注塑工艺对环境友好材料绝缘拉杆电气和力学性能影响
2017-10-24
(苏州阿尔斯通高压电气开关有限公司,江苏 苏州 215129)
注塑工艺对环境友好材料绝缘拉杆电气和力学性能影响
付赛
(苏州阿尔斯通高压电气开关有限公司,江苏 苏州 215129)
短玻纤增强聚对苯二甲酸丁二醇酯(简称PBT)材料具有优良的环境友好性能。本文研究基于短玻纤增强PBT材料拉杆的注塑成型特性以及注塑成型工艺对于拉杆的电气性能(主要是局部放电性能)和力学性能(主要是拉伸性能)的影响。使用50 wt% 增强PBT材料,研究了注塑参数和注册浇口位置对绝缘拉杆的局部放电性能和拉伸性能的影响。结果表明:在高速充模模式下注塑所得拉杆的局部放电性能较差,拉伸断裂拉力很低。使用中等和较低注塑速度充模所得到的拉杆有较高的局部放电性能和较好的拉伸断裂拉力。从中间位置的浇口注塑能够显著的提升拉杆的局部放电性能,而使用端部浇口注塑拉杆则能够得到较高拉伸断裂拉力。
聚对苯二甲酸丁二醇酯;PBT;环境友好;注塑;玻纤增强;局部放电;拉伸强度
1 背景
随着世界环境状况的日益恶化,尤其是现在全球共同关注的废弃物和有害气体对环境造成日益严重的污染问题,欧美等工业发达国家已经开始要求产品制造商承担对于固体废弃物回收处理[1]。以环氧树脂为代表的热固性复合塑料,尽管其具有极其优良的电气和机械性能,但是环氧树脂稳定的不溶不熔的化学特性使得回收环氧树脂变得异常的艰难。有资料统计,75%的环氧树脂产品仅仅进行填埋处理[2]。因此环氧树脂的使用造成了相当程度的环境负荷。在这种形势下,热塑性复合塑料以其轻质高强、抗冲击性能优于热固性复合塑料、成型时间短、尤其突出的是基于热塑性塑料的产品废弃物可以得到有效的回收再利用等独特优点,在世界范围对环境保护意识日益增强的今天,已经成为了世界复合材料的关注热点[2]。
基于此,原法国Areva公司输配电部门(现苏州阿尔斯通公司)希望能够开发出一种基于热塑性塑料中压开关拉杆产品,以代替其原始的基于环氧树脂的中压开关拉杆,同时揭示出在电气绝缘领域内环境友好设计的设计理念和方法学。文献[2-3]详细的阐述了环境友好材料的选择方法:首先基于模糊性能评判原理对材料的物性进行选择和评价;对满足功能性要求的备选材料进行环境性能评价,最后选择同时满足功能性要求和环境性能要求的材料作为二氧化硅填充环氧树脂的可能的环境友好型替代材料。在市场上常用的热塑性材料包括聚对苯二甲酸丁二醇酯(PBT)、聚对苯二甲酸乙二醇酯(PET)、聚碳酸酯(PC)、聚苯硫醚(PPS)、聚芳酰胺(PARA)中,文献[3]和文献[4]发现玻纤增强PBT热塑性塑料具有取代环氧树脂的潜在优势。并由此提出了基于玻纤增强PBT(GF-PBT)热塑性塑料绝缘拉杆的设计构想。通过详细研究了三种玻纤增强PBT:PBTGF50%(50%短纤维玻纤增强)、PBTGF30%(30%短纤维玻纤增强)和PBTGF30%(30%长玻纤增强)的电气,机械和热学性能。得出:三种材料都有良好的绝缘和机械性能,但是考虑到相较于长纤维增强材料,短纤维增强材料更容易注塑,同时基于拉伸性能方面的考虑,玻纤含量较高的PBTGF50%有高的拉伸强度,所以主要考察是50%玻纤增强的PBTGF50%,并针对这种材料,设计了新的形状的拉杆。设计的拉杆结构示意图如图1所示。

