电渗析脱除热稳定盐技术在天然气净化厂的应用
2017-11-01王拥军陆侨治占国仁谢伟淼
李 超 王拥军 陆侨治 占国仁 谢伟淼
1.浙江海牛环境科技股份有限公司 2.中国石化达州天然气净化有限公司
电渗析脱除热稳定盐技术在天然气净化厂的应用
李 超1王拥军2陆侨治1占国仁1谢伟淼1
1.浙江海牛环境科技股份有限公司 2.中国石化达州天然气净化有限公司
采用电渗析技术对普光天然气净化厂730 m3N-甲基二乙醇胺(MDEA)溶液中热稳定盐(HSS)的脱除进行应用分析。结果表明:在200对均相膜片、电压100 V的操作条件下,MDEA溶液中热稳定盐的质量分数由3%降至0.5%;Cl-质量浓度由1 300 mg/L降至200 mg/L;Na+质量浓度由4 200 mg/L降至700 mg/L;MDEA质量分数由41.47%降至40.42%。此外,电渗析脱盐技术具有高效、环保、无需酸液和碱液再生等优点,为MDEA溶液的净化提供了新的技术路线。
电渗析 MDEA 热稳定盐 Cl-
近年来,随着天然气工业的发展,天然气作为一种优质高效的清洁能源,其开发和利用越来越受到各国的关注。天然气及炼油厂干气中常含有硫化氢(H2S)、二氧化碳(CO2)、少量有机硫化合物如二硫化碳(CS2)、羰基硫(COS)、甲硫醇(CH4S)等,应用最为广泛的气体净化溶剂包括一乙醇胺(MEA)、二乙醇胺(DEA)、二异丙醇胺(DIPA)和N—甲基二乙醇胺(以下简称MDEA)等[1-2]。与其他醇胺溶剂相比,由于MDEA具有脱除H2S选择性好、吸收容量大、再生能耗低、腐蚀性弱等优点,在工业脱硫脱碳装置上得到了广泛应用,尤其对于通过后续克劳斯装置大量回收硫磺的天然气净化装置而言,应用最为广泛,常选用35%~45%(w)的MDEA溶液为吸收剂。醇胺脱硫工艺一般包括吸收、闪蒸、换热及再生4个环节:吸收环节使天然气中的酸性气体脱除到规定指标;闪蒸用于除去富液中的烃类;换热系统则用富液回收贫液的热量;再生部分将富液中的酸性气体解吸出来,以恢复MDEA的脱硫性能[3]。

目前,电渗析装置多应用于水处理行业,如锅炉给水净化处理、反渗透膜浓水处理、物料浓缩、海水脱盐淡化等领域,而利用电渗析去除MDEA溶液中的热稳定盐则多处于试验、研发阶段,对于实际工程应用实验仅有少量报道,如2009年,王俊等[16]人通过小型试验,认为电渗析装置脱除醇胺液中HSS具有连续、清洁及经济等特点;2008年,黄川徽[17]通过试验研究认为用双极膜法脱除热稳定盐是完全可行的、结构简单、污水排放量小,具有非常好的环境保护意义;2014年,Stepan Bazhenov等[18]采用电渗析技术对单乙醇胺(MEA)吸收酸性气体CO2后,对溶液中热稳定盐进行脱除,提供了可行性应用参数。
