轧钢产线生产棒材表面质量改进方法研究
2017-11-08张军
张 军
(本钢特钢厂,辽宁 本溪 117000)
轧钢产线生产棒材表面质量改进方法研究
张 军
(本钢特钢厂,辽宁 本溪 117000)
文章分析了特钢厂800轧钢产线生产流程,针对棒材出现划伤现象,提出一系列改进措施,经实际应用证明,棒材表面划伤现象明显改善,产品质量显著提高。
棒材;缺陷;改进
随着钢材市场的持续低迷,企业的产品想要巩固拓展或跻身竞争激烈的钢材市场,其产品必须有良好的整体质量,其中外观质量是最重要的环节。通过对近几年的生产实践分析,本钢特钢厂800轧钢产线棒材划伤集中多发在大棒导卫、辊道框架、群板韧磨板几个部位。为了有效控制棒材表面的划伤,本文通过对上述几个部位的技术改进进行多方面的分析和研究。
1 工艺设备流程
1995年建成投产的Φ800mm/Φ650mm×4轧钢车间原设计生产规模为32万吨,2004年通过引进意大利SIEMENS-VAI-POMINI公司的具有世界先进水平的棒材轧制线进行工艺改造后,其产品规格拓展为Φ20-Φ200圆钢,设计生产规模为110万吨,生产钢种为碳素结构钢、碳素工具钢、弹簧钢、合金结构钢、合金工具钢、轴承钢、不锈钢,主要工艺设备包括轧机、飞剪、磨切锯、卡断剪、活套、冷剪、冷床、收集装置、除磷系统,穿水系统等。
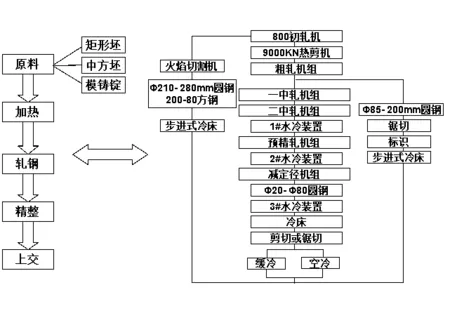
图1 特钢厂轧钢车间工艺设备流程
2 存在问题及改进方案分析
2.1 老四架机间导卫
老四架机间导卫经过近多年的运行结构上可以满足轧制需要,通过统计分析,该设备是棒材划伤的多发区,主要的原因是机间导卫与棒材摩擦的形式为滑动摩擦,这种形式摩擦部位很难保证棒材不出现划伤,一旦出现问题处理时间较长或者无法处理。技术人员分析后决定将机间导卫的摩擦形式由滑动式更改为滚动式,即在原有的设备上增加辊子2组,立导轮3组并成为棒材行走的主要接触面。通过垫片可以调整辊道高度,保证棒材运行轨迹,增加水冷装置对辊道及其摩擦面进行降温。
改进后通过运行发现效果显著,随着时间的推移,该方案在维护上发现了小的问题,即入口第1组辊子轴承经常严损,对轴承分解发现润滑不良,通过分析得出结论,该辊子在轧制过程中与红钢接触较少,在高温的影响下润滑油脂极易碳化导致润滑不良轴承严死。技术人员将铜套替代轴承后更换周期明显增长,通过对该点的定期维护,辊子不转现象得以消除,通过上述改进该设备出现划伤现象得到控制。
2.2 小棒轧线输送设备
小棒轧机入口辊道至小棒冷床前距离较长初步统计183米,轧制过程中控制棒材行走轨迹相当困难,这样就加大了辊道类、护板类设备对棒材出现表面划伤的几率,且容易出现卡钢现象。
技术人员为了更有效地控制棒材轨迹,将小棒轧线分成5个轨迹控制区,即:1段穿水辊道前、4#飞剪前、5飞剪夹送辊前、2段穿水辊道前、3段穿水辊道前、6#飞剪前。这样可以分段控制棒材轨迹。通过原设计现场的使用情况得出结论,棒材只能随着轧机输出方向运动,每段轨迹无法参与控制。为了解决这一难题,技术人员在每段区域前方辊道框架上设计了两侧附带档距调整功能立导轮的辊道组。可以调整辊子高度控制棒材输出高度、同时可以通过对立导轮的调整控制其左右轨迹,从而使棒材在小棒轧机5段区域始终在辊道的中心线行进,降低与辊道底板、护板产生接触,避免不必要的摩擦,降低棒材表面产生划伤现象。
2.3 小棒冷床群摆装置
