黄登水电站座环加工机床调整问题的分析和对策
2017-11-04束长磊高晓刚
束长磊,高晓刚
(中国水利水电第十四工程局有限公司机电安装事业部,云南 昆明 650032)
黄登水电站座环加工机床调整问题的分析和对策
束长磊,高晓刚
(中国水利水电第十四工程局有限公司机电安装事业部,云南 昆明 650032)
黄登水电站座环现场进行组焊,机坑测定后进行现场加工,加工机床为厂家提供的铣床,由于机床为4个电站使用过的旧设备,在安装和调整过程中出现了不少问题,通过对发现的问题分析并制定相应的对策,提高了座环加工的效率,保证了加工质量。
座环加工;机床;调整
1 概述
黄登水电站为大型地下厂房水电站。电站共装设4台套立轴混流式水轮发电机组。水轮机座环分6瓣到货,现场进行组装焊接。机坑测定后在机坑内进行现场加工,加工机床为厂家提供,机床主要由安装基础、可调整底座、回转工作台、立柱、转臂、后臂、升降架、转臂升降传动系统、滑台、铣削头、立柱支撑机构及电器控制系统等组成。机床在机坑内找正就位后,通过横臂的升降和滑台的移动使铣头靠近加工部位,调整铣头主轴的伸缩确定切削深度,选择合适的切削速度和进给速度即可进行加工。主切削运动采用变频电机及皮带轮传动,通过变频器实现无级调速。回转运动则由回转工作台带动立柱及横臂实现,回转工作台采用交流伺服电机驱动,无级调速。横臂的升降采用单电机双丝杠螺母副同步驱动。铣头水平及竖直方向移动均为手动。
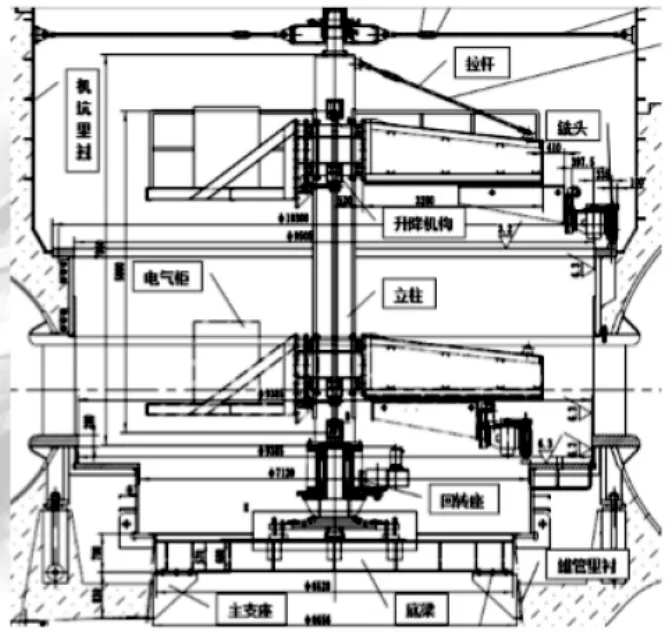
图1 座环加工机床简图
2 加工前机床的调整
2.1 转臂回转水平调整
(1)将转臂升至座环待加工面上方位置,安装前臂斜拉杆;并锁紧转臂;
(2)在铣头端部吸标尺,以其中一条刻度线为检查基准线;
(3)在座环上合适的位置架设水准仪(精度0.1 mm),调节水准仪,使水准仪基准线与选定的标尺刻度线重合;
(4)转动转臂,以底座8个调整螺杆对应位置为检测点,读取水准仪基准线与标尺刻度线的高度差值;
(5)调整底座竖直螺杆,使水准仪基准线与标尺刻度线重合;
黄登水电站座环加工首先加工底环板的水平面,机床组装完成后首先进行机床转臂水平的调整,根据对调整底座的调整转臂水平在最佳位置时水平为0.4 mm,(见表1):经过与厂家监理商定,转臂水平暂以0.4 mm进行试加工,根据试加工情况再进行调整。

表1 加工前机床转臂水平
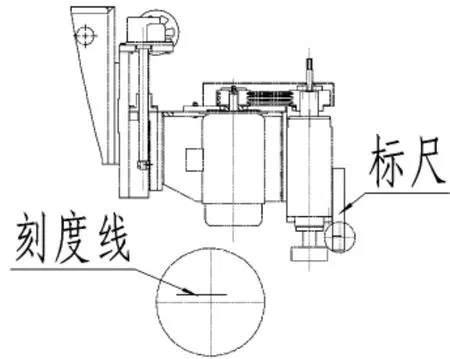
图2 转臂水平测量
2.2 滑梁径向移动水平调整
(1)将找正平尺径向放置在座环加工面上,用框式水平仪调平,误差≤0.02 mm;
(2)在铣头端部支放百分表;
(3)手摇滑梁,使前臂径向移动,用百分表检查误差值;(如图 3)
(4)调整斜拉筋的拉紧螺母,使径向移动水平误差≤0.03 mm。
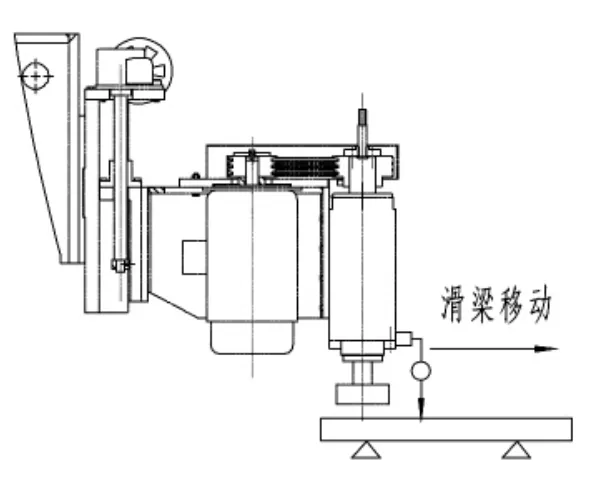
图3 滑梁径向水平检查
2.3 刀盘回转水平调整
(1)将找正平尺径向放置在座环加工面上,用框式水平仪调平,误差≤0.02 mm;
(2)在刀盘上支放百分表;
(3)回转刀盘在找正平尺上,检查水平误差(如图 4);
(4)通过铣头部件的微调机构调整刀盘水平,误差≤0.02 mm。

