稻壳在水蒸气中气化实验研究
2017-11-09李洪亮李金鸿李彦豪方书起陈俊英刘利平白净
李洪亮,李金鸿,李彦豪,方书起,陈俊英,刘利平,白净
(1郑州大学化工与能源学院,河南 郑州 450001;2生物质炼制技术与装备河南省工程实验室,河南 郑州 450001)
稻壳在水蒸气中气化实验研究
李洪亮1,2,李金鸿1,李彦豪1,方书起1,2,陈俊英1,2,刘利平1,2,白净1,2
(1郑州大学化工与能源学院,河南 郑州 450001;2生物质炼制技术与装备河南省工程实验室,河南 郑州 450001)
在流化床实验装置上以水蒸气为气化剂,对稻壳进行热解气化的实验研究,分别考察单因素反应温度(500~700℃)、蒸气流量(7~11kg/h)和进料速率(1.2~3.6kg/h)对产气率及其主要组分(H2、CO、CH4、CO2)的影响。实验结果表明:温度的升高可提高气化气产率及气体组分中CH4和H2的含量,同时降低了CO2的含量,随温度升高,CO的含量呈先增加再降低的趋势。蒸气流量和进料速率的增加对产气率影响分别在500℃和700℃呈现出了不同的规律,说明了在不同反应温度下床内起主导作用的反应不同。在700℃,随蒸气流量和进料速率增加,气化气中H2、CO和CO2的含量都有小幅度变化,CH4体积分数稳定在12%左右。在条件考察范围内,当反应温度为700℃、蒸气流量为7kg/h、进料速率为1.2kg/h时,产气率和H2体积分数分别有最大值,为725L/h和18.05%。
气化;流化床;稻壳;水蒸气
当今化石燃料消耗增加,能源紧缺成为人类发展面临的最大生存挑战之一,生物质能源作为可持续能源,在未来有望替代化石燃料,发挥重要作用。生物质气化是开发生物质能源重要研究方向,生物质通过快速热解气化转化为气化气。现阶段生物质气化方法主要有空气气化、富氧气化和蒸气气化等。蒸气气化,是以高温水蒸气作为气化剂,能制取出不含N2的高品质气化气[1-6]。本文利用流化床热解气化反应装置,研究粉碎的稻壳在水蒸气气氛中热解气化的特性。与多数对生物质水蒸气高温(700℃以上)气化制取合成气研究不同,本工作选取在500~700℃,在降低气化温度条件同时,以获得高品质的可燃气为目的。主要考察反应温度、蒸气流量和进料速率气化操作条件对气化气的产率及成分的影响[7-12],探求相应操作条件下的气化的规律。
1 实验
1.1 实验装置
生物质气化流化床反应系统如图1所示。反应系统是按蒸气发生器、加热器、反应器、旋风分离器、冷却器的顺序串联组成。蒸气发生器是夹套结构,通过控制进水量来控制蒸气流量,最大蒸发量为15kg/h。蒸气加热器采用电加热,加热功率为20kW。气化反应器尺寸为Φ76×5×1800mm,为了维持和稳定反应温度,在反应器外部进行辅助电加热。粉碎的稻壳通过螺旋输送器从反应器下端连续加入流化床中,与从下方进入的高温蒸气混合并发生热解气化反应,高温蒸气同时作为流化气体将反应产物送至旋风分离器进行气固分离。混合气体进入冷凝器去焦油和水,不凝气通过湿式气体流量计进行计量,在流量计出口进行气体采集。每5min采样一次,采用岛津GC-14C型气相色谱仪对气化气进行分析,以高纯氦气做载气(0.3~0.4MPa)。色谱柱:碳分子筛,填充柱TDX-01型(2m×3mm)。分析条件为:柱温为80℃,气化室温度100℃,检测器温度为120℃,桥流为60mA,进样量100μL,分流比为30∶1。主要检查气体组分中H2、CO、CH4、CO2。气化实验的操作条件见表1。
1.2 原料特性
