聚苯乙烯/改性滑石粉选择性激光烧结弯曲强度的实验研究
2017-10-10杨来侠周文明杜珣涛杨繁荣
杨来侠,周文明,鲁 杰,杜珣涛,杨繁荣
(1.西安科技大学机械工程学院,陕西 西安 710054;2.西安科技大学材料科学与工程学院,陕西 西安 710054)
加工与应用
聚苯乙烯/改性滑石粉选择性激光烧结弯曲强度的实验研究
杨来侠1,周文明1,鲁 杰2,杜珣涛2,杨繁荣1
(1.西安科技大学机械工程学院,陕西 西安710054;2.西安科技大学材料科学与工程学院,陕西 西安710054)
采用钛酸酯偶联剂对滑石粉进行表面改性处理,通过机械混合法制备出聚苯乙烯(PS)/改性滑石粉复合粉末,在预热温度为85℃和8层网格支撑等条件下,采用正交试验法,研究了单层厚度、扫描间距、激光功率和扫描速度等对烧结件弯曲强度的影响。结果表明,钛酸酯偶联剂上的官能团已与滑石粉表面的活性物质发生了化学反应,达到了改性滑石粉的目的;在所研究的工艺参数中,烧结件的弯曲强度受激光功率的影响最大,受单层厚度的影响最小;最佳的工艺参数组合为:单层厚度为0.18mm、扫描间距为0.28mm、激光功率为27W和扫描速度为1200mm/s,此时烧结件的弯曲强度可达到15.27MPa。
选择性激光烧结;聚苯乙烯;滑石粉;钛酸酯偶联剂;弯曲强度;参数优化
0 前言
选择性激光烧结(SLS)工艺是基于“分层制造和逐层累加”的原理,高能量的激光束在计算机的控制下有选择性地扫描照射固体粉末材料来实现三维实体零件的制造[1]。PS是SLS工艺中常用的一种聚合物粉末材料,其烧结件内部存在大量的孔隙,致密度较低,导致SLS工艺烧结件的力学性能较差[2]。滑石粉的密度比一般塑料的密度大,且粒径较小,由于其独特的薄片状结构具有一定的补强作用,因而可以起到补强填充的作用[3-4]。鉴于此特性,采用机械混合法制备PS/滑石粉复合粉末。由于滑石粉与PS树脂基体的极性不同,导致两者的相容性和界面黏结性较差,因此需要对滑石粉进行表面改性[5-6]。常用的方法是通过偶联剂对滑石粉进行表面改性处理,滑石粉经偶联剂改性后引入多种活性官能团,这会与PS树脂基体发生化学反应或者物理缠绕,从而提高PS树脂与滑石粉之间的界面结合能力。
本文通过机械混合法制备了PS/改性滑石粉复合粉末,并用傅里叶变换红外光谱仪表征了滑石粉的改性效果。在选择性激光烧结快速成型机上进行烧结实验,对烧结的弯曲试样进行3点弯曲强度测试,用方差分析法对正交表下烧结件的弯曲强度结果进行了优化分析。同时对弯曲试样的断面进行了SEM分析,研究了不同SLS工艺条件下烧结件的断裂形貌变化规律。
1 实验部分
1.1 主要原料
PS粉,工业级,平均粒径约为125μm,江苏常州荣晟新材料科技有限公司;
滑石粉,AH-1250N1,平均粒径约为10μm,合山化工(辽宁)有限公司;
无水乙醇,分析纯,天津市天力化学试剂有限公司;
甘油单硬脂酰酯,Atmer129V,上海井宏实业有限公司;
钛酸酯偶联剂,201,深圳市兰齐塑化助剂厂;
溴化钾,光谱纯,天津市科密欧化学试剂有限公司。
1.2 主要设备及仪器
数显游标卡尺,精度为0.01mm,德清盛泰芯电子科技有限公司;
分析天平,SF-400,石家庄市鑫盛化工有限公司;
行星球磨机,QM-3SP2,南京大学仪器厂;
