探究煤制油废水生化系统生物泡沫成因及控制
2017-11-04代军
代 军
(神华宁夏煤业集团公司,宁夏银川 750001)
探究煤制油废水生化系统生物泡沫成因及控制
代 军
(神华宁夏煤业集团公司,宁夏银川 750001)
神华煤制油污水处理场担负着整个煤制油的污水处理工作,设计处理能力为2 500m3/h,自2016年底开始调试,随着调试的进行,出水的COD,氨氮基本都达到了出水的要求。
煤制油;污水处理场;生化系统
1 自2017年3月初A/O生化系统出现的问题
1)A/O生化池池面产生大量白色泡沫且难以去除;泡沫自A/O池好氧段产生,且水流易发生扰动的地方越易产生泡沫,泡沫刚性较大,高压消防水无法消除。
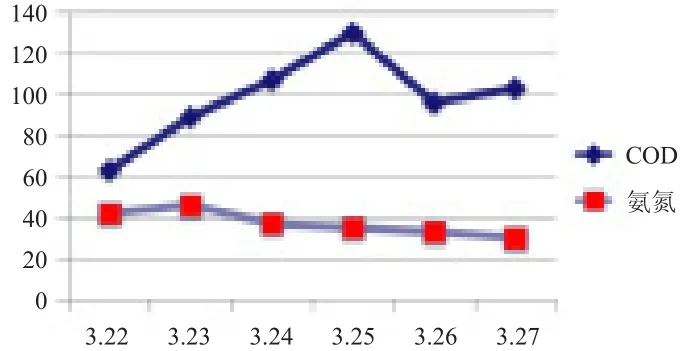
2)COD及氨氮处理效果变差,且波动大;正常时期A/O生化系统出水COD保持在80mg/L以下,氨氮维持在1mg/L以下,伴随着泡沫的产生,A/O生化系统出水COD逐渐上升至100~150mg/L,最高达到220mg/L,氨氮处理能力受影响较大,上升至20~50 mg/L。
3)二沉池出水恶化,出水浑浊,SS明显升高;二沉池出水SS控制指标为25mg/L,实际已达到70mg/L。且大量泡沫自A/O生化池流入二沉池,在二沉池池面大量堆积无法消除。
4)污泥沉降性能较差,续体松散;伴随着泡沫的产生,污泥沉降性能明显恶化,经现场实测SV30达到45%~80%,明显是活性污泥膨胀迹象。
5)泡沫进入后续系统,造成V型滤池堵塞、板结;泡沫已经严重影响了后续系统的正常运行,V型滤池过水效果恶化,反洗频次明显增加。
附图1:受冲击后A/O池出水指标:COD及氨氮处理效果变差,且波动大(设计COD控制指标<113mg/L,氨氮控制指标<12mg/L)。
2 现场情况分析调查
1)系统流程。泡沫的情况:主要生化污水水源包括含油污水、合成污水、生活污水、其它工艺过程凝液、生产废水等。其中,含油污水—隔油池—二级气浮后—均质罐;气化合成废水—气浮—EGSB(厌氧)—均质罐。均质罐—A-O-二沉池—高效沉淀池—V型滤池—臭氧—BAF—出水监测池 —外排。
2)主要设计参数情况:A/O池共4列,其中设计进水COD 在1 300mg/L,每列设计流量为625m3/h;MLSS:4 000~8 000mg/L.BAF 出水指标应达到:COD<150mg/L,氨氮<5mg/L。
3)系统运行参数:3月24日生化工艺总进水流量大致在1460m3/h,油含 量 :(30~50)×10-6。高时到160×10-6。从COD和氨氮的处理上,经过BAF后指标COD还可以达到要求,但氨氮已超过5mg/L。
4)自现场取样观察,均质罐顶部含有大量油脂类物质,为前期卸放至格栅间集水井的火炬凝液,此期间气化来水温度超标,最高达到46℃,导致部分油脂乳化后进入A/O生化系统。目前采取均质罐满水的方式溢流排油,能明显看到油类物质排出。
3 泡沫产生原因分析
1)前期火炬凝液经格栅间集水井进入均质调节罐,焦油类、渣蜡类等污染物通过污染雨水池提升至均质调节罐。均质罐浮油在来水高温环境下,油类物质乳化,A/O池进水石油类由20mg/L升高至100mg/L,导致生化系统内微生物受到冲击,数量骤减,部分微生物应激产生大量EPS(胞外聚合物),继而形成泡沫。
2)高温及油脂类物质给诺卡氏细菌和发硫菌提供了有利生存环境,且大量繁殖,分泌疏水性的分枝菌酸,形成泡沫。其与菌胶团形成食物竞争并处于优势,抑制了菌胶团的生长,进而导致系统COD、氨氮处理效果恶化。
3)受到冲击后,菌胶团菌体瘦小、絮体松散;原生、后生动物数量非常少、不活跃,进而污泥沉降性能差、上清液浑浊、出水悬浮物较多。
4 问题解决措施
泡沫实际上是油类物质,细菌以及其分泌物,多糖类(英文缩写为EPS)等与细微颗粒物质包裹在一起的杂质。这些杂质无法通过生物/细菌降解,也无法沉降,也不能够通过消泡剂有效除去,会带到后续工艺中造成影响,同时也反应活性污泥中细菌活性变差或者丧失,对有机物生化降解能力变差。生化体系处于较差状态,需要补充或者增加细菌的能力,恢复生化过程中的细菌的平衡。泡沫产生是高温高含油量水,故首先要控制进水水质。
1)进水水质控制:①进水水质控制非常关键,避免大量有毒废水及含油废水的冲击。②其要避免大量浮油进入生化系统,总油含量最好低于10~20mg/L,目前采用均质罐顶部浮油溢流的方法将罐内大量油脂去除。③严格控制来水温度在35℃以下。A/O生化系统运行温度维持在25℃~35℃。
2)生化系统调整措施:①每日对AO生化污泥进行镜检,确定污泥活性状态。②由于大量难降解油积累在活性污泥上,这部分活性污泥需要进行置换,需要通过逐步排泥去除油污及非活性污泥。③密切关注出水指标,调整A/O生化池碳氮磷营养源比例,使其接近设计值100∶5∶1。
调整措施实施一个月后,AO生化池泡沫得到有效控制,约45d池面泡沫基本消除。
[1] 王立冬.煤焦化企业对煤质的要求分析[J].黑龙江科学,2017,(4):164-165.
Exploring the Cause and Control of Biological Bubble in Biochemical System of Coal Oil Production
Dai Jun
Shenhua Coal Oil Sewage Treatment Plant is responsible for the sewage treatment of coal oil.The design and handling capacity is 2500m3/h.Since the beginning of 2016,the COD and ammonia nitrogen of the effluent are basically reached.The request.
coal oil;sewage treatment plant;biochemical system
X793
B
1003–6490(2017)10–0010–01
2017–07–06
代军(1983—),男,宁夏银川人,工程师,主要从事化工生产管理工作。