图1 拉杆结构示意图
最终得到的PBTGF50%拉杆还需要评价其电气性能和力学性能:其中电气性能主要考察其局部放电性能和力学性能又拉伸性能来评价即拉伸断裂拉力。之所以这两项性能如此关键是基于以下考虑:在中压断路器中,拉杆是一个动态力学结构件。它的作用是传递拉力闭合开关,理所应当拉伸断裂拉力是拉杆最为重要的性能之一。而对于局部放电性能来说,它体现了拉杆内部的状况。局部放电对于绝缘产品的损害是非常巨大,局部放电会逐渐腐蚀、损坏绝料,使放电区域不断的扩大,最终导致整个绝缘体的击穿,因此必须把局部放电限制在一定水平之下。一般的电气绝缘产品出厂时都要进行局部放电测试,这是考量电气绝缘产品质量的重要指标[5]。
绝缘拉杆可以使用注塑成型的加工方式。最终注塑同时注塑参数组合(注塑时间、熔体温度、模具温度、保压时间等等),在很大程度上影响着拉杆成品的性能指标。合理的工艺参数直接决定着塑件的质量,尤其对于高电压电气用绝缘件,由于要承受高电压、并可能长期在湿热环境下工作,塑件内的气泡和裂纹对产品的使用寿命有着至关重要的影响。文献[6]给出了注塑参数对塑件成型质量的影响程度,如图2所示。从该文献可以看出,研究材料的注塑成型工艺是必要的。

图2 注塑参数对塑件成型质量的影响
所以本文详细讨论注塑参数对于绝缘拉杆的性能影响,并给出如果通过优化注塑成型的参数优化绝缘拉杆的性能。除了注塑参数以外,浇口的设计和浇口的位置对于注塑成品的最后性能也有重要的影响。在注塑系统中,浇口是注塑的终点。塑料熔体最终通过浇口进入型腔。浇口的设计主要包括浇口的数目、位置、形状和尺寸的设计,其设计好坏对制品的质量和可成型性影响很大。比如浇口位置能够直接影响到模具的排气,翘曲和收缩、过压和填充不充分等[7-8]。一般来说,单浇口设计更有利于材料、温度、压力的均匀分布以及取向[8]。所以本文同时也分析浇口的位置和大小对注塑成型结构件的影响。为将来基于热塑性塑料注塑成型绝缘结构件加工提供参考,进一步的推动环境友好绝缘的发展。
2 材料与方法
2.1 PBTGF50%拉杆注塑成型
选用PBTGF50%材料(Dupont PBTGF50%®)为备选材料进行拉杆注塑成型。设计如图3的模具,该模具为一模两腔,采用分流道系统,模具为热模,内部装设有加热棒。模具型腔的材质为强度较高的X30Cr13,并进行淬火处理,表面硬度达到48/52HRe。模具的其他部分则采用普通45#钢制作。
拉杆的加工是由注塑机来实现的。我们选择的注塑加工设备是江苏宁波海天注塑机生产公司生产的HAITIAN HTF 250×1。该设备为数控半自动式、单螺杆注塑机,该设备的最大一次注射量为442cm2,所能安装的最大模具尺寸为570mm×570mm,最大锁模力为250吨。拉杆的注塑加工是按照固定的模式来进行的,PBTGF50%粒料在加工前首先要进行严格的干燥预处理,我们所选择的干燥处理方法是在120℃的烘箱内连续烘干6小时[9]。同时,还要在原料装入注塑机前,提前将模具加热到设定的模具温度。在玻纤增强PBT原料干燥处理完成后,并在模具温度达到设定温度后,将玻纤增强PBT粒料加入料斗,就可以加入注塑机进行加工。加工前的最后一道工序就是设定注塑工艺参数,这些参数必须达到设定的数值,方可进行注塑加工。
PBTGF50%拉杆的注塑成型后形状如图4所示。根据现场注塑的结果表明塑件表面光洁,尺寸稳定,符合加工要求。尺寸结果表明拉杆模具设计是合理的,有利于玻纤增强PBT材料成型的,同时也表明玻纤增强PBT具有很好的加工成型特性。