真空干燥箱,DZF-6020,上海双旭电子有限公司;
电动振筛机,YCHH0301,宜昌市华恒设备制造厂;
高速混合机,SHR-10A,张家港市万凯机械有限公司;
扫描电子显微镜(SEM),EVO18,卡尔蔡司光学(中国)有限公司;
傅里叶变换红外光谱仪(FTIR),IR-435,德国布鲁克公司;
选择性激光烧结快速成型机,XJRPSLS300,陕西恒通智能机器有限公司;
微机控制电子万能力学试验机,CMT4304,深圳市新三思计量技术有限公司。
1.3 样品制备
将95g的无水乙醇和5g的水倒入烧杯混合后,加入钛酸酯偶联剂配制成浓度为1.6%的混合溶液,静置0.5h使其充分混合,加入70g的滑石粉,搅拌10~15min后,经抽滤、洗涤,将混合物放入真空干燥箱中,90℃下干燥5h;将PS、表面改性的滑石粉以及非离子型抗静电剂甘油单硬脂酰酯,在高速混合机中,按照94∶5∶1的质量比进行机械混合,并进行球磨、筛分,得到PS/改性滑石粉复合粉末;在预热温度为85℃、8层网格支撑和XYSTA扫描方式(x-y方向交替地扫描)的条件下进行烧结实验,每次等间距同时烧结5个80mm×10mm×4mm的抗弯试样,备用。
1.4 性能测试与结构表征
FTIR分析:测试前将试样烘干,分别取适量改性和未改性的滑石粉与溴化钾均匀混合,在研钵中研磨成粉,在模具中压制成透明薄片,将薄片置于FTIR中进行扫描测试,扫描范围为4000~400cm-1,实验环境温度为23℃,相对湿度为55%;
弯曲强度测试:按照GB/T9341—2008在标距内对每组成型的5个试样进行3点弯曲强度测试,以每组的5个试样的均值作为实验结果,试验速率为5mm/min,实验环境温度为23℃,相对湿度为55%;
SEM分析:将试样断面进行真空喷金处理,采用SEM观察滑石粉在PS基体中的分散情况,测试电压为5kV,实验环境温度为23℃,相对湿度为55%。
2 结果与讨论
2.1 滑石粉改性前后的FTIR谱图
如图1所示,3675cm-1处为滑石粉中结晶水—OH的伸缩振动峰,3000~2800cm-1之间为饱和C—H的伸缩振动峰,2960cm-1处为—CH3的反对称伸缩振动峰,2931cm-1处为—CH2的反对称伸缩振动峰,2874cm-1处为—CH2的对称伸缩振动峰,1500~1000cm-1处为Si—O的反对称伸缩振动峰,747.9cm-1处为—CH2的面内摇摆吸收峰,670cm-1处为O—H的摇摆振动峰。改性前,2960、2931cm-1处两种C—H存在振动耦合现象,故峰一个较强一个较弱,出现分叉现象。改性后,此现象消失,说明与钛酸酯偶联剂发生了化学反应,且改性后1453cm-1处—CH3的面内弯曲振动峰面积变大,吸收强度提高,这是由钛酸酯偶联剂中的—CH3反对称变形所引起的。在1020cm-1处出现了明显的特征峰,这是由改性后滑石粉中引入了钛酸酯偶联剂中P—O键的伸缩振动吸收峰所产生的。由此可知,钛酸酯偶联剂上的官能团已与滑石粉表面的活性物质发生了化学反应。

1—未改性 2—改性图1 滑石粉改性前后的FTIR谱图Fig.1 FTIR of untreated and treated talc
2.2 试验方案