本实验的实验原料为河南省某地区的稻壳,进行机械粉碎和100℃的烘干预处理,粒度分布主要在0.3~0.7mm。实验所用稻壳原料工业分析和成分分析如表2。
2 实验结果与分析

图1 生物质气化流化床反应系统

表1 操作条件
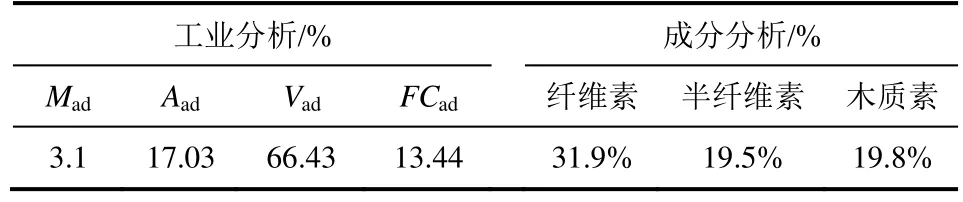
表2 稻壳的工业分析和成分分析
稻壳通过螺旋进料器进入流化床迅速升温到预设反应温度,在300℃之前的短暂时间,稻壳被迅速干燥以及有限的脱挥发分。在300℃之后随温度变化发生一系列影响气化结果的裂解反应。当稻壳温度到达500℃以上,伴随焦油的二次裂解反应,蒸气也将参与气化反应,对气化结果产生重要影响。气化气的主要成分为CO、CO2、H2、CH4等,生物质一次裂解反应、一次裂解产物的二次裂解反应以及与蒸气的重整气化反应都直接影响到气化气的产率和组分[13-14]。分别考察单因素反应温度、进料速率和蒸气流量对生物质水蒸气气化反应的影响。
2.1 反应温度对气化反应的影响
图2显示了气化温度对产气率的影响。在600℃之前随温度的升高,气化气产率平稳上升,流化床内以热解反应为主,生物质热解产生的焦油、气体和半焦等产物被流化蒸气带出流化床。从650℃开始,气化气产率明显增高,在700℃反应温度下,进料速率为1.2kg/h,蒸气流量7kg/h的操作条件的单位产气率达到了725L/kg。因为床内伴随热解产物二次裂解产生,同时与蒸气发生重整气化反应,产生大量气体。床内的水气反应,水蒸气重整反应等一系列吸热反应在高温下起主导作用,且随温度增加而增强,导致了产气率快速升高。

图2 反应温度对产气率影响
图3显示了在生物质进料量为1.2kg/h,蒸气量为7kg/h的操作条件下,气化温度对气化气组分的影响。气化气中CO的含量随着反应温度升高先增加再降低,到600℃达到了最大值52.6%,反应温度继续增加,CO的含量开始缓慢降低;从500℃开始,CO2的含量随温度增加缓慢降低,550℃之后降低趋势明显,在接近700℃开始趋于平缓;CH4的含量随温度增加平缓增加,在12%左右趋于稳定。H2的含量从550℃开始随温度增加而显著增加。

图3 反应温度对气化气组分的影响
分析气化气成分随温度变化的原因可以从以下因素来解释。①不同气体组分部分来自不同生物质组分中的分解。纤维素含有较高羰基和羧基官能团,热解能产生较多CO。半纤维素具有较多的羧基基团,在其热解和重整过程中释放CO2[15,16];木质素中较高含量的芳香环和O—CH3官能团,会在热解过程中释放出更多的H2和焦油[17]。而因为半纤维素、纤维素和木质素的结构和热稳定性不同,半纤维素最先降解导致气化气中CO2含量增加[17]。然后是纤维素随着温度升高热解释放CO。木质素因为其复杂的结构,热稳定性最强,需要在较高的温度下,才能分解并产生H2和焦油。②生物质气化反应主要涉及的8种反应受温度的影响发生变化。随着温度升高,有利于吸热反应的发生并释放CO,随着CO分压持续增加,使水蒸气重整反应向负方向移动,但是伴随Boudouard反应的增强,综合影响下CO的含量开始缓慢降低。CO2含量降低可能是因为随着温度升高,热解反应趋于完成,热解释放的CO2伴随Boudouard反应增强被消耗。CH4主要由生物质热解和甲烷合成反应产生,随着温度升高,CH4参与蒸气重整反应被消耗,所以气化气中CH4在600℃以后不再增加。产生H2的反应大多是吸热反应,随着反应温度的升高,更有助于H2的产生。
