PLC在斗轮堆取料机控制系统中的应用
2017-10-10马俊峰周靖皓
马俊峰+周靖皓
摘要斗轮堆取料机是现代化工业中广泛应用的自动化设备,目前主要应用于冶金、发电厂等散料(矿石、煤、焦碳、砂石)存储料场的堆取作业中。根据斗轮堆取料机的工作过程和主要工艺流程,对它的自动化控制进行了全方位的设计。该控制系统配备功能齐全的监控系统、紧急保护系统等功能。设计了以PLC为控制核心,并配备参数预置人机界面等单元组成的控制系统组件。经过实际现场试验后,该系统自动化程度高、操控简便、达到要求。同时,显著地提高了斗轮机的工作效率,为真正自动化控制的实现奠定了基础。
关键词PLC;控制系统;斗轮堆取料机
随着我国经济的发展及社会的不断进步,不同领域的自动化水平均在不断提高,同时,质量也在不断提高。从工业控制系统的发展来看,控制主要从继电器控制、单片机控制、PLC控制等发展过程。传统的继电器控制和接触器等控制的大多数是开关量信号,而且是顺序控制,这类控制系统只能在一定的限制范围内应用。除此之外,由于此类控制系统具有大量触点装置,所以在使用的过程中具有寿命短,可靠性差等特点,并且不可随意更改控制功能。
而半导体逻辑电路的出现,可以通过数字式或模拟式输入输出的方式对各种类型的机器或生产过程进行控制。尽管这样的控制系统基本满足自动控制的要求,但是对于有许多输入输出口组成的控制系统就不能进行有效的控制。为了解决这一问题,PLC控制系统横空出世,并以其成本低、性能稳定、功能强等特点在工业控制领域得到广泛的应用。
1PLC控制系统
PLC作为离散控制的首选产品,在二十世纪的八九十年代得到了非常广泛的应用。随着工厂自动化程度的提高,近年来在我国PLC增长非常迅速,并且在自动化领域占有非常重要的位置,在实际应用的过程中具有更好的稳定性以及较高的可靠性。对于相同I/0点数的系统来说,采用PLC控制系统比DCS系统的成本大约的低40%左右。主要原因在于PLC控制系统没有专用的操作站,可以实现软件及硬件的通用,因而其维护成本较低。除此之外,一个PLC控制器,在实际应用的过程中可以接收几千个I/0点,因而若被控对象为设备连锁,且回路不多,则适合采用PLC控制系统。在设计企业管理信息系统方面,由于PLC控制系统采用的是通用监控软件,因而应用PLC更加方便。
PLC控制系统的设计主要是控制器的应用程序设计。要设计好PLC控制系统,最重要的是充分了解被控对象的属性与它的特性,主要包括生产工艺、工作环境、技术条件及控制的要求等信息。利用PLC控制系统设计主要提高了焊接设备控制系统的可靠性,减少了生产线因受外界干扰而出现的控制失效现象,目前各大企业工厂都使用PLC控制系统。在本研究的斗轮堆取料机的过程中,选择PLC作为控制核心的原因包括:1)具有较高的可靠性与较强的控制功能;2)编程较为简单,可在现场修改程序;3)可将数据直接上传到管理计算机,便于监控系统运行状态;4)具有非常灵活的扩展能力,能与触摸屏、变频器等连接,从而实现实时数据通讯;5)能够适用于恶劣的工业环境,具备较强的抗干扰能力,是很好的工控器件。