群板装置是棒材从辊道进入冷床本体的最主要装置,棒材进入冷床本体前需与韧磨板进行滑动摩擦,一旦摩擦面异常,棒材表面划伤现象就会出现。如何管控总长130米群板装置及韧磨板是解决问题的关键。设备安装后使用的前期裙板装置运行稳定,随着小棒线产能的逐步提升,棒材划伤现象开始出现,由于进入群板装置的棒材速度较高,操作人员无法靠近,很长时间内棒材划伤的真正原因无法确认,经过长时间的现场跟踪及分析,技术人员发现群
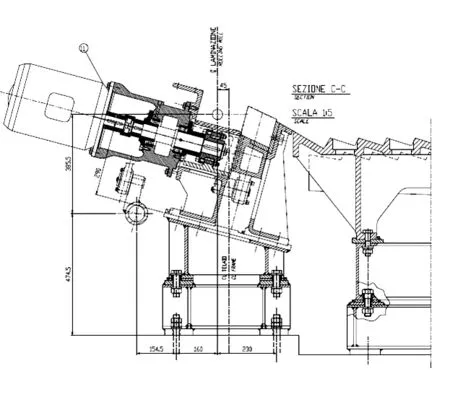
图2 群板装置示意图
板在上、中、下位置很难保证绝对平直, 经过分析得出结论连接杆的轴承及销轴传动间隙有部分超差现象是导致群板不平直的主要原因。针对这一现象,技术人员按照图纸要求对存在超差的零部件进行了系统更换,并根据驱动电机的速度、调整了气动辅助缸的压力,使之达到平衡的作用,通过对易损件更换周期的制定,这一问题随之消除。
经过长周期的运行,进口韧磨板逐步消耗完毕,国产备件开始上线使用,运行结果显示国产备件使用寿命不足进口备件1/10。这种情况备件更换周期无法满足现场使用条件,一旦掌控不到位,棒材表面就会与韧磨板出现不正常摩擦,出现划伤现象。技术人员对现场国产备件进行了材质化验发现与外方提供图纸资料的化学元素基本相符,最终在技术部分的帮助下确定问题出现备件的热处理工艺达不到外方提供的技术要求。经过长期和多个国内制造厂商的技术交流、试验,这一问题也得到解决,最终该区域由于群板、韧磨板产生的划伤得到了有效的控制。
3 结语
特钢厂通过对800轧制线工艺设备设计缺陷和国产化备件的改进,避免了大量棒材表面出现划伤,为了彻底杜绝划伤,还需进行更多的技术更新、并配上一流的管理手段。
〔1〕 张孙玮,黄有兴,张迅 编. 科技论文写作入门(第1版)〔M〕. 北京:化学工业出版社,2000年.
〔2〕 文庆明,程志彦. 轧钢机械设备(第1版)〔M〕. 北京:人民邮电出版社,2006年.
StudyonImprovingtheSurfaceQualityoftheRolledSteelBar
ZHANG Jun
(SpecialSteelPlant,BenxiSteel(Group),Benxi,Liaoning, 117000,China)
The production line of 800 rolling mill in special steel plant is analyzed. Considering the s catching phenomenon on bar surface, a series of improvement measures have been put forward. It has been proved practical application that the scratch on the bar surface has been improved obviously, and the quality of products has been improved remarkably.
Rod; Defect; Improvement
1008-3723(2017)05-015-02
10.3969/j.issn 1008-3723.2017.05.007
2017-06-12
张军(1981-),男,辽宁本溪人,本钢特钢厂轧钢车间工程师.
TG333
A
