钢筋端弯头调直器的研究和应用
2017-10-19朱正国高云河
朱正国,梁 柱,高云河
(南宁职业技术学院,广西 南宁530008)
钢筋端弯头调直器的研究和应用
朱正国,梁 柱,高云河
(南宁职业技术学院,广西 南宁530008)
竖向钢筋的连接采用电渣压力焊时,钢筋端部弯头的存在易造成质量缺陷。为此,利用轴承钢Gcr15的高强高硬特性,结合钢筋端部弯头的处理方法,进行了调直器夹片的数值模拟分析和研究,设计并研发出了一种钢筋端部弯头调直设备。通过试验验证,该设备具有一定的工程应用和推广价值。
钢筋端弯头;弯头调直;电渣压力焊
竖向钢筋电渣压力焊,由北京市第一通用机械厂开发研制成功,1992年被建设部列为科技成果重点推广项目。该技术是在施焊的钢筋上通以强电流,电流放热熔化钢筋端头,经顶压成型。整个焊接过程是在埋弧焊剂的保护下进行的。它是一种兼有埋弧焊、电渣焊、压力焊三种工艺特点的综合性焊接方法,焊接质量稳定可靠、施焊速度快、接头成本低、工人劳动强度低的特点。与传统的电弧焊比较,可节约竖向钢筋用量30%、节省电能80%左右。该技术适用于建筑施工中对接直径φ14~φ40 mm的钢筋,尤其适用于钢筋混凝土框架结构和现浇结构的高层建筑。在全国众多工程应用中,经济效果显著,如图1所示。

图1 钢筋电渣压力焊现场工作情形
但是,现场施工中有很多不利因素,导致焊接取样试验不合格。加倍取样复试仍然不合格。其中一个主要因素是连接钢筋的端部经常出现弯头,因不容易调直弯头就直接用于电渣压力焊的连接。
1 研究背景
1.1 电渣压力焊的质量缺陷主要原因
竖向钢筋采用电渣压力焊时常见焊接缺陷[1]及消除措施[2]如表1所列。

表1 电渣压力焊常见焊接缺陷及消除措施
从表中可以看出,有三项消除焊接缺陷的措施是针对钢筋端部有弯头的现象。可见钢筋的端部弯头造成的焊接质量缺陷不容忽视。中华人民共和国行业标准《钢筋焊接及验收规程》(JGJ 18—2003)[3]中的4.5.5条[2]明确规定:钢筋采用电渣压力焊焊接时,上下两根钢筋轴线应在同一直线上;4.5.6条规定在焊接生产中焊工应进行自检,当发现偏心、弯折、烧伤等焊接缺陷时,应查找原因和采取措施,及时消除。但是,若被连接的钢筋端头出现弯头(如图2中(a)(b)所示),如果不提前处理,连接后弯头处极易出现严重质量问题,且不满足规范验收要求。

图2 钢筋端电渣压力焊连接不合格情形
1.2 钢筋端部弯头产生原因
普通钢筋下料切断时多采用钢筋切断机。如图3所示,当钢筋处于切断机的固定刀片和冲击刀片之间时,冲切瞬间,若两刀片之间的间隙超过0.5 mm,在钢筋切断部位便会出现马蹄形的弯头。而且直径在φ12~φ20 mm范围内的钢筋出现弯头的现象较频繁。主要原因是,刀片合拢时,间隙稍大就会导致钢筋既受剪,又受弯,形成弯剪破坏,从而造成钢筋的端部弯折成马蹄形。另外,刀片刀口直角,长期冲切会造成直角钝化成圆弧,更加容易造成弯头的出现。

图3 钢筋切断机切断钢筋示意图
1.3 目前的处理方法和弊端
(1)经常性地调整钢筋切断机的两片刀口的缝隙距离,规定不超过0.5 mm,尽可能缩小弯头的范围;缺点是:钢筋切断机刀口的缝隙距离难以控制,弯头的出现具有不确定性。
(2)钢筋采用电渣压力焊焊接之前,采用乙炔焰或砂轮切割机、切掉弯头,并保证钢筋端头平整。缺点:费工、费料,并缩短了钢筋的有效尺寸。
(3)竖向钢筋采用直螺纹套筒连接或套筒挤压连接,这两种方法虽然能保证钢筋的连接质量,但比电渣压力焊连接钢筋要费工、费料,连接材料和人工费用成本高出电渣压力焊成本50倍以上。
(4)用氧焊或砂轮切割机切掉弯头,那样会造成钢筋尺寸缩短,并消耗不少的机械和人力以及造成材料的浪费。
2 研究思路
2.1 研究目标
本文旨在研究一种简易适用的手动机械装置,能将钢筋端部3 cm范围内的“马蹄形”弯头调直,解决建筑工程施工中,竖向钢筋在使用电渣压力焊的连接时,因钢筋端部经常出现弯头而导致连接质量下降和施工成本增大的问题,填补国内建筑施工行业中钢筋端部弯头调直这项技术空白。
2.2 造型设计及工作原理
钢筋弯头调直器的设计模型如图4所示,是一种可调直钢筋端弯头的简易液压装置。其包括限位框2,限位框2内层焊接有油缸10,油缸10上依次连接有活塞7、导向板6和复位弹簧5,复位弹簧5与限位框2相连接,导向板6上还设置有活动夹片3,限位框2内侧通过燕尾槽嵌有固定夹片4,活动夹片3上设置有第一凹槽12,第一凹槽12内设置有凸起11,固定夹片4内设置有第二凹槽13,第一凹槽12和第二凹槽13形成用于盛放可调直钢筋的空腔;油缸10上还设置有复位油嘴8和工作油嘴9.