2.2 蒸气流量对气化反应的影响
在本实验中,水蒸气作为流化床的流化气和气化反应的气化剂,对生物质的气化产气有重要的影响。根据上2.1节结果,反应温度选取700℃,同时选取500℃和600℃进行实验。从图4中可以看到,在500℃操作条件下,单位产气率随蒸气流量增加而降低,蒸气流量从7kg/h持续增加到11kg/h,而气化气产率却由200L/kg降低到150L/kg;在700℃,进料速率1.2kg/h,蒸气流量7kg/h时,产气率有最大值725L/kg,随着蒸气流量的增加,产气率先降低再增大,随着蒸气流量持续增加,产气率增长变缓,600℃情况下呈现了相同变化趋势。分析其原因:蒸气在流化床作为流化气体,因此蒸气流量决定着生物质等床内物质在流化床的停留时间,但是大的蒸气流量也加剧了床内生物质颗粒剧烈运动,促进其均匀受热裂解。同时蒸气参与的系列反应随着温度升高和蒸气分压的增加逐渐增强产生CO和H2。在反应温度为500℃的情况下,流化床内以生物质裂解反应为主,随着蒸气流量的增加,使生物质在流化床的停留时间逐渐变短,生物质的裂解反应未能完全,蒸气带出流化床,导致气化气的产率降低;在较高的反应温度,热量已经满足生物质大部分热解,同时蒸气参与生物质气化反应,增大蒸气流量,虽然加剧了床内生物质热解,但是床内反应物停留时间大幅度缩短,导致蒸气参与气化反应不够完全,所以在较低的蒸气流量下增加蒸气量,气化气产率降低。蒸气流量持续增加,停留时间缩短幅度相对减小,由于蒸气流量增加导致床内颗粒剧烈运动,加深生物质的热解并释放气体,同时蒸气分压持续增加,促进了床内蒸气参与的气化反应,所以综合作用导致气化气产率开始回升。随着蒸气流量继续增加,床内物质停留时间持续缩短,床内反应进行时间缩短,气体产率受到影响,增长变缓。

图4 蒸气流量对产气率的影响
图5给出了在反应温度为700℃,进料量为1.2kg/h的操作条件下,蒸气流量对气化气组分的影响。从图中可以看出:H2体积分数随蒸气量增加从18.07%降低到15.28%,继续增加蒸气量,H2体积分数基本保持不变;随着蒸气流量的增加,CO的体积分数由48.09%增加到52.58%,H4体积分数基本稳定在12%左右;CO2的体积分数随蒸气流量增加从12.10%增加到13.01%。同样是因为在700℃高温反应条件下,热量已经满足生物质的大部分热解反应,增大蒸气流量加剧了床内物质的运动,使生物质均匀受热并热解释放更多的CO和CO2等热解产物,但是缩短了床内物质的停留时间,造成热解后续反应时间缩短,蒸气参与的气化反应程度降低,H2的生成受到一定限制。继续增大蒸气流量,生物质停留时间继续缩短,同时蒸气分压的持续增加,促进了床内发生的气化反应,但是生物热解释放的H2受到气流影响较小,导致随着蒸气流量的增加H2下降之后趋于稳定,CO和CO2含量在上升之后开始缓慢降低。因为CH4主要来自于生物质的热解,同时CH4热稳定较高,来自热解释放、甲烷合成反应的CH4与水蒸气重整消耗趋于平衡,所以随着蒸气流量的增加,CH4的含量较为稳定。
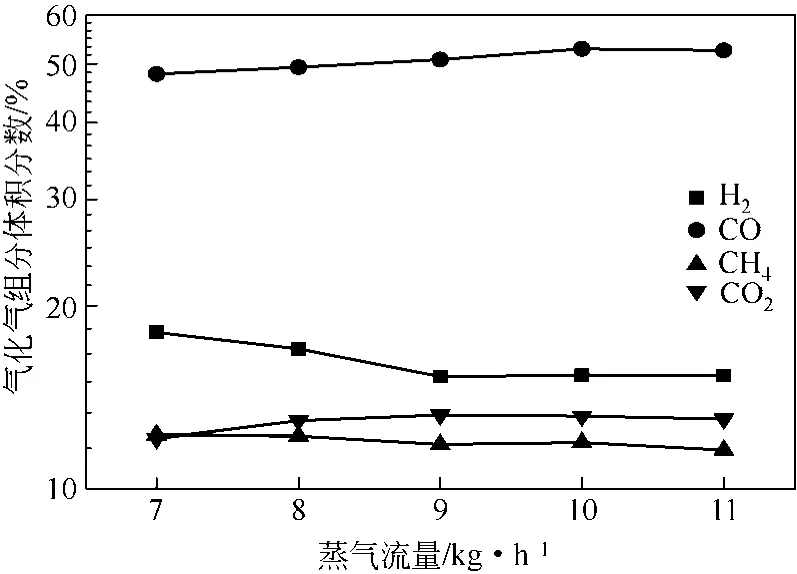
图5 蒸气流量对气化气组分的影响
2.3 进料速率对气化反应的影响
