全自动折板式连续提升机控制系统的设计
2017-11-03钟亮彭毅
钟亮 彭毅/文
全自动折板式连续提升机控制系统的设计
钟亮 彭毅/文
对于卷烟自动化分拣来说,提升机的选择至关重要。本文分析了一种具有多入多出功能的连续提升机控制方案。从系统方案着手,着重分析了控制系统的硬件设计及软件实现过程。应用实践表明,该连续提升机控制系统具有较高出入库能力,可满足高速分拣线的补货需求。
分拣效率、连续提升机、控制系统、设计方案
在卷烟自动化分拣过程中,为达到较高的分拣效率,从高架库自动出库的卷烟往往采用二级缓存装置以提高件烟出库能力,近几年发展起来的多层穿梭密集缓存系统(简称“多穿系统”)便是其中的佼佼者。如何快速将件烟输送到多穿系统的各层,如何快速将不同层的件烟搬运到出库站台,是影响分拣效率的关键因素。因此,提升机的选择自然也成为重中之重。
湖南省烟草公司衡阳市公司物流配送中心采用了全自动折板式连续提升机,其工作流程如下:上位系统下达件烟任务—件烟到达入库口—刷新任务状态1—预选盘—入口托架下降—到达托架—上托盘—刷新任务状态2—判断件烟品牌是否与任务一致—查找出口—出口托架下—出托架并刷新任务状态3。流程,如图1所示。
目前,这套全自动折板式连续提升机控制系统已在行业内实现具体应用,并取得显著成效。
一、控制系统方案设计
基于西门子ST-400系列PLC的全自动折板式连续提升机控制系统是由信号检测部分、系统控制部分、报警指示部分等组成。具体系统控制,如图2所示。

备件管理是卷烟工业企业管理重要组成部分
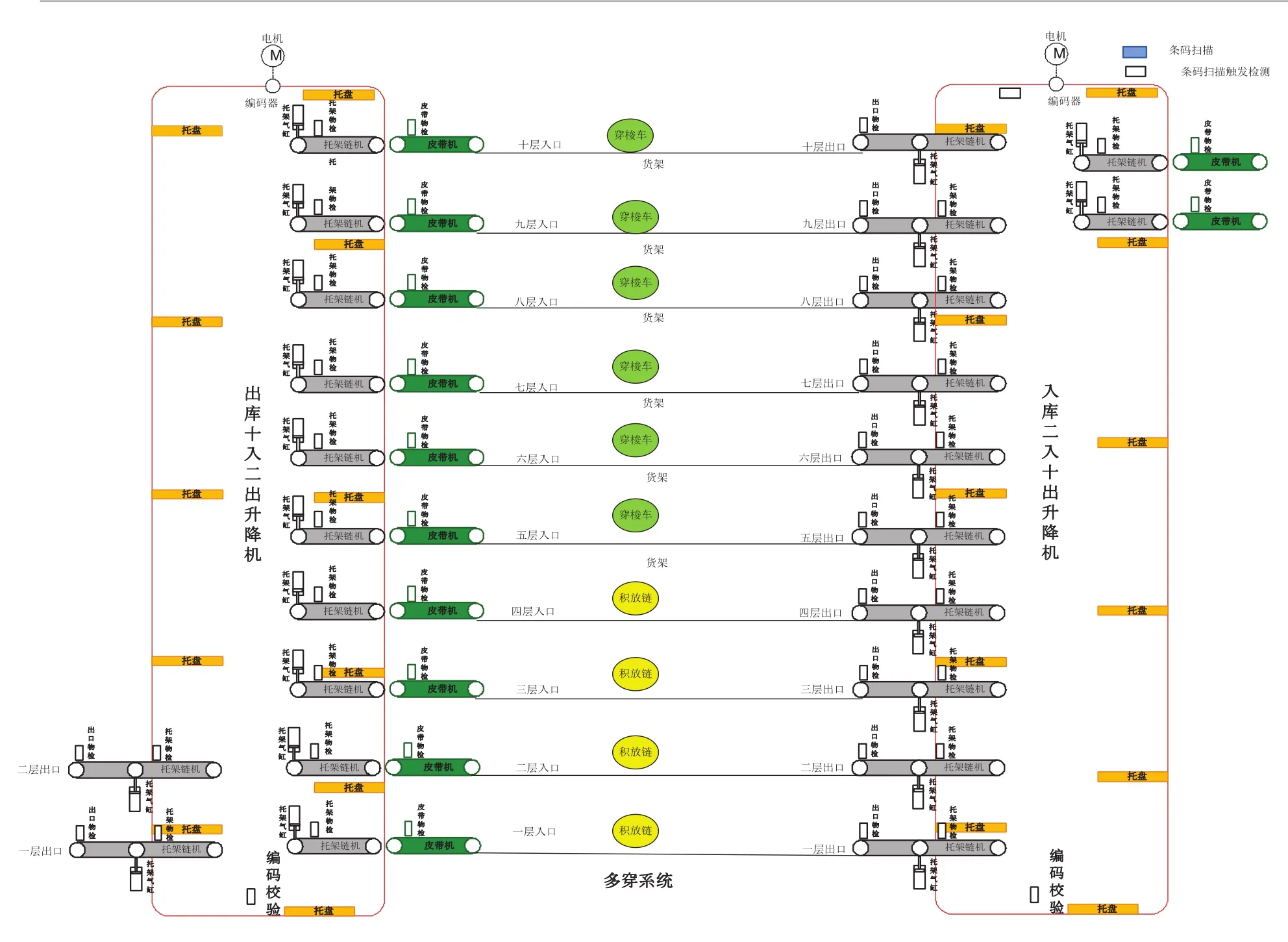
图1:连续提升机及多穿系统简图
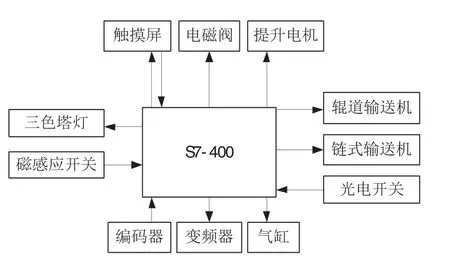
图2:系统控制框图