图3 加工成型后模具实物

图4 加工成型后模具实物
2.2 PBTGF50%拉杆性能测试指标
拉杆的局部放电测试要求是:室温环境中,在45kV的电压下,放电量≤5pC。拉杆在进行放电测试前,必须进行表面清洁,并进行干燥处理。进行局部放电测试时,电压的加载方式按照图5。测试设备为HAEFELY TE571。
拉杆的拉伸性能要求是:在-40℃、20℃和90℃三个温度在0kN开始以5kN/mm的加载速率加载荷至14kN,然后在14kN保持2min。拉伸试验的使用的实验设备是MTS880。具体的拉力测试步骤是:
步骤一:在室温下按照局部放电测试具体要求进行局部放电性能测试,测试结果要满足要求。

图5 局部放电电压加载方式
步骤二:按照上述拉力加载方式进行拉伸测试,拉伸后不断裂,外表无裂纹。
步骤三:对拉伸后的试样再次进行局部放电性能测试,满足局部放电性能要求。
步骤四:对再次完成局部放电测试的试样进行拉伸测试,得到拉断拉力值。
2.3 注塑成型参数和浇口配置
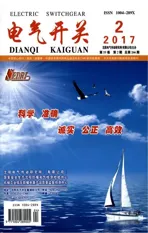
为了详细讨论注塑参数对于PBTGF50%拉杆的性能的影响。实验采用三套注塑参数,分别代表三种不同的充模过程。其中注塑参数Ⅱ代表充模时间1.5s的快速的充模过程,注塑参数Ⅲ代表充模时间10s的较慢的注塑过程,注塑参数Ⅰ则位于两者之间充模时间为5s。每个注塑参数测量5个试样。其他注塑参数包含注射速度,注射压力,保压时间等由对应的充模速度的需要经由现场调试后确定。需要说明的是针对某一玻纤增强热塑性塑料选择合理的注塑加工工艺参数是一个相对复杂的过程,不同的注塑参数之间存在着巨大的影响,并没有一个相对精确地公式或者是法则用来计算合适值。表1~表3是三种速度充模模式现场实验的具体参数设置。
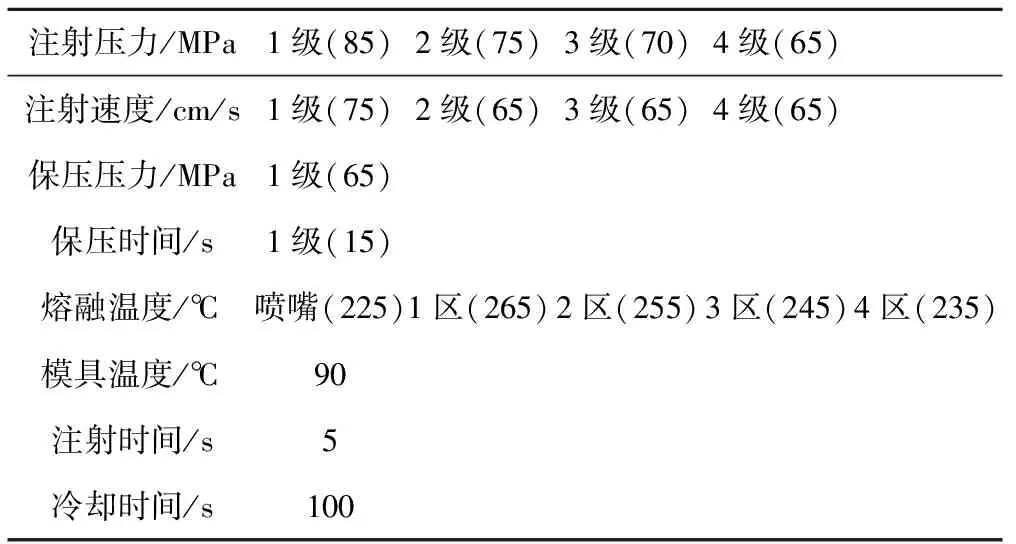
表1 拉杆注塑工艺参数Ⅰ