图4 刀盘回装水平检查
3 试加工过程中机床转臂水平的检查
机床调整完成后,根据测量的底环板数据进行试加工,先从高点进行进刀,整环进行加工,直至能加工到低点。对底环板进行试加工后对加工面水平进行测量,加工面水平为1.4 mm,加工面的水平超差严重,随后测量转臂水平为1.00 mm:且与加工前数据没有任何的对比性和规律性(表2)。

表2 试加工机床转臂水平
4 机床的再次检查和调整
4.1 原因分析
由于试加工后的加工面和转臂水平的数据均严重超标,故加工停止,进行原因分析。通过试加工过程中的观察,在加工过程中,机床的铣头有跳动的现象,分析原因,在调整滑梁径向移动水平时,前臂斜拉杆为松动状态,若锁紧,滑梁则抬头,滑梁径向移动水平超标。
通过对试加工后转臂水平的测量数据分析,测量数据没有规律,和试加工前的数据对比也没有任何的可比性。分析认为转臂的水平问题应该不在底座,可能是立柱垂直度不好,顶部支撑拉杆受力不均匀造成的。通过测量顶部支撑和立柱顶端的间隙,发现对称间隙相差3 cm,原因为顶部支撑拉杆安装完成后没有再次检查顶部支撑的水平。
4.2 机床再次调整
松开顶部支撑拉杆,并制作4个调整顶丝,调整顶部支撑水平,水平调整在0.5 mm以内后,安装支撑拉杆及拉紧螺母,并与拉杆座联接,同时对称旋紧拉杆螺母,使拉杆对称、均匀受力,顶部支撑架不发生位移。再次复测顶部支撑的水平(测量顶部支撑与立柱顶部的间隙),在1 mm以内。
顶部支撑调整完成后,测量转臂水平,根据测量的结果,对机床底座进行调整。在调整过程中,按照尽量向下压紧高点位置螺杆进行调整。调整两次以后,转臂的水平已经基本有规律,经过6次调整,转臂水平调整在0.15 mm,满足设计和加工要求(表3)。

表3 机床再次调整后转臂水平
刀盘径向水平调整,拉紧前臂斜拉杆,并在转臂和中心柱之间采用槽钢连接,增加前臂的斜拉力,同时在转臂上增加配重,确保在加工过程中不出现跳动现象。在铣头和转臂连接处的下部 采用加垫的方式调整铣头的水平。在加工面上涂色标记,进行试加工,根据对标记加工和框式水平仪的复测,进行加垫调整,确认刀盘径向水平满足要求。但是加垫的方式只能调整一个刀盘距离的水平,不能保证整个滑梁的水平。所以每环加工完成后以及每次换刀片都需要复测和调整刀盘的径向水平。
5 座环加工
机床调整合格后,对底环板进行正式加工,在加工过程中测量转臂的水平均符合标准要求,加工面的水平和转臂水平吻合。在精加工过程中,控制进刀量,勤测量。加工面水平在0.30 mm以内后进行手动进刀,分段进行加工高点位置。加工后底环板水平控制在0.15 mm以内。
底环板加工完成后进行支持环法兰面加工,加工前同样测量转臂水平,刀盘径向和周向水平。并按照上述调整方式进行调整,确保机床加工前各参数满足加工要求。支持环加工除了要保证支持环法兰面的水平还要兼顾整个导水机构的开档尺寸,确保座环加工完成后导叶端面间隙符合设计要求。
6 总结
通过对加工机床顶部支撑的调整,确保中心立柱的垂直度;在调整底座调整螺杆时采用尽量向下压紧高点位置螺杆的方法,以及对滑梁转臂进行配重和增加斜拉,调整转臂的水平;在铣头部位加垫的方式进行刀盘径向水平的调整,确保了机床转臂水平和铣头刀盘的水平,使加工机床符合加工标准,提高了加工效率,保证了加工质量。
黄登电站的加工机床为已经使用了4个电站的旧设备,过程中电气问题很多,伺服电机经常跳闸;且加工刀盘直径小,加工面较大,每次换刀盘位置时候还需要再次进行加垫调整刀盘的径向水平;另外在加工过程中升降臂的轴承断裂,转臂的升降不能实现自动,现场采用桥机配合手拉葫芦进行升降。
在加工过程中,对车床的转臂水平和铣头跳动等现象采取了一系列的积极、有效的措施,使得座环加工的最终尺寸满足要求,确保了加工质量,保证了加工工期,希望以上的调整和处理方法对同类型电站提供借鉴。
TH182
B
1672-5387(2017)10-0067-03
10.13599/j.cnki.11-5130.2017.10.023
2017-07-21
束长磊(1984-),男,工程师,从事水电站机电安装管理工作。