本胺液净化项目采用均相膜电渗析技术,对中国石化中原油田普光净化厂730 m3MDEA溶液中的HSS进行脱除应用研究,考察在实际应用中电渗析技术脱除HSS盐、包括Cl-、Na+的去除效率及MDEA的损耗情况,以期为胺液净化提供一种新的工艺路线。
1 实验部分
1.1实验装置
电渗析器的主要部件为阴、阳离子交换膜、隔板及电极3部分。隔板构成的隔室为液体流经的通道。极水由一定浓度的Na2SO4溶液构成,具有导电和冷却极板作用。淡水脱盐去除离子经过的隔室为淡水室,浓水富集离子经过的隔室为浓缩室。若把阴、阳离子交换膜与浓、淡水隔板交替排列,重复叠加,再加上两端一对电极就组装成一台电渗析器,如图1所示,其中淡水指脱盐净化后的胺液;浓水指净化后富集的浓盐液;原水指高含热稳定盐的胺液。

电渗析是在外加直流电场的作用下,利用离子交换膜的选择透过性使离子从一部分水中迁移到另一部分水中的物理化学过程。当高含热稳定盐的胺液进入电渗析淡水室系统后,在电场迁移的作用下,淡水室内部离子发生定向迁移,阴离子透过阴离子交换膜,阳离子透过阳离子交换膜,最后在浓水室中得到浓液,从而达到净化胺液的目的。
本次构建胺液净化电渗析装置,膜片数共有200对,膜面积242 m2,整套膜堆主要由阳-阴离子交换膜依次构成,阳极室覆均相阳离子交换膜,阴极室覆均相阴离子交换膜,阳极和阴极采用钛基电极板,选用的膜片性能参数见表1。
1.2实验试剂
现场提供730 m3MDEA高含盐胺液进行脱除胺液热稳定盐的实验数据监测。其中,MDEA质量分数41.47%,热稳定盐质量分数3%,Cl-质量浓度1 300mg/L;Na2SO4质量分数l%;采用1%(w)的盐酸溶液进行清洗,1%(w)的NaOH溶液中和循环冲洗。
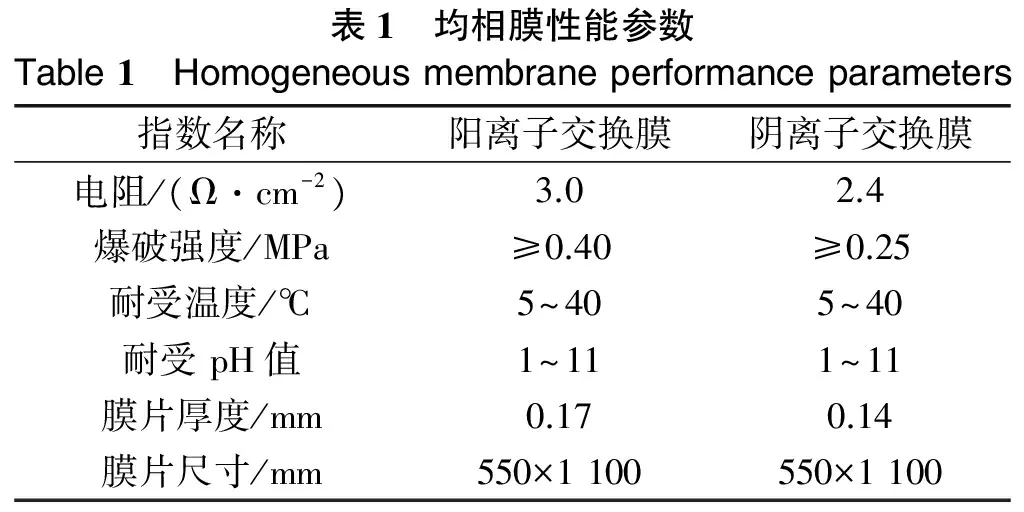
表1 均相膜性能参数Table1 Homogeneousmembraneperformanceparameters指数名称阳离子交换膜阴离子交换膜电阻/(Ω·cm-2)3.02.4爆破强度/MPa≥0.40≥0.25耐受温度/℃5~405~40耐受pH值1~111~11膜片厚度/mm0.170.14膜片尺寸/mm550×1100550×1100
1.3实验方法
在直流电压50~150 V、电流10~100 A、流速5~10 m3/h、温度5~40 ℃下运行,极水室系统进入质量分数为1%的Na2SO4溶液进行导电及冷却电极板循环应用;淡水室系统进入质量分数为41.47%含热稳定盐的MEDA胺液进行循环;浓水室系统进入脱盐水进行循环。当淡水室中MEDA胺液热稳定盐质量分数达到0.5%时结束。
