离心泵气蚀的产生及在设计操作中的措施
2017-10-12胡华贵
胡华贵
(神华榆林能源化工有限公司,陕西榆林 719302)
离心泵气蚀的产生及在设计操作中的措施
胡华贵
(神华榆林能源化工有限公司,陕西榆林 719302)
在单机试车和实际操作中,由于各种原因,离心泵往往会发生气蚀现象。为了防止气蚀的发生,通过单机试车所出现的问题结合理论知识,分析在各种使用条件下泵的允许气蚀余量、允许吸上高度分别与有效气蚀余量和吸入管道能量损失之间的关系,利用流体力学知识阐述气蚀产生的条件以及影响气蚀产生的因素,以在设计过程中确定或校核泵的安装高度,并从中提出防止气蚀产生的方法和气蚀产生时设计操作过程中应对的措施。
离心泵;气蚀;蒸气压;措施
Abstract:In the stand-alone test and the actual operation,due to various reasons,centrifugal pumps tend to cavitation phenomenon.In order to prevent the occurrence of cavitation,this paper analyzes the allowable cavitation margin of the pump under various conditions of use through the problems arising from the stand-alone test,and allows the suction height to be equal to the effective erosion allowance and the energy loss of the suction pipe The use of fluid mechanics to explain the conditions of cavitation and the factors that affect the formation of cavitation in the design process to determine or check the pump installation height.And from the proposed method to prevent cavitation and cavitation generated when the design process to deal with the measures.
Key words:centrifugal pump;cavitation;vapor pressure;measure
离心泵以其结构简单、紧凑、基础小、可与原动机直接相连、流量均匀、价格低廉、故障少、使用维修方便、便于管理等优点,在石油化工行业得到了广泛的应用。如何正确使用和维护离心泵是关系到化工厂能否正常运行和提高其经济效益的一项重要工作。由于气蚀是损坏离心泵及机封、轴承等主要部件的最主要的因素,所以在设计安装和日常生产阶段提出如何对气蚀的防止是提高其使用寿命的最佳途径。
1 气蚀现象及危害
1.1 气蚀现象
离心泵工作时,液体的压强随着从泵入口向叶轮入口而下降,从而在叶片附近形成某些低压区。此后叶轮作功液体压强又很快上升。若处于低压区的液体压力低于输送条件下液体的饱和蒸气压,液体便开始汽化并产生气泡。如果压力继续降低,气泡和产生气泡的区域就会逐渐增多和扩大;同时溶解在液体中的某些气体也会在压力下降的情况下形成气泡。当这些气泡随液体流向高压区时,在高压的作用下它们会迅速凝结、破裂消失。在气泡消失的瞬间,气泡周围的液体以极高的速度进入并占据气泡消失所形成的区域。并伴有局部高温、高压、水击现象,表现为噪声、剧烈振动和对流道材料的侵蚀等现象称为气蚀[1]。
1.2 气蚀危害
当气泡不太多、气蚀不严重时,它对泵的运行还不至于产生明显的影响。但当气泡大量产生、气蚀持续发展时,就会带来严重的后果。主要有以下几方面:
(1)产生震动和噪音。气泡溃灭时,产生强烈的水击,发出“劈劈啪啪”的声音,并引起泵的振动,造成泵不能正常工作[2]。
(2)对流道部件的侵蚀。叶轮局部地方在巨大冲击力的反复作用下,材料表面疲劳,从点蚀到蜂窝状或海绵状,严重的表面被蚀透、穿透使叶片受到损坏。
(3)气蚀得不到控制,机泵持续震动,导致机封受震动静环破碎,介质外漏,在化工企业构成严重的安全隐患,可能引起着火爆炸事故发生。
(4)气蚀的震动影响轴承的使用寿命,严重情况造成轴承架破损,接着轴承滚珠破损,轴承震动增大,严重情况下,轴承温度持续升高,轴承箱着火。
(5)泵性能突然下降。泵发生气蚀时,使流体介质连续性遭到破坏,泵的扬程、流量、效率都会显著下降,导致泵不能连续正常工作。
2 气蚀的产生
2.1 允许气蚀余量Δh与允许吸上高度HS的确定
离心泵铭牌上标明的气蚀余量Δh是在常温下用清水测得的。Δh系指在额定排量下,为保证泵的正常工作,在泵的入口处液体必须具有的高于其蒸气压的能量,以克服泵入口处的能量损失[3]。国际上普遍称此为需要的净正吸上水头,用NPSHa(Net Positive Suction Head Required)表示,泵入口处的绝对压力与气蚀余量Δh的关系:

式中:pr为泵入口处液体的绝对压力,Pa;λ为所输液体的重度,N/m;3V为泵入口处液体的平均速度,m/s;pv为所输液体在该处的饱和蒸气压,Pa。
气蚀余量主要取决于泵的结构,与吸入管路无关,而根据离心泵生产厂家提供的样本还可以发现,同一台离心泵在不同的操作流量下,其气蚀余量并不相同(见表1),同一台离心泵流量越大气蚀余量也越大。以上结论对不同型号离心泵同样成立(见表2)。由于它反应液流从泵入口到叶片处能量降低值,所以气蚀余量越小泵吸入性能越好,越不易发生汽蚀,即抗气蚀性能越好[4]。

表1 离心泵流量与气蚀余量关系
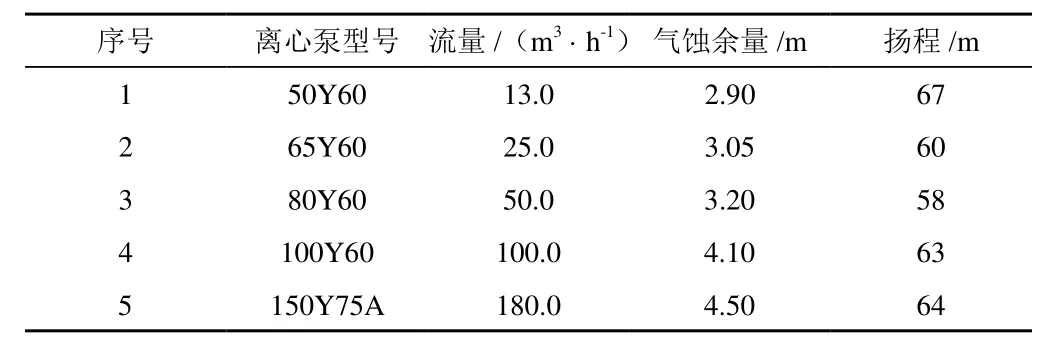
表2 不同型号的离心泵流量与气蚀余量关系

图1 离心泵吸液示意图
有时在泵的铭牌上也用允许吸上高度(吸入真空度)HS来表示泵的吸入性能。HS系指在额定排量下大气压pa为101 325Pa时,抽吸20℃清水,为保证泵正常运转所允许的最大吸上高度。由于受到泵内最低压强无法确定,所以往往是测泵入口处的压强再考虑一定的安全量,即为泵允许的最低绝对压强,以p1表示。因此HS表达式为:

式中HS为离心泵的允许吸上高度,m液柱;pa为大气压力,Pa;p1为泵入口处允许最低绝对压强,Pa;λ为被输送液体的重度,N/m3。
HS与Δh之间的关系为:

式中pv为输送液体的饱和蒸气压,Pa;V为输送液体的速度,m/s;Δh为泵允许气蚀余量,m。
由于实际与试验所输送的介质、使用地海拔(吸入静液面上压强)往往都不同。所以在确定、校核泵的安装高度时就必须对允许气蚀余量或允许吸上高度进行换算。因为泵气蚀余量只与泵的结构、输送介质的黏度、流量有关[5]。所以对使用环境下泵气蚀余量的换算可由“离心泵性能换算诺模图”查出换算系数KΔh;从而得出使用环境下泵气蚀余量:

由式(3)在试验条件下

使用条件下的吸上高度:

式中H′S为使用条件下泵允许吸上高度,m;P′a为使用条件泵入口静液面上压强(对于储油罐可近似地取当地大气压、对于压力容器取该压力容器的操作压力),Pa;P′v为使用条件下输送介质的饱和蒸气压力,Pa;λs为使用条件下输送介质的重度,N/m3;Δhs为使用条件下气蚀余量(由4式换算得),m;由式(5)、式(6)可得出在泵样本上提供的允许吸上高度换算实际使用条件下的允许吸上高度的计算公式:

式中HS为泵样本上提供的允许吸上高度,m;V为泵样本上允许高度对应的流体流速,m/s;ΔKS为使用条件下气蚀余量换算系数。
一般规定当所输液体的运动黏度大于60×10-6m2/s,采用
(7)式换算,如所输液体运动黏度较小时计算仍然采用泵所给的气蚀余量,即ΔKS=1[5]。
2.2 泵吸入管路有效气蚀余量NPSHa与能量损失HS的确定
泵吸入系统给予泵的净正吸入压头称为泵系统有效的净正吸入压头即NPSHa(Net positive Suction Head Avaiable)只与装置系统有关系而与泵本身特性无关。有效气蚀余量:

式中ΔZ为容器底部距基准面与泵中心距基准面的差值(相对于容器底部泵的安装高度)m;hf为沿程摩阻,m;hj为局部摩阻,m。

图2 泵吸入管路示意图
由流体力学可知,泵吸入管路能量损失:

式中参数说明同上[6];
2.3 发生气蚀现象的条件
第一种:NPSHa>NPSHr(考虑一定的安全量一般情况下至少要大0.3m);第二种:H′S>H。利用第一种或第二种关系结合上述公式就可以对泵的安装高度进行确定(容器底部与泵中心高差),同时还可以对已安装的泵是否会发生气蚀进行校核。
3 气蚀的应对
按上述分析,针对在设计安装阶段防止气蚀的发生和日常操作时的气蚀发生,提出防止气蚀发生的方法、措施。
3.1 在设计安装阶段对气蚀的预防
从公式及影响各参数的条件可以得知在设计安装阶段对气蚀预防的方法,在设计阶段可从如下几种方法来考虑。
(1)选择抗气蚀较强的泵,表现为气蚀余量较小或允许吸上高度较大的泵;
(2)减小管路摩阻(增大泵入口管径,减小泵入口管的沿程摩阻,尽量减少阀门、弯头等部件,减小局部摩阻);
(3)在设计计算确定泵的安装高度时,应考虑一定的安全余量,特别是对于烯烃、液化气等液化烃泵,一定要考虑夏季高温情况下的气蚀余量,设计参数应该按照最差工况设计;
(4)有条件的情况下,对于罐区分别设置倒罐、抽底油泵与送料泵分离使高扬程、大流量泵不发生气蚀[7];
(5)选择采用双吸式叶轮离心泵,选择采用耐气蚀的好材料;
(6)在大型高扬程泵前设计安装增压前置泵;
(7)在满足各种工艺参数的条件下,选择低转速或可调速电机降低泵的转速;
(8)对于需要自启动的离心泵,还应考虑在出口阀全开状态、出口背压为零、流量最大的工况下,离心泵不发生气蚀;
(9)泵房尽量靠近设备布置,减少泵入口距离,降低泵吸入口磨阻;
(10)在需要自启动的离心泵,装置气蚀余量无法改变,泵气蚀余量又无法满足的情况下,在设计阶段一定要采取其他措施,并在设计说明中叙述清楚例如:①设置压力变送器控制自启动,将压力设置在合适的范围内,用提高离心泵出口背压的形式来保证气蚀不发生;②在工艺允许的情况下,在机泵出口设置自动控制阀门,自启动时关闭出口阀启动泵,做仪表延迟,待泵运行正常后,缓慢开启出口阀门,保证机泵在启动阶段不发生气蚀;③在工艺允许的情况下,在自启动泵出口设置自动控制阀门或控制手阀,限制泵出口阀门开启位置,保证离心泵在自启动时,流量在不发生气蚀的范围内。
3.2 在日常操作中对气蚀现象的排除
泵在运行中,由于种种因素泵都有可能发生气蚀现象,当发生气蚀现象时,必须采取措施来减轻或避免气蚀的再次发生对泵带来的危害。
(1)对经常发生气蚀或气蚀严重的泵可以通过技术改造来完成防止气蚀的再次发生,在改造过程中根据实际的情况可以考虑如下几种方法:①适当降低泵的安装高度;②减少吸入管路压力损失(减少吸入管路弯头、阀门、管路尽量短而直、加大吸入口管道直径);③不影响工艺的情况下增大输送液面上的静压力;④允许的情况下,在泵入口前加冷却器降低输送流体的温度,增大流体饱和蒸气压;⑤在电机上加装变频器,在满足生产需要的前提下,降低转速,减轻气蚀;⑥排查管路是否存在上袋(上弯)情况,如果有上袋,管道内气体无法排净,离心泵也会发生气蚀,整改管路,消除上袋(上弯)。⑦选择其他型式的泵,如高速泵、桶袋泵等。
