R&R透平防喘放气控制系统改进
2017-11-01林建伟肖玉华许海峰
林建伟 肖玉华 许海峰
(中海油能源发展采油服务公司渤中FPSO作业公司 天津 300457)
R&R透平防喘放气控制系统改进
林建伟 肖玉华 许海峰
(中海油能源发展采油服务公司渤中FPSO作业公司 天津 300457)
主要介绍了明珠号R&R透平的防喘振系统,通过分析速度感应阀在机组中的作用原理,特设计新增电磁阀代替速度感应阀。
R&R透平;喘振;控制系统改进
引言
压气机喘振是气流沿压气机轴线方向发生的低频率,高振幅的震荡现象。这种低频率高振幅的气流振荡是一种很大的激振力来源,它会导致发动机机件的强烈机械振动和热端超温,并在很短的时间内造成机件的严重损坏,所以在任何状态下都不允许压气机进入喘振区工作。
1 R&R透平防喘简介
燃气轮机的防喘系统功能为防止机组启机过程中压气机系统内形成气流的紊乱造成的机组喘振。对于明珠号的R&R透平防止喘振的办法主要借助于安装在机组第5级和10级的共8个防喘放气阀,在启机过程中释放机组启机过程部分压气机d的压缩气体,使得机组顺利渡过喘振转速区,当速度感应阀检测到机组达到12600r/min后,通过速度感应阀导通14级PCD(pressure compressor discharge)气源,关闭防喘阀以达到防止喘振的目的。
R&R主机的防喘系统包括以下几个主要组件,如图1。
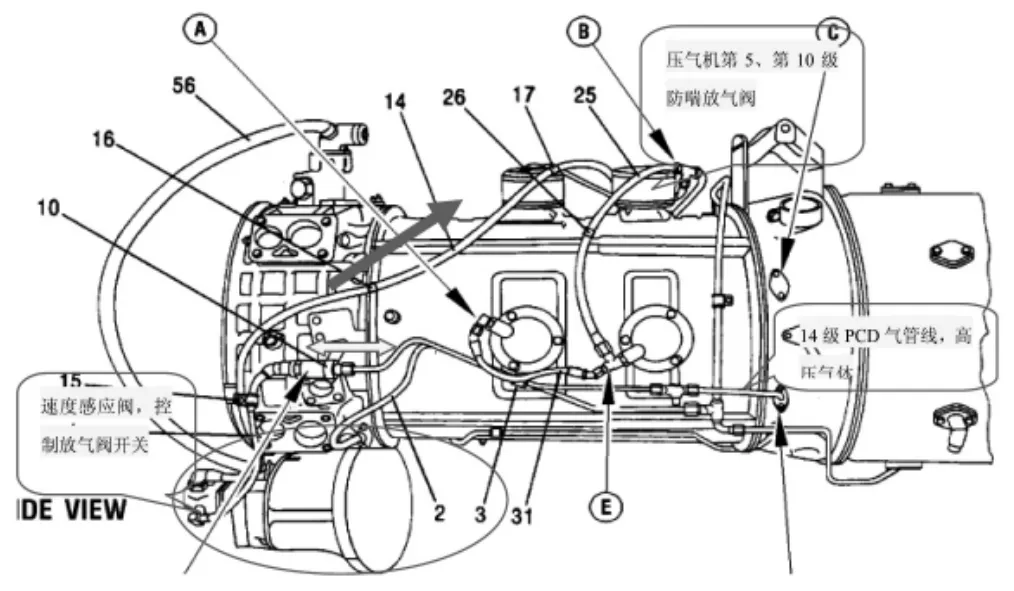
图1 R&R透平防喘放气系统
其中,速度感应阀是防喘系统中的关键组件,它包含阀体和速度感应两部分,阀体主要用于切断和导通从压气机第14级来的PCD气源,分别关闭第5级和第10级的共8个防喘放气阀。速度感应部分利用由齿轮组件(accessory gear box)传动过来的转速信号和其重锤作用来驱动阀芯的开关动作,机组在低于12600r/min的时候速度感应阀处于关闭状态,防喘放气阀由外部8公斤仪表气源打开;机组超过12600r/min时速度感应阀处于打开状态,导通14级高压PCD气源关闭防喘放气阀。
其阀内部结构如下图:
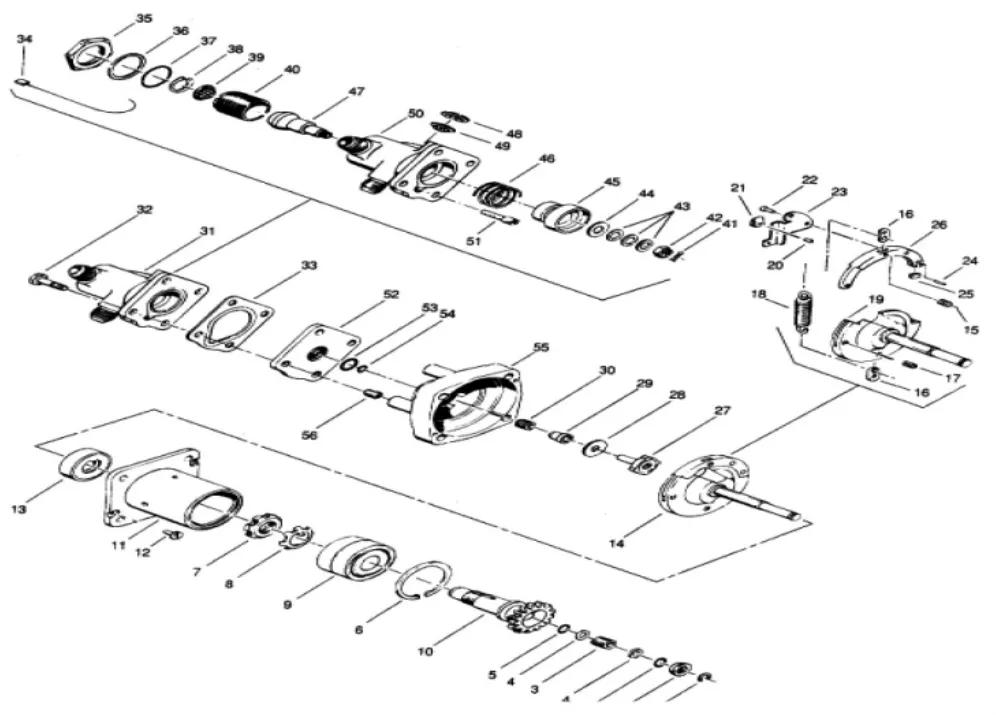
图2 速度感应阀组件内部结构
2 防喘系统改进背景
速度感应阀在这种早期的机组中应用非常广泛,原因是当时的电气自动化控制技术并不先进(90年代初期),所以只能利用齿轮传动等机械方式来取得精准的速度信号并做出相应的控制,然而该技术已经较为落伍了,这给我们的机组维护工作带来多有不便。(此处以该机组燃油系统为例证:该机组初期的燃料控制是利用伍德沃德的机械调速器,即使用转速来控制燃料量,而如今明珠号两台机组的燃料系统都经过了改进,改由速度传感器+PLC程序+电动伺服燃料阀模式来控制。由此我们不难推断出当时防喘速度感应阀并未作改进并持续应用到现在)。