2 结果与讨论
2.1热稳定盐HSS去除分析

由图2得知,电渗析设备经过42天的运转,现场730 m3MDEA溶液中热稳定盐质量分数由3%逐渐降至0.5%,符合MDEA工艺的应用指标。在电渗析设备开始运行时,现场设备出现了一次波动,热稳定盐质量分数由1.8%反弹至2.5%,淡水室电导率数值下降非常缓慢。推测可能是离子交换膜出现了堵塞,及时采用盐酸对浓水室、淡水室进行化学清洗后,电渗析设备又恢复正常。
2.2Cl-去除分析
醇胺溶液中存在的Cl-易取代FeS中的S2-,与Fe2+结合后形成易溶于水的物质,从而破坏致密的FeS保护层,造成设备和管线的腐蚀,严重危害工艺设备的安全平稳运行。检测分析730 m3MDEA溶液中Cl-质量浓度为1 300 mg/L,在电渗析电场的作用下,经过42天的运转时间,淡水室Cl-质量浓度变化情况见图3。

由图3可知,在电渗析电场的作用下,胺液淡水室中阴离子透过阴离子交换膜,Cl-质量浓度由最初的1 300 mg/L降至200 mg/L,表明在胺液净化应用中,电渗析设备对Cl-的去除效率达到84.61%。
2.3Na+去除分析
在电渗析电场的作用下,胺液淡水室中离子发生定向迁移,阴离子透过阴离子交换膜,阳离子透过阳离子交换膜,逐渐降低了淡水室中的离子含量。经过42天的运转时间,现场检测分析MDEA溶液中Na+质量浓度的变化情况见图4。
由图4可知,在电渗析电场的作用下,胺液淡水室中阳离子透过阳离子交换膜,Na+质量浓度由最初的4 200 mg/L降至700 mg/L,表明电渗析设备在胺液净化应用中,对Na+的去除效率达到83.33%。

2.4胺液MDEA损耗分析
实验现场分析胺液中MDEA质量分数为41.47%,电渗析设备经过42天的运转,净化后MDEA质量分数约40.42%,见图5。
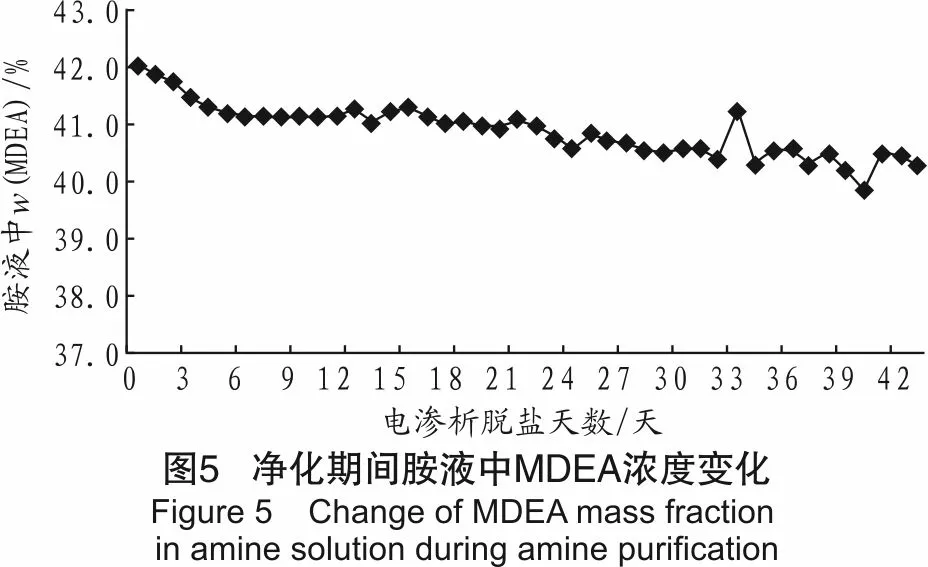
根据净化前、后胺液罐体液位的高度,其初始高度5.84 m、净化后高度5.83 m,按照136.85 m3/m折算胺液总量及胺液质量分数,初始质量分数为41.47%、净化后质量分数为40.42%,胺液密度按1 g/cm3计算,MDEA损耗率为3.23%。计算过程如下:净化前胺总量为5.84 m×136.85 m3/m×41.47%=333.27 m3;净化后胺总量为5.83 m×136.85 m3/m ×40.42%=322.49 m3,得出净化过程中MDEA损耗率=(333.27-322.49)/333.27=3.23%。
