压力容器凸缘焊缝γ射线偏心一次曝光工艺研究
2017-10-19李忠林
李忠林
(大庆油田建设集团有限责任公司建材公司石油石化设备厂,黑龙江 大庆163714)
压力容器凸缘焊缝γ射线偏心一次曝光工艺研究
李忠林
(大庆油田建设集团有限责任公司建材公司石油石化设备厂,黑龙江 大庆163714)
从凸缘焊缝检测工艺改进入手,建立采用γ射线偏心一次曝光工艺检测凸缘焊缝的方法,使用此方法对6台液化气球罐凸缘焊缝进行检测,通过与单片曝光方法对比,产品检测总时间缩短48天,项目检测人工费用节省28800元,检测人员受到残余射线辐射危害大大降低。验证了γ射线偏心一次曝光工艺的可行性,可有效提高检测效率和检测工作的安全性。
凸缘焊缝;γ射线;偏心一次曝光工艺
凸缘焊缝多出现在球形容器、高压容器、超高压容器及厚壁化工容器的壳体与接管的连接部位[1],属于对接焊缝。在压力容器预制市场竞争日益激烈的今天,传统的单片曝光法由于检测效率低、射线放射频次大、操作过程相对繁琐等缺点,不能满足容器预制进度的要求,且在多次曝光情况下,人员频繁进出探伤室会增加检测人员受到残余射线辐射的危险。本文利用γ源具有全景辐射曝光的特点,对凸缘焊缝偏心一次曝光方法进行研究,结果发现此方法能够有效提高检测效率和人员的安全系数。
1 检测工艺原理
利用γ源(主要是Ir192γ源)穿透厚度范围较大和具有全景辐射曝光的特点[2,3],对凸缘焊缝进行整体一次曝光,完成检测工作。如图1所示(以球壳板凸缘为例),偏心一次曝光法能够实现一次曝光整条凸缘焊缝,在提高γ射线检测效率的同时能够有效的降低残余射线对检测人员的辐射危害,提高检测工作的安全系数。
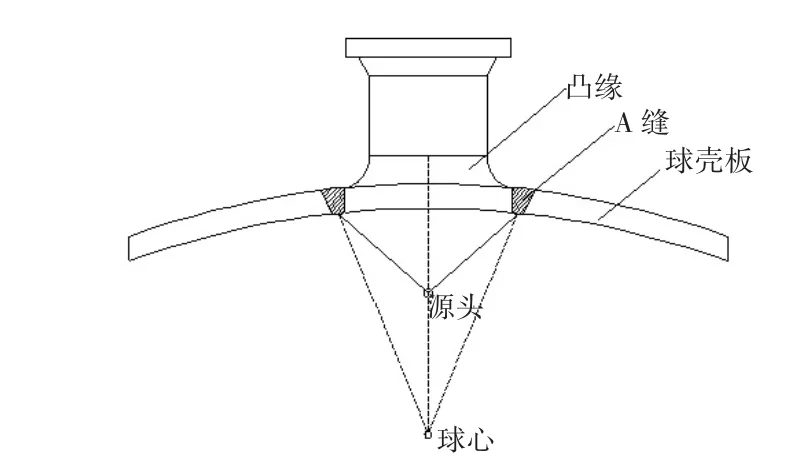
图1 曝光工艺布置
2 γ源偏心一次曝光工艺最优焦距的确定
2.1 γ源布置要求
(1)放射源曝光点必须在接管圆心与球心连线某个适当位置。
(2)焦距满足NB/T47013.2-2015标准的对几何不清晰度和横向裂纹检出角的要求。
2.2 最优焦距计算
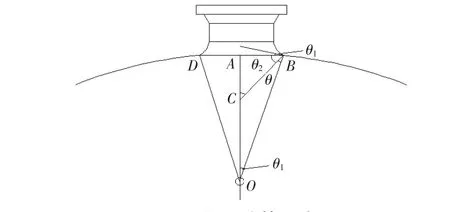
偏心一次曝光法的参数主要是计算最优焦距,焦距确定后就可以通过源尺拉出相关曝光参数。如图2所示,AB为凸缘半径;OB为球形储罐半径;θ1为切线角;θ为射线入射角,则:
θ2= 90°- θ- θ1
θ1= arcsin(AB/OB)
在初步选择焦距时,凸缘偏心一次曝光可以近似看成平板纵缝检测,为了满足NB/T47013.2-2015标准规定的横向裂纹检出角的要求[4],即AC≥2AB,则有:
θ2= arctan(AC/AB)
但实际焊缝存在弧度,角度与切线角度相等,在满足横向裂纹检出角的前提下,AC可以略小于2AB,即BC可以进一步减小,所以可以进一步优化为:
其中:式(3)中L1为放射源到源侧焊缝表面的距离;式(4)中T为焊缝厚度。
2.3 工艺要点
检测时人员应佩戴个人剂量计和计量报警仪。检测前检查驱动器,保证摇动灵活,无受卡、卡死现象,行程记录仪为零值;查看导源管,确保无压扁、折断现象。
操作过程主要包括检测器材准备、做标记、布片、固定曝光头、链接γ射线机、曝光和暗示处理等步骤。
3 测试实例
以2 000 m3球罐为例,直径D=15 700 mm,凸缘外缘直径φ=1 050 mm,焊缝厚度T=50 mm,放射源焦点尺寸d=3 mm,按上述计算方法计算相关参数如下:

根据式(4),可计算出最优焦距,为:
F = L1+T/cosθ=1 708+50/0.97=1 759.5 mm
根据计算的最优焦距及已知条件,可确定相关工艺参数,如表1所示。

表1 曝光参数表
4 测试效果分析
采用偏心一次曝光工艺检测6台2 000 m3液化气球罐(直径D=15 700 mm,焊缝厚度T=50 mm,放射源焦点尺寸d=3 mm),每台球罐有上下两张极中板,每张极中板有六个凸缘焊缝,不同规格凸缘具体布片过程如图3所示,检测时安装γ射线机如图4所示。其中:(1)Ir192γ源半衰期为74天,经历53天,放射源衰减至60Ci,平均下来单片法每张底片43分钟(曝光时间根据Ir192γ源标准源尺计算得出),而偏心一次曝光法经历15天放射源衰减不大;(2)检测机组每天工作按8 h计算,至少2个人,每人每天人工费按300元计算;(3)曝光次数决定检测人员出入探伤室次数。采用偏心一次曝光工艺的效果与单片法检测对比如表2所示。
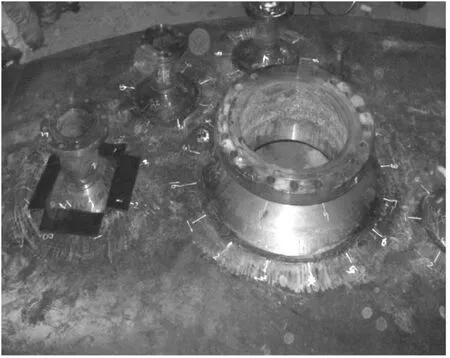
图3 凸缘布片

图4 安装γ射线机

表2 数据统计表
由表2数据统计表可以看出偏心一次曝光检测法相比于单片曝光检测法检测效率提高约4.3倍,产品检测总时间缩短46天,项目检测人工费用节省27 600元,检测人员出入探伤室减少600次,即受到残余射线辐射危害大大降低。综上所述,偏心一次曝光工艺对于凸缘类对接焊缝的高效检测和安全检测有着重要意义。
5 结论
(1)经过多次的实践证明,利用γ射线偏心一次曝光对凸缘焊缝进行检测能够提高检测效率、降低检测成本、减少工作人员受残余射线辐射危害。
(2)近年来,采用此工艺应用于我单位46台压力容器凸缘焊缝检测实践中,取得了良好的效果,说明凸缘偏心一次曝光检测工艺在其他种类压力容器凸缘焊缝或类似产品的检测中具有一定的推广价值。
[1]赵宝强.压力容器检验中夹套罐焊缝致密性的检测方法探析[J].科技与企业,2015(23):197.
[2]向 阳,施鹏飞.微辐射γ源在现场检测中的应用[J].无损探伤,2011(05):37-38.
[3]卢秀波,周黎明.球罐γ源照相曝光不足部位的解决方法[J].无损检测,1997(02):46-47.
[4]全国锅炉压力容器标准化技术委员会.NB/T47013.2-2015承压设备无损检测[S].北京:新华出版社,2015.
The Offset Exposure Process Research on Flange Weld of Pressure Vessel with γ Ray
LI Zhong-lin
(Daqing Petrochemical Company Refinery,Daqing Heilongjiang 163714,China)
This paper starts from the improvement of the detection process for flange weld,off center exposure using γ ray for detection of flange weld is established,the flange welds of 6 LPG balloon tanks were tested by this method,compared with the single exposure,the total time of the product detection is shortened by 48 days,the labor cost of the project is saved by 28000 yuan,and the danger of the residual ray radiation for the testing people is greatly reduced.The feasibility of the γ ray off center exposure process is verified,the efficiency and the safety of the detection are improved effectively.
flange weld;γray;single off center exposure process
X933.4
A
1672-545X(2017)08-0209-02