工艺参数一直是SLS工艺的研究热点[7-8]。为保证原型件可以顺利的从成型缸中取出,就要求制件具有一定的强度,而影响SLS工艺烧结件强度的因素较多。综合各方面因素,以弯曲强度为衡量指标,选取单层厚度(A)、扫描间距(B)、激光功率(C)和扫描速度(D)这4个参数作为实验因素,每个因素各取3个水平。相对于单因素实验法而言,采用正交试验可以研究SLS工艺中各个参数之间相互作用的结果[9]。根据实际要求并结合大量的实践经验,确定了4因素3水平正交试验表,即L9(34),工艺因素与水平如表1所示。正交试验方案与结果如表2所示。弯曲强度方差分析计算结果如表3所示。通过方差进行优化分析从而确定一组最佳的工艺参数组合。
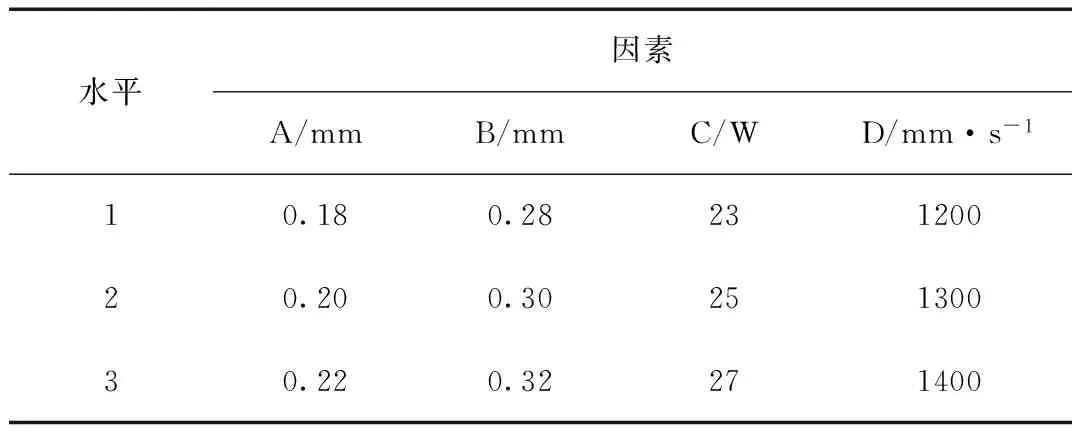
表1 工艺因素和水平Tab.1 Process factors and levels

表2 正交试验与试验结果Tab.2 Results of the orthogonal experiment
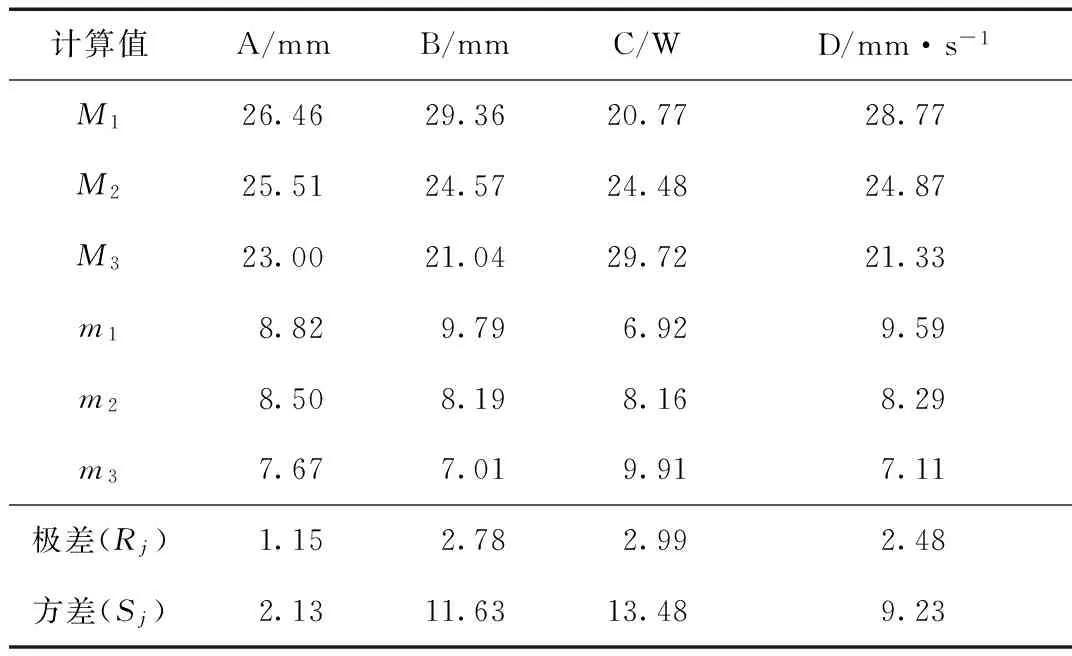
表3 弯曲强度方差分析Tab.3 Variance analysis table of bending strength
注:计算值Mi,i=1,2,3为各试验水平下对应弯曲强度之和;mi,i=1,2,3为每个试验水平下对应的弯曲强度均值。
式(1)标准偏差用来衡量每一工艺参数组合下5个烧结件弯曲强度数据的稳定性。标准偏差值越小,实验结果相对于平均值的离散程度就越小,也就越稳定。式(2)计算值mi,i=1,2,3。为每个试验水平下弯曲强度的均值。式(3)极差来衡量试验指标的变化幅度。式(4)方差来衡量试验指标对实验结果造成影响程度的大小,方差越大说明该因素对试验指标的影响也越大,因而对实验结果也就越重要。
(1)

(2)
(3)
(4)
式中S——标准偏差
Xi——单个测定值

N——试样个数
Mij——第j列水平号为i的弯曲强度之和
mij——因子j的第i个水平的均值
k——水平数
n——试验次数
Rj——第j列极差
Sj——第j列方差平方和
Zi——正交表中每一试验编号下的弯曲强度值,MPa
T——正交表中9组弯曲强度试验结果之和,MPa

激光能量密度/J·mm-2:(a)0.055 (b)0.065 (c)0.075 (d)0.080图2 不同激光能量密度下弯曲强度烧结件的SEM照片Fig.2 SEM of sintered parts prepared at different energy density
以弯曲强度为指标时,各因素的实验结果值越大,弯曲强度也就越高。 由表3弯曲强度方差分析表可知,SC>SB>SD>SA。因此各因素对弯曲强度的影响顺序由大到小依次为C、B、D和A。单层厚度选A1最好。对于同一参数组合下的激光能量是一定的,A越小,激光束向下穿透粉层的能力就越强,到达每一粉层底部的激光能量也就越大,层与层之间连接效果也越好,因此弯曲强度也就越大;扫描间距选B1最好,因为B越小,同一烧结层内2条相邻的激光扫描线重叠次数就越多,可以保证烧结层充分的烧结,弯曲强度也就越高;激光功率选C3最好,因为C越大,粉末吸收的能量就越高,烧结件的致密度也越高,弯曲强度也就越大;扫描速度选D1最好,因为D越低,激光对粉末照射的时间就越长,粉末吸收的热量也就越多,烧结也越充分,弯曲强度也就越大。因此,各因素的优化水平为A1B1C3D1。但从9组正交试验结果来看,第5组参数组合A2B2C3D1下的弯曲强度值最大为11.20 MPa,而从各因素的优化水平分析可知弯曲强度最大的参数组合为A1B1C3D1,两者并不一致。在各因素的优化水平下进行试验,测得烧结件的弯曲强度为15.27 MPa。因此最佳工艺参数组合为:A为0.18 mm、B为0.28 mm、C为27 W和D为1200 mm/s。