表2 拉杆注塑工艺参数Ⅱ

表3 拉杆注塑工艺参数Ⅲ
为了考察浇注系统对于局部放电性能的影响,除了默认的浇口A设计方案以外(前述注塑参数影响中使用),还设计了另外一种浇注系统进行注塑 (浇口B,图6)。浇口A是半圆形,尺寸为1mm宽,0.5mm深,注塑位置在在拉杆的端部;浇口B的形状与浇口A完全一样,只不同的是注塑位置,浇口B的注塑位置在拉杆的中间部位。
3 结果与讨论
3.1 注塑参数组合对拉杆性能的影响
表4列出了三种注塑参数所得拉杆的起始放电电压和熄灭电压的平均值(括号表示测量的范围),以此来对比三种注塑参数所得拉杆的局部放电性能。
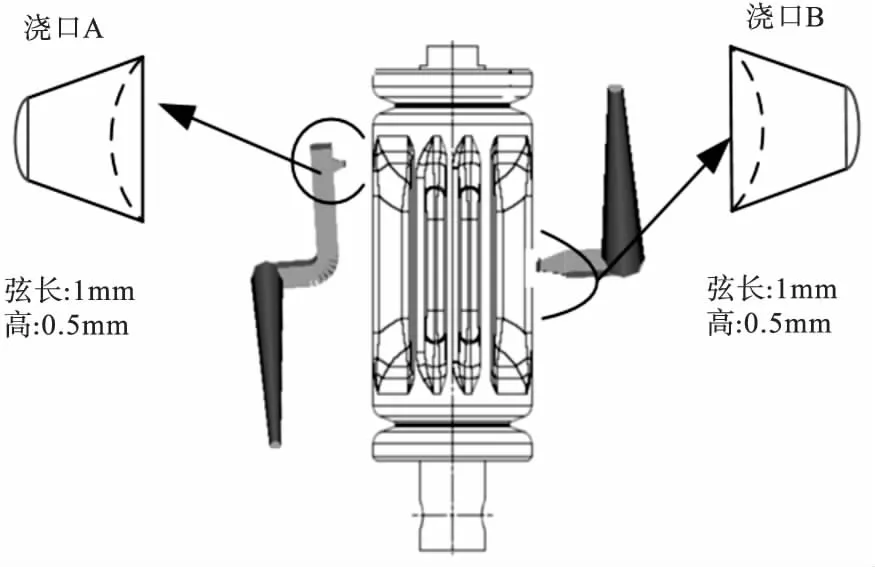
图6 浇口形状设计图
可以看出,基于注塑参数Ⅰ的PBTGF50%拉杆局部放电的起始放电电压较高,明显高于45kV。但是熄灭电压较低,拉杆局部放电后熄灭相对困难,无法满足45kV小于5pC的要求。根据14kN拉力下保持2min实验后再次进行局部放电测试的结果可以看到起始放电电压和熄灭电压基本与原来持平。这说明拉力耐受实验对于注塑参数ⅠPBTGF50%影响不大。
表4 三种注塑参数局部放电性能对比
注塑参数Ⅰ的基础上尽可能的提高充模速率,就得到注塑参数Ⅱ。从现场充模实际情况来看,注塑参数Ⅱ采用的1.5s的充模时间已经达到该形状拉杆的极限,再提高充模速度会造成无法正常完成充模。注塑参数Ⅱ PBTGF50%拉杆的初始局部放电起始放电电压的分散性不大,最高值和最低值之间相差大概为9kV。同时起始放电电压较低,最高值仅为50kV,仅比要求的45kV起始放电电压高出5kV。而熄灭电压分散性较大,绝大多数拉杆试验的熄灭电压远远低于45kV,拉杆试样在三种温度下经过拉力耐受测试后,局部放电性能没有明显的变化,拉杆试样内部未有明显损伤。
注塑参数Ⅲ是慢速的充模。注塑参数Ⅲ所得的拉杆初始局部放电结果具有较好的一致性,且起始放电电压高于45kV。其熄灭电压较低,远低于45kV。对于注塑参数Ⅲ的PBTGF50%拉杆,经过14kN拉力保持2min实验后局部放电性能也没有降低。
总结可得注塑参数Ⅱ所得PBTGF50%拉杆的初始局部放电性能最低,注塑参数Ⅰ和注塑参数Ⅲ的PBTGF50%拉杆初始起始放电电压接近,但是注塑参数ⅠPBTGF50%拉杆的熄灭电压要明显好于注塑参数参数Ⅲ所得的拉杆。
对于拉伸实验,表5的结果表明,对于注塑参数Ⅰ和注塑参数Ⅲ所得的PBTGF50%拉杆来说,在常温和低温的拉伸性能非常优秀,接近30kN,大大的超过了20kN的合格标准。而在90℃下,拉杆的拉断力有了非常明显的下降,较常温和低温下的拉断力低8kN左右。纵向比较三种注塑参数拉杆拉伸断裂拉力,可以看出:注塑参数Ⅱ所得拉杆的拉伸断裂拉力显著的低于其余两种注塑参数所得到的拉杆,在-40℃和在20℃下,仅刚刚高于20kN。90℃的高温下的三种注塑参数所得到的拉杆的拉伸断裂拉力趋近一致。