图4 可调直钢筋端弯头的简易液压装置
复位弹簧5设置有两个,活动夹片3设置于两复位弹簧之间,主要作用是使导向板能与活塞同时进退。限位框2上设置有手柄1.手柄1为长条形或者U型。
利用手动的双回路液压装置通过工作油嘴9向调直器油缸10供油,推动活塞7和活动夹片3,对置放在固定夹片4和活动夹片3之间的钢筋弯头产生反向挤压和微弯,并抵消其卸载后的钢筋弯头的变形回弹,从而使弯头达到调直目的,如图5所示。之后,调节双回路液压装置供油转换开关,油从复位油嘴8进入,推动活塞7将油从工作油嘴9流回双回路液压装置中,使活塞7带动复位弹簧5和导向板6复位。

图5 钢筋弯头调直器的调直原理
其中,活动夹片3和固定夹片4可以根据钢筋弯头的直径以及弯曲程度选择不同的内口形状。
2.3 理论依据
2.3.1 人工手动调直可靠性分析
如图5所示,将普通钢筋弯头置放于固定夹片和活动夹片之间,由活塞推动活动夹片与固定夹片产生挤压。直径28 mm的三级钢筋,所需活塞推力仅需115 kN,折合11.5 t,若活塞采用70 mm的直径,所需油压29.87 MPa,而市场上常见的手动双回路液压泵最大手动压强可达到70 MPa,完全满足要求。表2为不同直径的钢筋弯头调直所需要的液压压强。

表2 不同直径的所需要的液压压强
2.3.2 材料强度分析
如图4所示,除3-活动夹片,4-固定夹片采用轴承钢Gcr15外,其余主要部分(包括限位框、活塞、油缸)全部采用16锰钢制作。对于限位框(如图6所示)、活塞、油缸只要截面尺寸满足,受力和变形均不是问题。
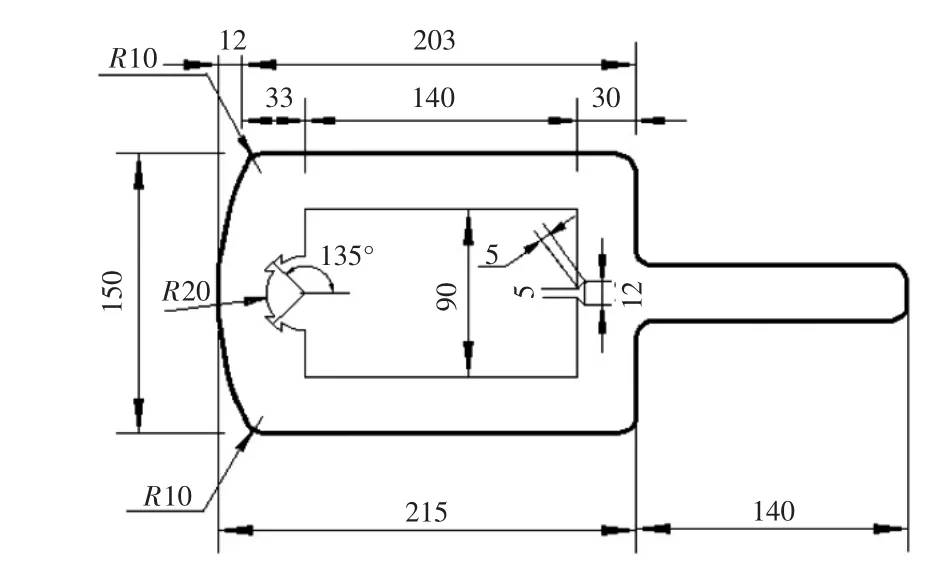
图6 限位框平面尺寸(厚度35单位:mm)
关键部位在于两个夹片处的受力分析,因为此部位与钢筋接触面小,应力集中,所以本文采用Ansys有限元软件辅助分析[4],以调直直径28 mm的三级钢筋弯头为例,根据两个夹片的受力情况,在Ansys中用Solid45单元建模。分析结果如图7、图8所示。