信号检测部分由编码器、镜面光电开关、磁感应开关等组成,用来检测托盘位置、烟箱姿态及托架高低位;系统控制部分由提升电机、辊道输送机、链式输送机、变频器、气缸、电磁阀等组成。其中,提升电机和变频器控制托盘的上升、下降,辊道输送机控制件烟到达提升机入口,链式输送机控制件烟进出托架,气缸、电磁阀控制托架的上升、下降;报警指示部分由三色塔灯和触摸屏构成,完成提升机的异常报警及其工作状态指示。
二、控制系统网络
与传统DCS系统(分散控制系统)相比,现在工业用控制系统更多采用集中——分散控制方式,在一些非工业领域,更为先进的现场总线控制已得到运用。本文所分析的连续提升机控制系统就是典型的集中——分散控制系统。控制系统网络,如图3所示。其主要分为三层:调度层、控制层、远程子站及子站所控制的设备(电机、电磁阀)。控制系统网络与DCS系统的区别在于远程子站上,通过利用profinet网络,将控制层的数据采集以及输出控制交由子站控制,这样能极大减少电缆的铺设。
在本控制系统中,调度层主要通过TCP/IP将件烟任务下载到PLC;控制层根据任务,利用profinet调取远程子站的数据(光电管信号、编码器值、气缸高低位信号)进行逻辑运算判断,再将控制信号发送到远程子站,以控制电机、电磁阀等执行器件。
本控制系统共控制四台连续提升机,两台入库提升机(2入口10出口)和两台出库提升机(10入口2出口)。以一台入库提升机为例,它需要用177点DI,87点DO的硬件资源,采用s7-400系列主要是基于控制精度、网络扩展的考虑。
三、控制系统软件设计
1.通信协议制定
自动化物流系统离不开上位系统的调度,故而本控制系统在设计之初便与调度约定通信协议。具体而言,需要设定任务号以便于信息跟踪;设定任务类型以判断是出库任务还是入库任务;设定好取货/放货地址,以确定多入多出位置;设定物料码以确定所搬运件烟是否准确;确定任务优先级以判断任务的紧急程度;设定任务状态以跟踪件烟位置。具体内容,如表1所示。

