核电站循环水泵振动异常原因分析及对策
2017-10-14齐晓伟于鹏飞
齐晓伟+于鹏飞
摘 要:循环水泵是核电站重要的辅机设备,直接影响循环冷却水系统及机组的安全和经济运行。根据机组装机容量和地理位置的不同,循环水泵的选用各不相同。本文就核电站循环水泵振动异常原因分析及对策进行分析。
关键词:核电站;循环水泵;震动;对策
引言
循环水泵主要由吸入喇叭口、叶轮室、叶轮、导叶体、外接管、赛龙导轴承、主轴、润滑内接管、轴承支架、泵联轴器、电机联轴器、轴套等组成。叶轮、叶轮室、泵轴、润滑内接管及螺栓使用不锈钢(316),导叶体、外接管、导叶片使用镍铬铸铁(HT200Ni2Cr)。
一、设备异常情况
循环水泵现场发现水泵内部金属磨碰声音很大,在泵体附近能明显感觉到振感,電流在280~300A之间波动,测量水泵台板,振动值达0.12mm,电机顶部轴承室处振动达0.26mm(异常前2处测点分别为:0.03mm和0.045mm),振动异常。按《火电施工质量检验及评定标准》汽轮机篇要求:250~375r/min转速的立式水泵,振动不得超过0.1mm。现场测量数据明显超出振动标准,决定立即停泵检查,检查情况如下:
1)复查水泵转子提升量30mm,上次回装时转子提升量10mm(设计值为10mm),说明叶轮已经磨损。
2)赛龙轴承磨损,间隙超标,最小处间隙为1.2mm,最大处3.5mm,轴承内侧有轻微龟裂痕迹(厂家说明书提供间隙标准为:0.66~1.36mm)。
3)除填料轴套磨损轻微外,其余各赛龙轴承轴套有明显磨损,导叶体处赛龙轴承轴套磨损量达2.5mm,上轴套磨损量2.35mm,全部超标(厂家说明书提供间隙标准为:磨损不超过1/3)。
4)上部轴承支架靠近泵轴内外圆拉筋焊缝处有两处明显断裂,外筒体与上轴承支架配合处直径方向磨损量3mm,外圆变椭圆,偏差2mm;外筒体与中间轴承支架配合处磨损量2mm,外圆变椭圆,偏差1.8mm。
5)上部润滑内接管断裂,下部润滑内接管与导叶连接法兰磨损严重,与导叶体连接法兰已被磨损消失。
6)导叶连接法兰磨损严重,看不见法兰痕迹;导叶体φ1955H9/F9位置外圆腐蚀严重,最处深5~7mm,间隙增大至10~14mm。与外接管接触位置也有明显腐蚀缺陷。
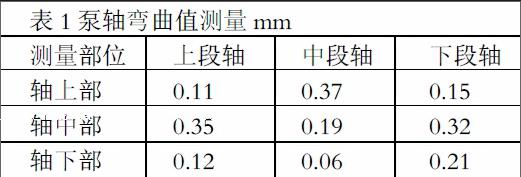
7)检查泵轴弯曲情况发现弯曲度超出厂家说明书要求的≤0.10mm,测量情况见表1:
8)叶轮存在偏磨情况,叶片顶部外径实测值:1370mm、1368mm,磨损量最大22mm,最小4.5mm;叶轮室偏磨,最大磨损为5.3mm。该处键条有裂纹,长达320mm。
9)台板水平北侧上扬0.37mm,西侧上扬0.285mm(标准:台板水平≤0.05mm/m),筒体垂直喇叭口处偏向北侧20mm,偏向西侧侧10mm(标准:≤0.50mm)。
二、原因分析
