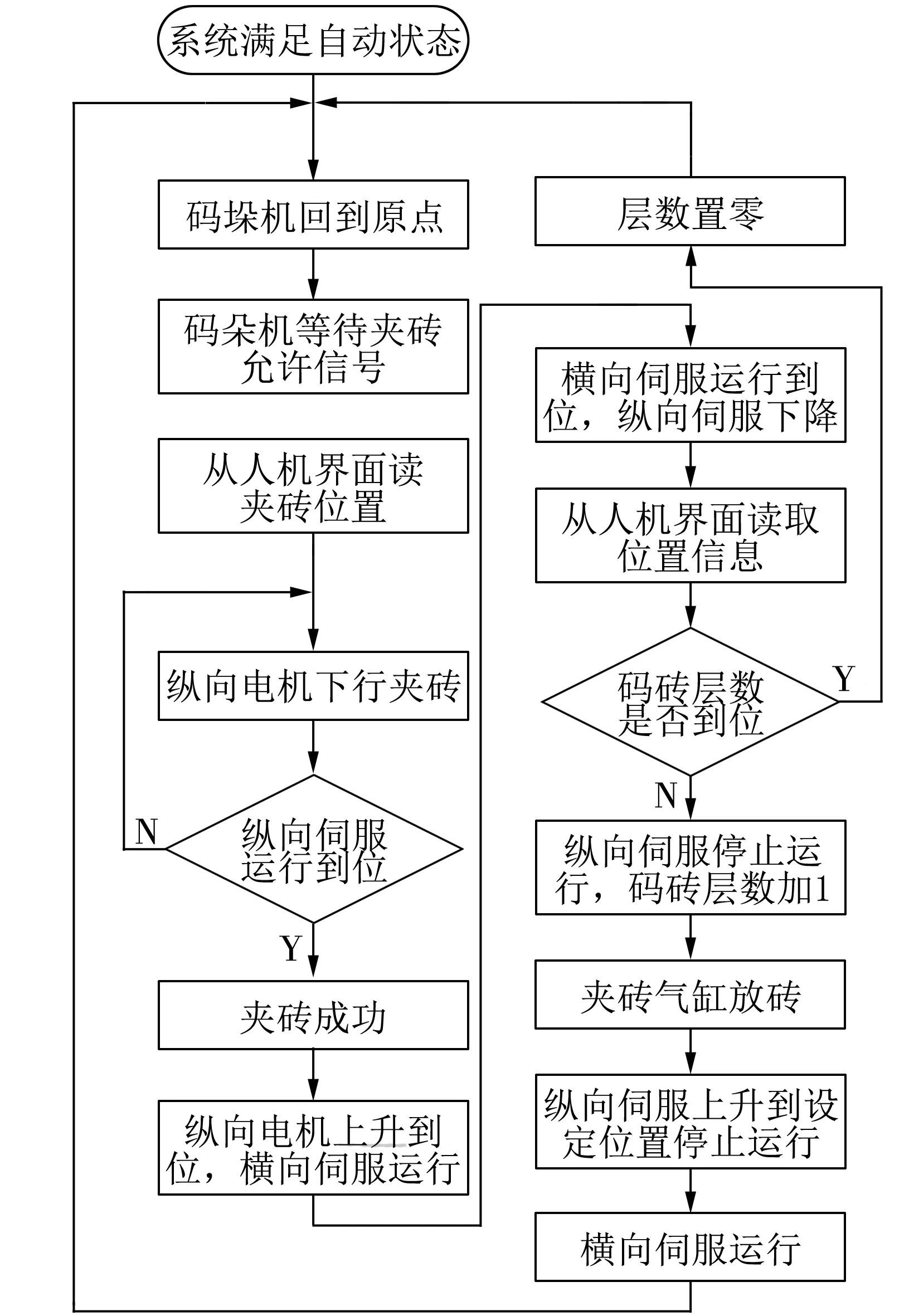
图13 码垛机自动控制系统流程图
4 码垛机运行结果及结论
该设备经过调整和较对后,对比给定位置与实际运行位置,横向运行距离为3.2 m,纵向运行距离2 m,最大误差在0.5 mm以内。完全满足砖坯码垛的要求。码垛机运行一个周期的时间为15 s以内,快于压机压制周期。码垛机已经批量投入运行,较以前变频所控制的码垛机定位精度大大提高,一个周期时间快5 s以上,且故障率大大降低。实践证明,SEW伺服驱动系统输出扭矩大、运行速度准确稳定、可快速定位等特点,有效地克服了进给系统的误差,码垛系统性能稳定,运行更靠。由于采用了PROFIBUS-DP现场总线技术,实现了码垛机的数字化、自动化控制,同时具备实时监控能力,提高了系统的稳定性和故障处理能力。
[1] 郭益.气动膜片式码垛机夹持装置的设计与分析[D].太原:太原理工大学,2013.
[2] 李成伟,负超.码垛机器人机构设计与运动学研究[J].机械设计与制造,2009(6):181-183.
[3] 杨娟,钟存福,黄明初.SEW伺服控制在全自动倒棱机进给系统上的应用[J].自动化技术,2014,43(4):68-71.
[4] 蒋继成,赵孝文,王强.基于S7-300PLC及SEW伺服控制器的核子料位计源罐安全防护控制系统设计[J].自动化技术应用,2015,34(11):79-83.
[5] 喻寿益,李晨.Low-E玻璃生产线伺服电机传动控制系统[J].中南大学学报,2012,43(1):189-194.
TheDesignofSEWServoControlSystemforHF1280StackingMachine
WANG Yong-gang
(FujianHaiyuanAutomaticEquipmentsCo.Ltd.,Fuzhou350000,China)
The brick stacking machine is the important support equipment for brick press machine.Aiming at the demands of stacking processing for stacking machine,with the features of accurate stabilize running speed and rapid-positioning of SEW servo controller system,this thesis designs a control system for HF1280 stacking machine.This system adopts OMRON PLC which equipped with PROFIBUS and dispersed I/O unit as the master station,and adopts SEW servo controller system being the driver units as the slave station of PLC.This thesis discusses the design of hardware and software system of electric control to the stacking machine,the setting of key parameters to SEW servo system in detail,the commissioning of MOVITOOLS,and etc.The practice has proven that compared with the previous inverter control,this servo control system has obviously improved in accuracy position.The deviation is within 0.5 mm,and the running cycle is faster for 5 seconds.The anti-interference ability of this system has been greatly enhanced.
stacking machine;PROFIBUS;SEW servo controller;MOVITOOLS software
10.3969/j.issn.1009-8984.2017.03.015
2017-09-12
王永刚(1978-),男(满),吉林九台,工程师 主要研究PLC、伺服、变频、DCS控制系统。
TH246∶TP277.2
A
1009-8984(2017)03-0063-05