由图2可知速度感应阀结构较为复杂精细,又因机械性传动件较多而且转速高,长期运转后必然有机械性疲劳损伤等产生,造成速度感应阀功能失效,无法实现防喘功能。
明珠号R&R 501-KB5透平已经有近20年的历史,在机组的正常操作运转过程中我们发现平均2年时间就需要更换一个速度感应阀,现在此501-KB5机组已经停产。明珠号自去年4月份临时复产以来有过两次速度感应阀损坏造成R&R机组无法启机现象。第一次是2010年11月,R&R透平A机由于速度感应阀失效造成放气阀无法关闭,机组虽然在14200r/mim正常启机运行,但是由于防喘放气阀无法关闭,造成机组第5级和第10级的高压高温气体泄漏在机组橇块内部,很快不到10分钟造成机组滑油高温而停机,好在当时库房有一个新的速度感应阀,能及时更换换新,未因电站问题对生产造成影响;第二次时2011年2月,R&R透平B机发生类似现象,由于没有备件,造成机组近30天无法运转,期间对电站运行造成一定的影响。

图3 明珠号R&R透平机组故障速度感应阀
图4 新老机型速度感应阀对比
由于R&R厂家新机型很少采用速度感应阀控制,所以造成速度感应阀在备件采购时遇到采购周期长、采购途径狭窄、费用昂贵、返修周期长且维修费用高等困难和制约,一旦我们的机组缺少备件,将对海上生产产生很大影响。
3 改进方案
为了避免以上所述不利影响,同时参考SOLAR机组防喘控制模式,并在R&R机组2010年12月年检时从外方服务人员处验证了改进的可能性和可行性,建议将防喘放气系统控制模式改变为:取机组现有速度传感信号作为机组防喘放气阀门开关的速度依据,在PLC程序中添加一个输出信号点,用于控制PCD气管线上新加的电磁阀来通断PCD气源。
如图5所示:
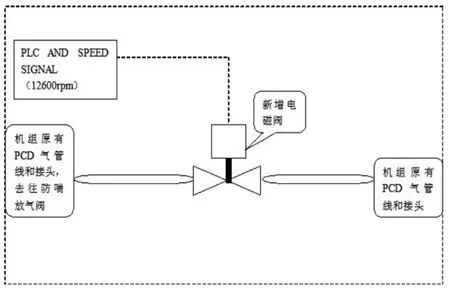
图5 改进后的防喘放气控制模式
4 改进方案的效果和可操作性预期
首先利用电磁阀改进后,由于只是采用了机组现有速度信号和控制信号以及电磁阀作为执行原件,能够做到精确防喘控制,另外电磁阀也不易损坏,大大降低了设备故障率,提高设备可靠性的同时节约了潜在的经济成本。
其次通过与厂家服务人员沟通,现场协助施工应该可以达到预期的效果。具体施工步骤如下:
(1)准备备件材料
(2)机组电气及机械隔离
(3)PCD管线改造
(4)PLC程序修改
(5)施工完毕后现场检查确认
(6)启机实验