2斗轮堆取料机PLC控制系统的工作原理
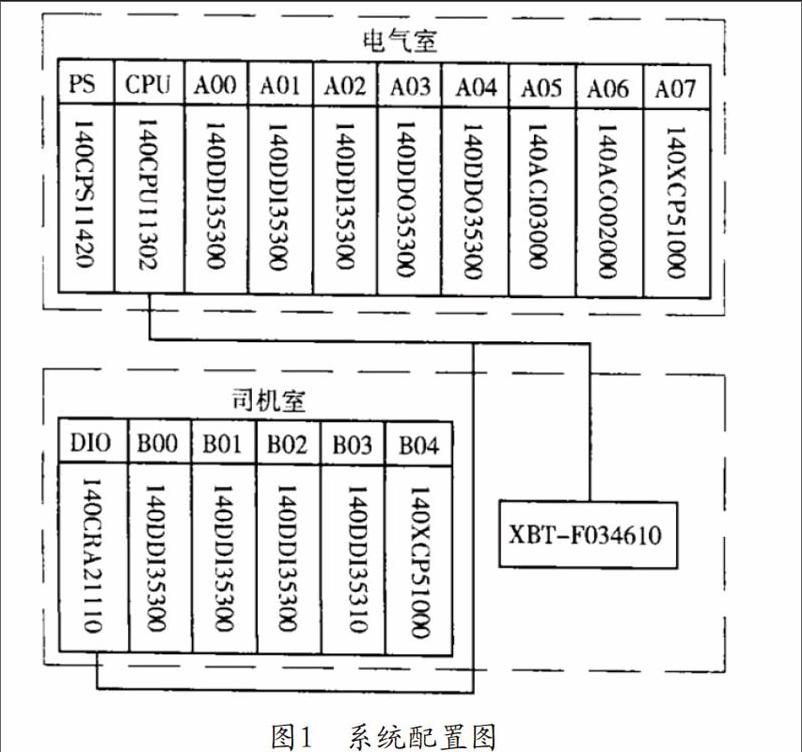
PLC的配置中,采用了模块化和积木式组合构成的斗轮堆取料电气控制系统。以S7-300CPU为控制核心,并配备触摸屏、通讯模块组成整个控制系统。斗轮堆取料机的各机构的控制部分均处于PLC的控制下,顺序完成PLC编写的程序,如遇到紧急情况,PLC利用外部来的中断进入保护系统。
在斗轮堆取料机PLC控制系统中,PLC软件和硬件都使用模块化,有整个系统简洁、控制性能好等优点。其系统配置见图1。
上述各个模块的正常执行关系到整个系统运行的稳定性。机械设备的各个运行状态、控制仪表指示和控制操作的所有指示在人机界面中可以设定,设定的参数可以经过RS-485传输到PLC的核心配置中。此款PLC系统的控制系统采用模块化和积木式组合构成斗轮堆取料电气控制系统。它具有PLC控制系统的全部特点和优点,是工业控制系统中具有较强实用性的一套控制系统,可以完成和实现斗轮堆取料机的所有动作过程,进而满足现场工作的实际需要。
3斗轮堆取料机的PLC控制部分
斗轮堆取料机的PLC控制是完成整个自动化工艺流程的关键控制部分,主要包括堆料程序控制、取料程序控制、信号仪表指示监控、位置信号监控以及行走速度控制程序等。现对PLC的关键控制部分进行如下分析。
第一,堆料、取料程序控制。在堆料PLC半自动控制程序中,通过可编程终端画面上的堆料控制参数设定,其设定的参数传递给逻辑控制器核心PLC,给系统发出斗轮堆料作业信号,同时编码器记录行走距离和旋转角度。
第二,位置信号检测程序。信号、仪表指示监控主要是PLC控制西医与电压互感器可编程终端之间的通讯实现,并且组成可编程序终端辅助监控的斗轮堆取料机操作系统。最终将其得到的数据信息通过RS-485传递到监控界面,时刻监控程序的进行。
第三,驱动控制程序。该控制系统的驱动装置主要包括电机驱动、电缆卷筒驱动、传送带驱动、斗轮上升、下降驱动、回转驱动等构成。电机驱动主要满足慢速行走工作、快速行走调车的要求。主回路设有短路保护和过载保护。电缆卷筒驱动,用自动空气开关作短路保护,热继电器作过载保护。当出现紧急情况时,可以利用急停或者程序内部保护,实现双重保护,提高安全性和稳定性。回转驱动系统的运动过程主要由操纵台开关进行控制,利用模拟电压信号的电位器调速:模拟输入端上电压人工给定,可以实时控制回转的速度。
4结论
本文研究并探讨一种基于PLC控制系统为主的控制核心,并结合触摸屏的堆取料自動成型设备控制系统。采用可视化的人机交互系统,成型工艺参数设置简单,各个设备的运动过程显示较为直观。该控制系统的研制与应用有效地提高了设备的自动化水平,显著地改善了传统手动操作的复杂性。在不同成型工艺参数的设置与选择上,显著地减轻了工人的操作难度与劳动强度,改善了生产环境和效率,质量也得到保障,自动化意义得到真正的实现。