导叶体位于叶轮出口,起导流作用,承受叶轮出口水流冲击。下外接管与导叶体的材质均为HT200Ni2Cr(防腐等级比较低),由于常年受海水侵蚀,其配合面φ1955H9/F9发生腐蚀,产生间隙,因而导叶体产生轻微晃动,导致下部赛龙间隙变大,不能固定泵轴,使轴系发生以最上面赛龙轴承为支点的晃动。随着晃动的加剧,各赛龙轴承间隙逐渐变大,联轴器与润滑内接管磨碰直至内润滑接管断裂,伴随金属碰磨声音,并引发其它部件损坏,致使振动电流超过允许值,水泵故障停运。对水泵部件损坏的情况进行分析,认为导叶体的腐蚀损坏是导致故障的主要原因。
三、处理措施
1)对导叶叶体、外接管、导叶片采用耐海水涂料进行除锈防腐的修复处理。
2)由于各赛龙轴承及轴套严重磨损,经测量间隙超标的,全部更换。
3)将有裂纹的上轴承支架补焊,上车床检查托架外圆偏差情况,进行车销修正。同时将螺丝孔M20扩大至M24,增加轴系的钢性。
4)更换损坏润滑内接管,并对法兰处进行处理:上、中、下润滑内接管在两端法兰处加装筋板,螺栓孔扩大至28.5mm;对旧润滑内接管法兰平面重新找平,法兰止口修圆。保证两法兰平面平行度并与轴垂直,尺寸及相关要求与图纸一致。
5)对于导叶体的处理,按照如下方案进行:将φ1955H9/F9位置先上立车车至φ1935mm,再补焊约20mm厚的316L不锈钢条,不锈钢条与筒体的焊接面均要求开较大坡口,条上相隔300~400mm钻1个30mm孔,目的是加大、加多与外接管的焊接面,以提高结合强度,修复到原有设计的1955mm;对与下内接管连接的Ф435mm法兰采用镶不锈钢316L的方式修复至原尺寸,M20螺孔扩大为M24mm;校验两端法兰垂直及同心度。
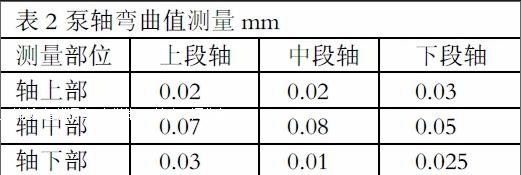
6)对3根泵轴采用加温校正的办法进行校直,校直后的弯曲值恢复到0.10mm以内。测量值见表2:
7)调整台板水平:北侧上扬0.03mm,西侧上扬0.025mm。
8)叶轮室的中间位置有磨损痕迹,上机床进行校测,发现磨损最深处有2~3mm,在机床上光刀做过渡圆滑处理;有3个叶片磨损较严重,磨损量最大有22mm,以磨损小的叶片为基准,在其他3个叶片上镶焊不锈钢条,焊后打磨平衡,打磨后用立车加工至满足图纸尺寸要求,再重新做动平衡;回装时,在导叶体及轴承支架外圆由下至上用斜铁定位对中,并点焊固定(因为导叶体及轴承支架是循环水泵轴系的泵、轴定位装置,通过导叶体及轴承支架与循环水泵筒体的间隙调整、固定,可以保证中轴与上、下轴保持同心,进而保证了泵轴安装后的同心度),其余回装步骤按照水泵安装要求进行。
9)检修完毕后投入试运,声音正常,电机上机架水平振动南北向0.018mm、东西向0.025mm,轴向振动0.022mm,泵组运行情况良好。
四、结束语
造成电动机设备振动及电磁噪音异常的原因还有许多,只有在工作中认真观察及分析,才能准确地找出主要原因并针对性进行处理,就能有效地解决电动机运行中的振动及电磁噪音问题,保证电动机长期安全、稳定运行。
参考文献:
[1]焦红瑞,梁亚勋.核电站循环水泵振动异常原因分析及对策[J].水泵技术,2016,(03):42-46.
[2]宋军,陈光.核电厂循环水泵电机摆度问题分析与处理[J].机电工程,2015,(08):1096-1099.endprint