表1:通信协议表
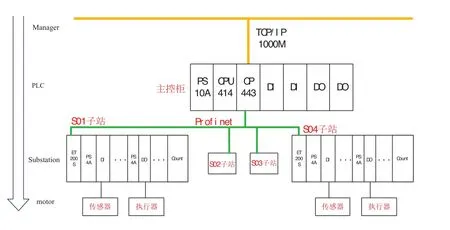
图3:控制系统网络图
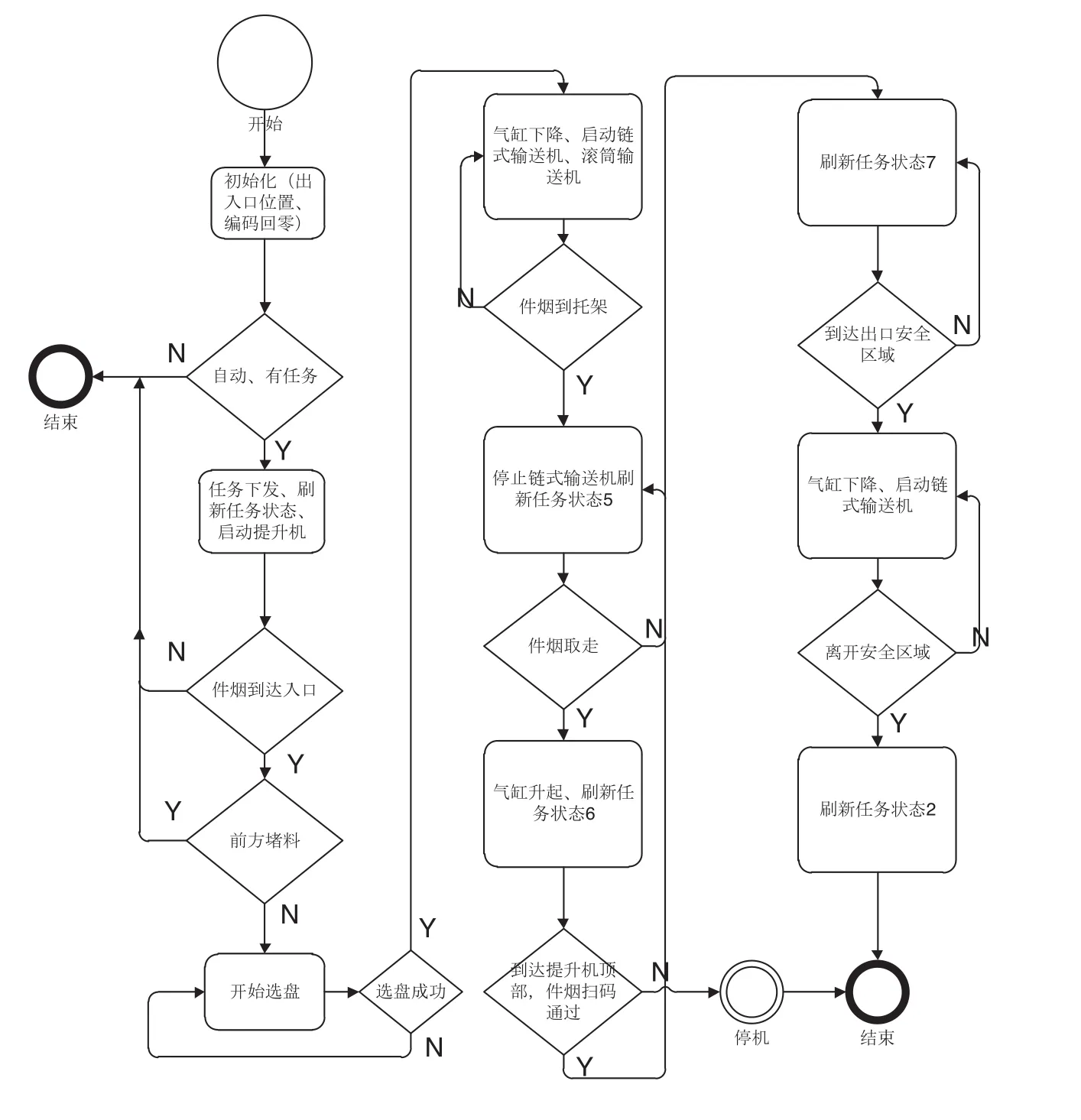
图4:入库提升机工作流程图
2.软件设计
本系统的入库提升机和出库提升机控制过程类似,为避免重复,仅描述入库提升机入库过程。
调度任务下达主控柜,PLC收到该任务后将任务状态改成4(避免重复接受任务),并将任务下发到对应的提升机、启动该提升机,等待件烟到达入库口;件烟一旦到达入库口,根据任务目标地址判断前方出口堵料情况,不堵料则再进入选盘阶段;选盘成功后,待托盘进入安全区域实时控制电磁阀下降气缸、启动链式输送机、滚筒输送机;链式输送机检测件烟到位后,停止链式输送机,刷新任务状态5,等待托盘将件烟取走;当件烟托盘进入安全区域后,控制电磁阀升起气缸,刷新任务状态6;待件烟托盘到达提升机顶部触发扫码,验证件烟托盘准确与否,当正确时刷新任务状态7;实时判断件烟托盘位置是否到达出口,进入出口安全区域,放下气缸、启动链式输送机将烟箱输送出去;待离开安全区域,升起气缸、链式输送机停止转动,刷新任务状态2,入库结束。入库提升机工作流程,如图4所示。
四、结论
本文针对全自动连续提升机的控制需求,分析了基于西门子S7-400系列PLC全自动控制系统,给出了整体方案、控制网络结构、网络布线及部分电路连线、与调度系统通信协议、电控软件等工艺流程和结论。目前本系统已在衡阳烟草物流配送中心使用,入库能力550件/时,出库能力500件/时,可满足25000条/时的高速分拣需求,具有实际运用价值。
作者单位为湖南省烟草公司衡阳市公司物流配送中心;本项目为湖南省烟草公司重点建设项目