对于胺液脱盐净化现场的MDEA损耗,分析认为,胺液中存在质子化的MDEA·H+,在电场力的作用下,由于离子的迁移与浓差扩散导致部分MDEA·H+穿过阳离子交换膜进人浓水室,造成MDEA的损耗。这与王俊等[16]在膜类型选择中的描述一致,认为胺液中存在一些发生质子化的MDEA·H+,由于离子的迁移与浓差扩散,质子化的MDEA·H+穿透阳离子交换膜进入浓水室,造成原液MDEA的迁移损失。
2.5电渗析能耗分析
电渗析是在消耗外加直流电场的作用下,利用离子交换膜的选择透过性,强制性使离子从淡水室迁移到浓水室的一种物理化学过程。实验现场对730 m3MDEA溶液净化前与净化后进行计量,其热稳定盐质量分数由3%降至0.5%,共消耗电能11 322 kW·h,平均每净化1 m3MDEA溶液需消耗电能15.5 kW·h。
此外,由于浓水室需要添加除盐水,在电渗析胺液脱盐过程中添加除盐水73.5 m3,平均每净化1 m3MDEA溶液需消耗0.1 m3除盐水。与目前石化行业广泛采用的离子交换树脂脱热稳定盐技术相比较,电渗析技术仅排放较少的浓水,不产生酸碱再生废液,故在环保排污方面具有一定的优势。
3 结 论
(1) 采用电渗析装置可对N-甲基二乙醇胺溶液中热稳定盐、Cl-、Na+进行脱除净化,实现MDEA溶液的再生循环利用。
(2) 电渗析法脱除热稳定盐技术具有设备结构简单、占地空间小、自动化程度高的优势,其污水排放量小,有利于环境保护。
(3) 本实验由于醇胺溶液中存在质子化的MDEA·H+,造成少量胺液损耗,对于如何去除质子化的MDEA·H+和避免胺液损耗,有待进一步研究。
[1] 颜晓琴, 孙刚, 叶茂昌, 等. 关于MDEA在天然气净化过程中变质特点的探讨[J]. 石油与天然气化工, 2009, 38(4): 308-312.
[2] 王亚军, 李春虎, 薛真, 等. 溶剂法脱除天然气中有机硫的原理及发展趋势[J]. 天然气与石油, 2015, 33(3): 28-32.
[3] 刘君, 王三反. MDEA脱硫工艺降解产物及分离方法的研究[J]. 北方环境, 2013, 25(7): 29-31.
[4] SHAO J, 陆侨治. 解决胺厂操作问题的最新进展——利用AmiPur再线去除热稳态盐[J]. 石油与天然气化工, 2003, 32(1): 29-30.
[5] 林霄红, 袁樟永. 用AmiPur胺净化技术去除胺法脱硫装置胺液中的热稳定性盐[J]. 石油炼制与化工, 2004, 35(8): 21-25.
[6] 吴述超, 胡荣宗, 黄维雄, 等. 电渗析离子交换-离子色谱法检测脱硫胺液中的热稳态盐[J]. 石油化工, 2006, 35(4): 384-388.