2.3 激光能量密度对烧结件断面形貌的影响
由于8#烧结件(正交表强度最低)和最佳工艺参数组合的烧结件都是由偶联剂改性的滑石粉和PS粉进行机械混合制备的复合粉末,仅仅是工艺参数不一样。为了说明激光能量对烧结件性能的影响,以8#烧结件和最佳工艺参数组合的烧结件进行对比分析。

表4 不同工艺参数组合下烧结件性能的对比Tab.4 Comparison of properties of sintered parts with different parameters combination
为了便于对比不同的工艺参数组合对烧结品质的影响,用激光能量密度公式[式(5)][10],计算这2组参数组合下作用在复合粉末上激光能量密度的大小。结果表明,最佳参数组合下烧结件的激光能量密度是8#烧结件(非最佳工艺参数组合)的1.45倍,而弯曲强度是8#烧结件的3.12倍。这说明在同一材料体系下,工艺参数对烧结品质有较大的影响。

(5)
式中J——激光能量密度,J/mm2
P——激光密度,W
V——扫描速度,mm/s
S——扫描间距,mm
为了说明不同SLS工艺条件下断裂形貌的变化规律,图2为不同激光能量密度下,PS/改性滑石粉烧结件弯曲强度断面的SEM照片。从图2可以看出,当激光能量密度为0.055 J/mm2时,烧结件内部有许多形状不规则的粉末颗粒,并且存在大量的孔隙。这是由于作用在粉末上的激光能量太小,导致材料熔融不充分。当激光能量密度为0.065 J/mm2时,小颗粒粉末逐渐烧结成大颗粒粉末,并且粉末颗粒之间产生烧结颈,但是烧结件内部依然存在大量大小不一的孔隙。当激光能量密度为0.075 J/mm2时,粉末颗粒的烧结颈明显变大相互粘连形成块状形貌。这是由于随着激光能量的提高,粉末的形态发生了较大的变化,粉末融化较为充分。烧结件内部的孔隙明显减少,致密度得到一定的改善。当激光能量密度为0.080 J/mm2时,PS/改性滑石粉复合粉末的烧结速率提高,材料烧结较充分并形成致密的整体,烧结层之间实现很好的连接。此外,PS树脂基体与改性后的滑石粉的相容性得到改善,烧结过程中产生的孔隙可以有效地被填充,烧结件内部的致密度和弯曲强度也相应提高。
3 结论
(1)钛酸酯偶联剂上的官能团已经与滑石粉表面的活性物质发生了化学反应,达到了改性滑石粉的目的;
(2)各实验因素对弯曲强度的影响从大到小依次为激光功率、扫描间距、扫描速度和单层厚度;
(3)在预热温度为85 ℃、8层网格支撑和XYSTA扫描方式下,PS/改性滑石粉烧结件的最佳工艺参数组合为:单层厚度为0.18 mm、扫描间距为0.28 mm、激光功率为27 W、扫描速度为1200 mm/s,此时烧结件的弯曲强度为15.27 MPa。