图7 3-活动夹片的应力分布情况
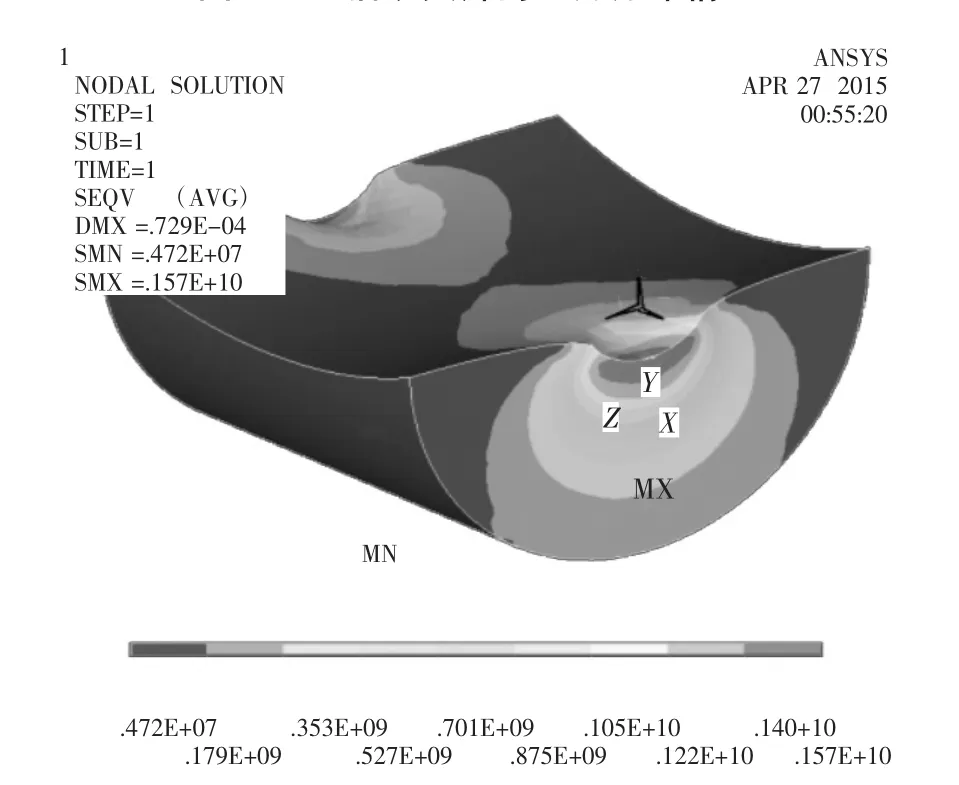
图8 4-固定夹片的应力分布情况
由此可以看出,调直直径28 mm的III级钢筋,活动夹片产生的最大挤压应力为962 MPa,最大变形0.0496 mm,固定夹片产生的最大的挤压应力为1 570 MPa,最大变形0.0729 mm.夹片的材料是轴承钢Gcr15,硬度在HRC40以上,抗弯强度2 400 MPa,三向轴心抗压强度在3 500 MPa以上,所以完全满足调直直径28 mm钢筋的弯头所需的强度和刚度要求,而且还有富余。
3 试验结果
根据以上设计尺寸和理论分析,研制了第一台钢筋端部弯头调直设备,并结合一台手动双回路的液压泵,对多根端部带弯头的钢筋进行了调直试验,效果非常理想。手动操作简单,省时省力。如图9所示,是对一根直径18 mm的钢筋弯头调直的情形。从安装到调直,仅用时15 s,没有任何钢筋损耗。

图9 钢筋弯头调直前后对比
4 结束语
通过理论分析和实验结果可以看出,该设备在无消耗,无损耗,仅凭人力情况下,能对建筑工地中常用的普通钢筋端部弯头进行快捷、有效地调直,解决了竖向钢筋采用电渣压力焊时,因钢筋端部弯头而造成质量缺陷的顽症,而且大大降低了电渣压力焊中钢筋端部弯头的处理成本,具有一定的工程应用和市场推广价值。
[1]王 建,陈 超.钢筋电渣压力焊的焊接缺陷及质量控制[J].能源技术与管理,2007(1):83-84.
[2]王学东,王小军.钢筋电渣压力焊接头质量问题分析[J].辽宁工程技术大学学报(自然科学板),2001(3):292-294.
[3]JGJ 18—2003《钢筋焊接及验收规程》[S].北京:中国建筑工业出版社,2003.
[4]郝文化.Ansys土木工程应用实例[M].北京:中国水利电力出版社,2005.
The Research and Application of the Reinforced Side Bend Straightening Machine
ZHU Zheng-guo,LIANG Zhu,GAO Yun-he
(Nanning College for Vocational Technology,Nanning Guangxi 530008,China)
Be used between the vertical reinforcing steel bar electroslag pressure welding,steel bar end elbow is easy to cause defects.Therefore,the use of Gcr15 bearing steel with high strength and high hard characteristics,combined with reinforcement end processing method of the bend straightening machine clamping piece of numerical simulation analysis and research,designed and developed a steel bar end bend straightening equipment.Through the test,the device has certain value of engineering application and promotion.
steel elbow;bend straightening;electroslag welding
TU688
B
1672-545X(2017)08-0051-04
2017-05-18
2013年广西高校科研立项项目(立项编号:2013LX221)
朱正国(1978-),男,高级工程师,硕士研究生,研究方向:固体力学。