根据上述结果,选择在700℃、蒸气流量为7kg/h情况下,进料速率对产气率的影响,同时进行了500℃和600℃的对比实验。图6显示了3种操作条件下进料速率对气化气单位产率的影响。从图中可以看出:在500℃和600℃操作条件下随进料量增加,气化气产率分别从200.1L/kg和325.3L/kg降低到162.5L/kg和237.5L/kg,进料量从2.4kg/h继续增加到3.6kg/h,气化气产率开始增加,分别达到166.7L/kg和316.7L/kg;造成这一现象的原因是一方面进料速率影响着物料在床内的受热均匀程度和停留时间。另一方面,进料速率的变化也改变了床内蒸气和生物质的质量比,对气化反应的平衡起到重要影响。在较低温度下,床内反应以生物质稻壳热解反应为主,进料速率的增加使床内物料受热分布均匀程度降低,同时水蒸气与生物质稻壳的质量比减小,削弱了床内热解反应以及部分气化反应进行,综合导致产气率降低。继续增加进料速度,由于动量守恒,床内物料停留时间继续增加,物料热解反应产物增加,与水蒸气的气化反应加剧产生大量气体,气化气产率开始回升。当在700℃条件下,气化气产率随进料速率增加呈线性降低,从1.2kg/h进料速率下的725L/kg降低到3.6kg/h进料速率下的600L/kg。分析其原因是在700℃较高的反应温度下,稻壳的热解反应已经基本完成,床内的蒸气与裂解产物的气化反应成为影响气化气产率的主导因素,随着进料速率的增加,水蒸气与生物质的质量比持续降低,抑制了床内气化反应正方向进行,气化气的单位产气率持续降低。

图6 进料速率对产气率的影响
在反应温度为700℃,蒸气流量为7kg/h的工况下,进料速率对气化气组分含量的影响如图7所示。随着进料速率增加,气化气中H2体积分数随进料速率的增加从18.07%下降到15.26%再回升,CO和CO2的体积分数都呈现增加后下降的趋势,在进料速率为2.4kg/h时分达到最大值52.74%和12.63%,CH4的含量稳定在12.5%左右。H2含量先降低是因为气化反应受到抑制,随着进料量增加,床内物质停留时间增加,H2体积分数开始回升。在700℃稻壳热解反应较为彻底,主要由热解释放的CH4受影响较小。CO和CO2的含量的变化主要受水蒸气参与的重整气化反应的影响,可能因为随着进料速率的增加,水蒸气比例相对减少,气化反应受到一定抑制,CO和CO2含量在小幅度增加后开始下降。

图7 进料速率对气化气组分的影响
3 结论
采用生物质气化流化床反应装置进行了稻壳在水蒸气气氛下的气化产气实验,结论如下。
(1)在气化实验中,随着温度从500℃升至700℃,产气率迅速增加,气化气中H2的体积分数显著增加,CO的体积分数在600℃达到了最大值52.6%后开始降低,CH4的体积分数增加到12%左右趋于稳定,而CO2的体积分数显著降低。表明了反应温度对产气组分也有重要影响,较高的反应温度有利于产气率的增加。
(2)在500℃,产气率随蒸气流量增加而降低,随进料速率增加呈先降低再增加的趋势。在700℃产气率随蒸气流量增加而先降低再有所回升,随进料速率增加而线性降低。表明了不同温度下,床内起主导作用的反应不同。
(3)气体组分受蒸气流量和进料速率的影响较小,但也呈现出一定规律。在700℃,随蒸气流量增加,H2含量有所下降,CO含量小幅上升;随进料速率增加,H2含量先降低再回升,CO含量在2.4kg/h达到最大值之后降低。床内气化反应程度和反应平衡受蒸气流量和进料速度影响。
[1] CHENG Y,THOW Z,WANG C H. Biomass gasification with CO2,in a fluidized bed[J]. Powder Technology,2016,296:87-101.