表5 三种注塑参数PBTGF50%拉杆拉伸性能测试结果
注塑拉杆断面截面如图7所示,可以看出断裂总是发生在拉杆的浇口的位置。

图7 第一批注塑PBTGF50%拉杆断面图
从局部放电和拉伸拉伸试验的结果来看,注塑参数Ⅰ也就是中等速度的充模过程可以取得相对较好和平衡的性能。影响拉杆局部放电性能的诸多因素中,拉杆中的气泡是最为重要的一个。这是因为一般而言,固体的击穿电压非常高,所以拉杆的局部放电测试中,固体的放电应该是非常小的。玻纤增强PBT拉杆的局部放电电荷绝大部份来源于拉杆制品中的气穴:因为气体的介电常数远小于固体材料的介电常数,在交变电场下,电场强度的分布反比于介电常数,这就是说,如果在液体或固体介质中含有气泡,则气泡中的电场强度要比周围介质的高,然而气体的击穿场强却固体介质低很多,因此气泡就会在较低的电压下发生放电。PBTGF50%拉杆注塑时,气穴的产生主要是来源于充模过程:(1)塑料熔体流动混乱从而卷入气体;(2)塑料熔体在流动过程由于摩擦(主要是内摩擦)升温分解[10]。
所以评估三种注塑参数对拉杆局部放电性能的影响最主要的就是分析和估计三种注塑参数所可能引起的气泡数量的多少和塑料熔体流动过程的温升。采用较高的注射压力和较短的注射时间,这样可以提高注塑时型腔内的填充密度,使塑料基体与金属嵌件之间粘结更好,但是如果注射压力过大和注射速度过快反而会增加塑料熔体在型腔内的紊流程度,使得塑料熔体容易卷入气体形成气泡,同时也不利于型腔的充分排气,损害其局部放电性能。同时注塑速度过快,气体被迅速压缩,温度会急剧上升,有可能烧蚀碳化与其相接触的塑料熔体。但是如果注塑速度过慢,塑料熔体需要太长的时间充模,塑料熔体流动前锋由于冷却,其内部粘滞力加大,于是流动后期塑料熔体充模难度加大,出现充模不满影响其最终成品的电性能。
使用CAE工具Moldflow v.6.1可以模拟塑料熔体的充模过程,进而计算塑料流动前锋的温度和可能引起气穴的部位。图8是三种注塑拉杆充模过程可能发生气穴的地方。可以看出三种注塑参数可能发生气穴的位置非常相似,主要分布在拉杆的两端,其中又以浇口的对面端气穴分布最多。

图8 三种注塑参数对应气泡分布图
图9是塑料熔体流动前锋的温度分布计算。热塑性塑料在充模过程中由于内摩擦和与型腔壁的外摩擦会升温。由图9可见,使用注塑参数Ⅰ和注塑参数Ⅲ时,由于充模速度较慢,所以塑料熔体流动前锋的温度最高是283℃。而使用注塑参数Ⅱ时,由于充模速度过大,摩擦剧烈温度提升过快峰值温度高达290℃。玻纤增强PBT塑料的使用温度不能高于280℃[10],否则塑料熔体极易分解。所以使用注塑参数Ⅱ的充模过程塑料熔体有很大的可能性分解气化进而在拉杆成品中形成气穴影响其局部放电性能。

图9 三种注塑参数流动前锋温度
由CAE分析的结果可知注塑参数Ⅱ之所以会得到较差的局部放电结果,可能由于塑料熔体的分解,包裹气泡,导致其局部放电性能相对较差。而注塑参数Ⅰ和注塑参数Ⅲ所得拉杆的局部放电性能较好。
如前所述玻纤分布在很大的程度上影响了PBTGF50%拉杆的拉伸断裂拉力[11]。图10是使用Moldflow v.6.1 计算所得的三种注塑参数下PBTGF50%拉杆最终玻纤纵向排列。