(2)在单机试车和日常操作时候发生气蚀可由以下几种操作来消除:①判断入口阀门是否全部开到位,确保入口阀门处在全开状态,减少局部摩阻;②在试车之前,必须充分保证管道、阀门、容器无杂物,清理、冲洗干净;③更换过滤网,在工艺条件允许的情况下,减小过滤网的目数,降低局部摩阻;④如电机为调速电机时,调节转速,满足生产的前提下降低泵转速;⑤升高吸入管路的静液面高度,提高泵入口的压头;⑥在满足生产的前提下适当关小出口阀门,降低泵的流量减轻气蚀;⑦如果是因为伴热情况引起的介质温度高,导致的气蚀,可以选择其他形式的伴热方式,如热水、电伴热等,在保证不发生冻凝的情况下尽量降低伴热引起的温升。
3.3 其他一些方法
(1)对于液化烃、汽油、拔头油等蒸汽压较低的液体,在设计阶段可以考虑在泵入口管道、储罐上增设隔热、保冷措施,防止夏季高温,引起介质温度升高较大引起离心泵气蚀;
(2)在设计阶段对不同的介质,考虑不同的伴热措施,在工艺允许的情况下,在不发生冻凝的情况下,尽量选择温度较低的伴热介质;
(3)加强设备及管线的维护,定时清扫管线、设备,特别是对输送易结蜡、结胶、黏度大的流体,减小由于结蜡、结胶等因素增加的入口管道摩阻;
(4)定期清理过滤器,保证过滤器清洁;
(5)对泵注意维修过流部件,及时修复受损部件;
(6)对输送含固、含渣等介质的离心泵,必须定期检查口环的磨蚀情况,避免由于口环磨蚀,增加泵内回流,导致气蚀情况发生;
(7)适当提高泵入口液位,对于储油罐适时地切换储罐,确保泵入口具有一定高度的液位。
4 结论
1)在单机试车过程中往往是由于罐内液位过低、过滤器目数过大、出口阀门开度较大、入口阀门开度较小等原因导致泵气蚀的产生;通过上述分析,采取相应的措施和方法就可以避免在单机试车时气蚀的发生;
2)在设计安装阶段及日常操作阶段提出对气蚀防止的方法和措施,并由此可得出在某公司的油品储运所管辖的单元中,离心泵较容易产生气蚀现象的分别是:烃类罐区、高温污油罐区、轻污油罐区、液氨罐区等这几个单元,对这几个单元应重点加以关注。
3)利用上述分析的过程和结果还可对今后离心泵的安装、设计提供依据;对已安装的离心泵是否会产生气蚀进行校核,为今后泵的检修、更换和安装提供思路和方法。
[1] 天津大学化工原理教研室.化工原理 上册[M].天津:天津科学技术出版社,1987.
[2] 闫宏伟,黄小君.离心泵气蚀的预防[J].聚酯工业,2004,17(2):56-58.
[3] 张足斌,张国忠.含蜡原油管道流动的触变性研究[J].中国石油大学学报:自然科学版,2001,(4):72-74.
[4] 姚玉瑞,张淑芳.液化烃泵安装高度的探讨[J].石油化工设计,2002,19(4):53-55.
[5] 郭光臣,董文兰.利用微机进行油罐加热保温设计计算[J].中国石油大学学报:自然科学版,1989,(2):62-69.
[6] 袁恩熙.工程流体力学[M].北京:石油工业出版社,1986.
[7] 张黎华.在设计阶段中解决离心泵气蚀问题的可行性探析[J].石油化工设计,2005,(1):34-36.
Centrifugal Pump Cavitation is Generated with the Measures in the Design Operation
Hu Hua-gui
TH311
B
1003–6490(2017)09–0086–03
2017–06–27
胡华贵(1983—),男,江西上饶人,工程师,主要从事化工水处理及储运工作。