[7] 万征平, 胡科先, 刘学蕊, 等. 脱硫溶液中热稳定盐含量的分析研究[J]. 石油化工应用, 2013, 32(7): 95-98.
[8] 江晶晶, 任挺, 张强, 等. MDEA脱硫溶液腐蚀性能影响因素研究[J]. 石油与天然气化工, 2014, 43(5): 472-477.
[9] 王仕伟. 浅析热稳定盐对胺液脱硫装置的影响[J]. 石油化工技术与经济, 2016, 32(4): 46-49.
[10] 李宪华, 邹广. 胺液再生装置的腐蚀与防护[J]. 河南化工, 2011, 28(4): 5-8.
[11] 陈燕萍, 张世方. 脱硫胺液系统的整治[J]. 炼油技术与工程, 2016, 46(1): 21-24.
[12] 孙姣, 孙兵, 姬春彦, 等. 天然气脱硫过程的胺液污染问题及胺液净化技术研究进展[J]. 化工进展, 2014, 33(10): 2771-2777.
[13] 曹全胜, 罗芳. 离子交换法再生脱硫胺液[J]. 水处理技术, 2006, 32(3): 54-57.
[14] 梁明. 炼油厂胺液净化新技术的试验研究[J]. 广东化工, 2010, 37(1): 88.
[15] 王秀珍. 离子交换技术脱除胺液中硫酸根——劣化胺液净化侧线试验[J]. 炼油技术与工程, 2011, 41(5): 15-17.
[16] 王俊, 张运, 陆克平. 电渗析法连续脱除醇胺溶液中的热稳态盐[J]. 石油化工, 2009, 38(10): 1076-1080.
[17] 黄川徽. 双极膜电渗析再生有机胺脱硫剂[D]. 合肥: 中国科学技术大学, 2008.
[18] BAZHENOV S, VASILEVSKY V, RIEDER A, et al. Heat stable salts (HSS) removal by Electrodialysis: reclaiming of MEA used in post-combustion CO2-capture[J]. Energy Procedia, 2014, 63: 6349-6356.
Applicationofheatstablesaltsremovaltechnologybyelectrodialysisinnaturalgaspurificationplant
LiChao1,WangYongjun2,LuGeorge1,ZhanGuoren1,XieWeimiao1
1.ZhejiangHighnewEnvironmentalTechnologyCo.,Ltd,Hangzhou,Zhejiang,China; 2.SinopecDazhouNaturalGasPurificationCo.Ltd,Dazhou,Sichuan,China
The application of electrodialysis technology in removing the heat stable salts (HSS) in 730 m3N-methyl diethanolamine (MDEA) solution of Puguang Natural Gas Purification Plant were analyzed. The results showed that in 200 pairs of homogeneous membrane and 100 V voltage operating conditions, the HSS mass fraction in the MDEA solution reduced from 3% to 0.5%, Cl-mass concentration reduced from 1 300 mg/L to 200 mg/L, Na+mass concentration reduced from 4 200 mg/L to 700 mg/L, MDEA concentration reduced from 41.47% to 40.42%. In addition, the electrodialysis desalination technology has the advantages of high efficiency, environmental protection, and no acid and alkali regeneration, which offers a new technical route for the purification of MDEA solution.
electrodialysis, MDEA, heat stable salts, Cl-
TE644
B
10.3969/j.issn.1007-3426.2017.05.003
2017-03-24;编辑温冬云
李超(1976-),男,工程师,2010年毕业于新疆农业大学生物化学专业,研究生学历(理学硕士),现就职于浙江海牛环境科技股份有限公司研发部,从事物料分离净化与水处理研究工作,已发表论文及专利近10篇。E-maillichaoln@163.com
陆侨治(1965-),男,加拿大籍,博士,“千人计划”国家特聘专家,中国石油大学教授,浙江海牛环境科技股份有限公司董事长。E-mail:george.lu@zjhighnew.com