图10 三种注塑参数所得拉杆玻纤分布
图中颜色由红到蓝代表玻纤纵向排列程度由高到低。由图10可得,经由注塑参数Ⅱ所得拉杆玻纤整体程度上纵向排列度最高,其次是由注塑参数Ⅰ所得的拉杆,经由注塑参数Ⅲ所得拉杆玻纤整体程度上纵向排列度最低。玻纤取向程度的规律可以从三种注塑参数中得到解释。三种注塑参数中,注塑参数Ⅱ采用了最快的充模速度和最高的充模压力,必然玻纤在沿着熔体流动方向上具有最高的取向程度。注塑参数Ⅰ次之,注塑参数Ⅲ最低。相应的,可以预测注塑参数Ⅱ所得PBTGF50%拉杆的拉伸断裂拉力最高,注塑参数Ⅲ所得的PBTGF50%拉杆的拉伸断裂拉力最低。与实际结果对比,注塑参数Ⅰ高于Ⅲ注塑参数理论分析相符。但是注塑参数Ⅱ所得到的拉杆的拉拉升强度较低,与理论分析不符合。这可能是由以下两种原因来解释:对于短玻纤增强材料来说,玻纤的平均长度在0.7~1.0mm之间,而浇口得尺寸为1mm,玻纤的尺寸可以与浇口得尺才相比拟,所以注塑参数Ⅱ使用的注塑参数过快,纤维在通过浇口时断裂过多,影响了其增强效果[12]。第二个原因:如前所述注塑参数Ⅱ注塑使得熔体温度在行腔中温升过高,PBT材料在此高温下会分解变性,产生大量的内部缺陷从而严重的影响了其在常温下和低温下的性能。
注塑拉杆的断裂总是在拉杆的浇口位置。这可以由图11中拉杆中玻纤的分布规律来解释。

图11 拉杆玻纤应力分布对比图
由拉杆的玻纤分布图11所示,不难看出浇口处的玻纤分布纵向度很低。这是因为当塑料熔体进入型腔后,被嵌件强行分为两股,这两股熔体在浇口的对面汇流。这样一种流动的结果导致浇口部分玻纤分布不规则。而在拉杆的中部,由于塑料熔体是沿着型腔往下流动,所以此处玻纤分布相较比较规则,玻纤取向度较高。因此PBTGF50%注塑拉杆在浇口处的拉伸强度是最低的。所以拉杆的断裂总是在浇口处发生。
3.2 浇口系统对拉杆性能的影响分析
使用浇口B进行注塑。注塑参数是以上述注塑参数Ⅲ为基准进行现场调整。从中间浇口B注塑所得的拉杆初始局部放电电压得到了提升。包括起始放电电压和熄灭电压都是在45kV以上满足标准要求。经过14kN拉伸耐受实验后,PBTGF50%拉杆的局部放电性能无明显变化,也满足45kV小于5pC的标准要求。

表6 不同浇口设计局部放电性能对比
注塑拉杆的拉伸断裂拉力见表7,测试方法同如前所述,为了简化测试程序所以仅仅进行了在20℃和90℃下的拉伸断裂拉力测试。
与表5中注塑参数I 所对应的拉伸强度对比,可得浇口B注塑的PBTGF50%拉杆拉伸断裂拉力较之前通过浇口A注塑得到的拉杆较低。在90℃高温下拉杆的拉伸断裂拉力同样显著降低,并与浇口A注塑所得参数接近。这是因为90℃高于PBTGF50%塑料的玻璃化转变温度,在90℃下,PBTGF50%进入高弹态,玻纤的增强作用减弱,所以两种浇口所得拉杆的拉伸断裂拉力趋向一致。