[2] FREMAUX S,BEHESHTI S M,GHASSEMI H,et al. An experimental study on hydrogen-rich gas productionviasteam gasification of biomass in a research-scale fluidized bed. [J]. Energy Conversion & Management,2015,91(1):427-432.
[3] 邓文义,于伟超,苏亚欣,等. 生物质热解和气化制取富氢气体的研究现状[J]. 化工进展,2013,32(7):1534-1541.DENG W Y,YU W C,SU Y X,et al. A review of pyrolysis and gasification of biomass for production of hydrogen-rich gas[J].Chemical Industry and Engineering Progress,2013,32(7):1534-1541.
[4] 武宏香,赵增立,王小波,等. 生物质气化制备合成天然气技术的研究进展[J]. 化工进展,2013,32(1):83-90,113.WU H X,ZHAO Z L,WANG X B,et al. Technical development on synthetic natural gas production from biomass[J]. Chemical Industry and Engineering Progress,2013,32(1):83-90,113.
[5] NIU M M,HUANG Y J,JIN B S. Simulation of enriched air-steam biomass gasification in a bubbling fluidized bed gasifier[J]. Applied Mechanics & Materials,2014,699:510-515.
[6] 杨琳. 生物质流化床的水蒸汽气化实验研究[D]. 武汉:华中科技大学,2014.YANG L. An experimental research on steam gasification of biomass using fludized bed[D]. Wuhan: Huazhong University of Science &Technology,2014.
[7] FARID M M,KANG M S,HWANG J. The effect of CO on coal–biomassco-gasification with CO2[J]. Fuel,2017,188:98-101.
[8] UMEKI K,NAMIOKA T,YOSHIKAWA K. The effect of steam on pyrolysis and char reactions behavior during rice straw gasification[J].Fuel Process Technology,2012,94:53-60.
[9] ASADULLAH M,ZHANG S,MIN Z,et al. Effects of biomass char structure on its gasification reactivity[J]. Bioresource Technology,2010,101:7935-7943.