表7 不同浇口PBTGF50%注塑拉杆拉伸断裂拉力
对于从浇口B注塑的拉杆来说,其断裂位置发生了变化,如图12所示:浇口B注塑所得到的拉杆可以从中间位置断裂,也可以在两段断裂。
但是从实验中仍然还发现,从中间断裂的情况发生的较少,断裂仍然多数发生在端部嵌件处,这是因为相对于嵌件部位,中间部位的横截面积较大,所以断裂不会经常发生在中间浇口处。
与浇口B的充模模式相比较,浇口A充模模式的缺陷有如下几点:
(1)浇口A充模模式更容易产生内部气穴。气穴的位置可以分为两种:一种在表面,这代表气体在充模过程中被塑料熔体挤在此处。对于表面位置的气穴来说,在需要在此设计排气槽或者排气孔,方便气体排出以解决问题。第二种在内部,内部的气穴代表这部分气体是被塑料熔体包裹进了内部。内部气穴无法通过排气槽或者排气孔的手段加以解决,同时内部气穴的存在对于极大的降低了拉杆制品的起始放电电压,影响了拉杆制品的质量。图13是浇口B和浇口A充模产生可能产生的气穴的计算图。从图13可以看出浇口A模式的充模可能产生三处内部气穴,而浇口B的充模模式却没有一处内部气穴。

图12 浇口B注塑PBT拉杆断裂位置图
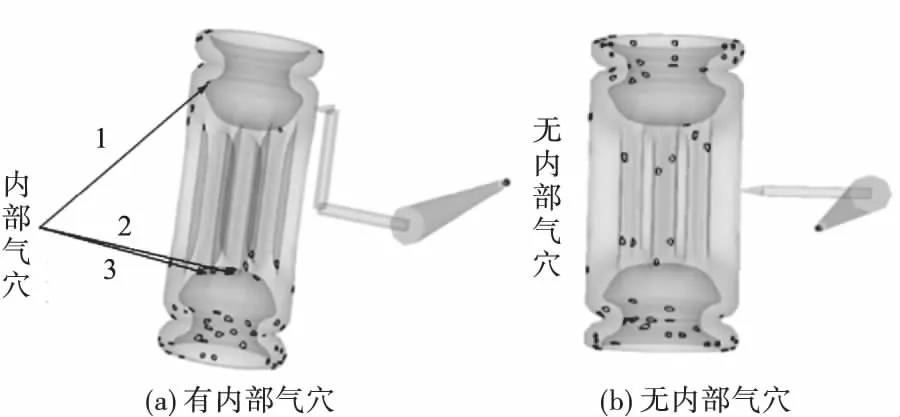
图13 两种浇口注塑气穴模拟分布图
此外浇口A的流动模式流程是浇口B的两倍,所以浇口A充模较浇口B要相对困难。流程是指塑料熔体流动前锋从浇口进入直至充模模腔所需要的流动的最大距离。流程越长代表塑料熔体所需要的流动的距离越大,那么塑料熔体熔体需要克服的摩擦力做工就越多,那么需要的注塑压力也就越大。
所以对同等程度的玻纤增强PBT热塑性塑料来说,从浇口B所得的拉杆制品比从浇口A所得的拉杆制品局部放电性能优异:浇口B充模为塑料熔体创造了一种更为合理的流动模式,因为能够更加充分的充模,降低缺陷和气穴生成的可能性,因而具有更为优秀的局部放电性能。
在相同注塑参数系统下,基于CAE软件(Moldflow v.6.1)分析两种浇口充模模式的玻纤分布,如图14所示。

图14 不同浇口设计玻纤分布图
纤维纵向取向因子,也就是拉力的加载方向上玻纤的取向程度。颜色从蓝色到红色取向因子越来越大,表示纤维的取向越来越接近于纵向。由图14可知,浇口A充模较之浇口B充模具有更高的纵向取向因子,浇口A充模的拉伸断裂拉力应该比浇口B高,也解释了实验的结果。
4 结论
本文研究了使用玻纤增强PBT材料的绝缘拉杆注塑成型,并对拉杆的抗拉性能和局部放电性能进行测试。研究了注塑成型参数、浇注系统对拉杆的性能的影响。为以后通过优化产品注塑成型的提供参考。
拉杆局部放电性能是决定于塑料流动。其中塑料熔体的流动速度、充模方式、和流动内摩擦力都影响最终拉杆成品的局部放电性能。使用相对缓慢的流动降低了塑料熔体卷入气泡的可能性,同时因摩擦而塑料熔体升温较小,塑料熔体不会因高温分解。浇口位置决定了塑料熔体的充模模式,极大的影响着拉杆的局部放电性能。当塑料熔体通过中间浇口进入型腔中时,塑料熔体是一种平衡和合理的流动。因此中间浇口注塑的拉杆具有比端部浇口注塑的拉杆更好的局部放电性能。玻纤增强绝缘拉杆的局部放电性能随着玻纤含量的增加而显著降低,这是因为玻纤的存在增加了塑料熔体的内摩擦力,降低了塑料熔体的流动性,进而降低了绝缘拉杆的局部放电性能。
在-40℃和20℃下,拉杆的拉伸断裂拉力取决于玻纤含量和取向。拉杆的拉伸断裂拉力在-40℃和20℃下接近,同时随着玻纤含量的增加,拉伸断裂拉力随之增加。绝缘拉杆内玻纤的取向对拉伸断裂拉力有较大影响。中间浇口注塑成型的拉杆的玻纤在沿着拉杆方向上的取向高于从端部浇口注塑成型的拉杆,所以中间浇口注塑拉杆所得到的拉杆的在沿着拉杆方向的拉伸断裂拉力较低。在90℃高温下拉杆的拉伸断裂拉力显著降低,其与玻纤含量和取向无关趋向于一个定值。这是因为90℃高于PBTGF50%塑料的玻璃化转变温度,在90℃下,PBTGF50%进入高弹态,玻纤的增强作用减弱,所以两种浇口所得拉杆的拉伸断裂拉力趋向一致。
[1] European Commission.Diretive on waste electrical and electronic equipment(Z).2002/96,2003.
[2] S.Li,M Hassanzadeh,I Jamses.The introduction of environmentally friendly insulation systems for medium voltage applications[C].The fifth international conference on power transmission & distribution technology,China,2005.
[3] 齐文杰.中压开关环境友好绝缘材料电气性能评价[D].西安:西安交通大学,2006.
[4] 王文璐.中压开关拉杆用环境友好绝缘材料的热和机械性能的评价[D].西安:西安交通大学,2007.
[5] Sachio Yasufuku.Application of Glass fiber-reinforced plastics to electrical and electronic apparatus in Japan[J].IEEE Electrical Insulation Magazine,1994,10(1).
[6] [美]Roger F,Jones.短纤维增强塑料手册[M].北京:化学工业出版社,2002.
[7] 张晓明,刘雄亚.纤维增强热塑性复合材料及其应用[M],北京:化学工业出版社,2006.
[8] 郭广思.注塑成型技术[M].北京:机械工业出版社,2002.
[9] 罗河胜.塑料材料手册[M].广州:广东科技出版社,2004.
[10] 何晓东,余万能,姚志敏.聚对苯二甲酸丁二醇酯的合成及其改性[J].化工新型材料,2003,31(11).
[11] 程奎,阮文红,沈红伟,等.短纤维增强PBT电击穿和力学性能的研究[J].塑料工业,2002,730(4):35-37.
[12] 赵若飞,周晓东,戴干策,等.纤维增强热塑性复合材料的增强方式及纤维长度控制[J].纤维复合材料,2000,3(1).
InfluencesofInjectionMouldingonElectricalandMechanicalPropertiesofInsulationTieRod
FUSai
(Alstom Suzhou High Voltage Switchgear Co.,Ltd,Suzhou 215129,China)
The short fibre reinforced polybutylene terephthalate(PBTGF)has been proven to be an environmentally friendly composite.The study applied PBTGF to produce insulation tie rod for medium voltage switchgear through injection moulding.The product properties including partial discharge and tensile strength are mainly focused.Injection moulding parameters and gate position are found to have significant impact on two critical properties of insulation tie rod.The results show that partial discharge as well as tensile break effort performance suffers greatly from high-speed injection process.The medium and lower speed of filling mode could however bring in moderate and more balanced both electrical and mechanical properties of tie rods.Tie rods injected through middle gate possess much better partial discharge performance however presents a slightly worse tensile strength compared to tie rods from the end gate position.
polybutylene teraphalate;PBT;environmentally friendly;injection moulding;glass fibre reinforcement;partial discharge;tensile strength
1004-289X(2017)02-0026-09
TM2
B
2016-02-25
付赛(1984-),女,苏州人,工程师,苏州阿尔斯通高压电气开关有限公司低压设计高级工程师,长期从事开关设备设计和绝缘结构研究。