[10] TREMEL A,SPLIETHOFF H. Gasification kinetics during entrained flow gasification——Part Ⅰ;devolatilisation and char deactivation[J]. Fuel,2013,103:663-671.
[11] XU Q,PANG S,LEVI T. Reaction kinetics and producer gas compositions of steam gasification of coal and biomass blend chars,Part 1:experimental investigation[J]. Chemical Engineering Science,2011,66:2141-2148.
[12] 李少华,车德勇,李健,等. 松木屑和褐煤流化床的共气化特性[J].化工进展,2013,32(5):1030-1034,1126.LI S H,CHE D Y,LI J,et al. Characteristics ofco-gasification of biomass and lignite in a fluidized bed[J]. Chemical Industry and Engineering Progress,2013,32(5):1030-1034,1126.
[13] CANABARRO N,SOARES J F,ANCHIETA C G,et al.Thermochemical processes for biofuels production from biomass[J].Sustainable Chemical Processes,2013,1(1):22.
[14] 高宁博. 高温过热水蒸气的制备及生物质高温气化重整制氢特性研究[D]. 大连:大连理工大学,2009.GAO N B. High temperature steam production and studies of hydrogen-rich gas from high temperature steam gasification and reforming of biomass[D]. Dalian:Dalian University of Technology,2009.
[15] RAPAGNÀ S,MAZZIOTTI DI CELSO G. Devolatilization of wood particles in a hot fluidized bed:product yields and conversion rates[J].Biomass Bioenergy,2008,32:1123–1129.
[16] BURHENNE L,MESSMER J,AICHER T,et al. The effect of the biomass components lignin,cellulose and hemicellulose on TGA and fixed bed pyrolysis[J]. Journal of Analytical & Applied Pyrolysis,2013,101:177–184.
[17] XIE H,YU Q,QIN Q,et al. Study on pyrolysis characteristics and kinetics of biomass and its components[J]. Journal of Renewable &Sustainable Energy,2013,5(1):493.
The research of rice husk gasification in steam
LI Hongliang1,2,LI Jinhong1,LI Yanhao1,FANG Shuqi1,2,CHEN Junying1,2,LIU Liping1,2,BAI Jing1,2
(1School of Chemical Engineering and Energy,Zhengzhou University,Zhengzhou 450001,Henan,China;2.Engineering Laboratory of Henan Province for Biorefinery Technology and Equipment,Zhengzhou 450001,Henan,China)
The rice husk gasification experiments were performed in a fluidized bed gasifier with steam as gasifying agent. The effects of reaction temperature(500—700℃),steam flow rate(7—11kg/h),and feed rate(1.2—3.6kg/h)on gas yield and the compositions of the main components(H2,CO,CH4,CO2)were investigated,respectively. The results showed that the higher reaction temperature could lead to higher gas yield and higher content of H2and CH4. With the increase of the reaction temperatures,the content of CO first decreased then increased. The effect of the increase of steam flow and feed rate on gas yield at 500℃ and 700℃ was not the same,which indicated that the leading reactions in the fluidized bed at different reaction temperature were different . At 700℃,the increase of the steam flow and feed rates did niot change the content of H2,CO,and CO2significanly;and the volume fraction of CH4remained about 12%. Within the scope of the experimental conditions,when the reaction temperature was 700℃,steam flow 7kg/h,and feed rate 1.2kg/h,the gas yield and the volume fraction of H2reached the maximum values of 725L/h and 18.05%,respectively.
gasification;fluidized-bed;rice husk;steam
TK6
A
1000–6613(2017)11–4017–05
10.16085/j.issn.1000-6613.2017-0330
2017-03-01;修改稿日期2017-04-16。
李洪亮(1962—),男,硕士,副教授,研究方向为化工、生物化工、可再生能源。E-mail:lihongliang@zzu.edu.cn。联系人白净,博士,讲师,研究方向为新能源开发。E-mail:1187303642@qq.com。