[1] 宫玉玺,王庆顺,朱丽娟,等.选择性激光烧结成形设备及原材料的研究现状[J].铸造,2017,66(3):258-262. Gong Yuxi,Wang Qingshun,Zhu Lijuan,et al.Review on the Progress of Forming Equipment and Materials for SLS[J].Foundry,2017,66(3):258-262.
[2] 闫春泽.聚合物及其复合粉末的制备与选择性激光烧结成形研究[D]. 武汉:华中科技大学材料科学与工程学院, 2009.
[3] 齐贵亮.塑料改性实用技术[M].北京:机械工业出版社,2015:3-4.
[4] 孙岳玲.PP/改性滑石粉复合材料性能研究[J].塑料科技,2015,43(4):39-42. Sun Yueling.Study on Properties of PP/Modified Talcum Composites[J].Plastics Science and Technology,2015,43(4):39-42.
[5] 张凯舟,郑 祥,申建初,等. 滑石粉的不同表面处理工艺对PVC/ABS/滑石粉合金性能的影响[J].塑料科技,2011,39(10):95-99. Zhang Kaizhou, Zheng Xiang, Shen Jianchu,et al.Effect of Different Surface Treatment Technologies of Talc Powder on Properties of PVC/ABS/Talc Powder Alloy[J]. Plastics Science and Technology,2011,39(10):95-99.
[6] 郭甜甜,丁雪佳,张 雨,等.滑石粉对聚丙烯微观形态和性能影响[J].中国塑料,2011,25(12):39-42. Guo Tiantian,Ding Xuejia,Zhang Yu, et al.Influence of Talc on Morphology and Properties of PP[J]. China Plastics,2011,25(12):39-42.
[7] 王传洋,陈 瑶,董 渠.选择性激光烧结聚苯乙烯拉伸强度研究[J].应用激光,2014,34(5):377-382. Wang Chuanyang,Chen Yao,Dong Qu.Research on Tensile Strength of Selective Laser Sintering Polystyrene[J]. Applied Laser,2014,34(5):377-382.
[8] 王荣吉.选择性激光烧结工艺的试验与优化方法研究[D]. 长沙:湖南大学材料科学与工程学院,2005.
[9] 王 鹏,贾建峰,高 耸,等.正交设计法优化C/Al2O3复合粉体选择性激光烧结成型工艺的研究[J].热加工工艺,2011,40(19):192-195. Wang Peng, Jia Jianfeng, Gao Song,et al.Study on Optimization of Selective Laser Sintering Process for C/Al2O3Compo-site Powder by Orthogonal Designing Experiment Method[J]. Hot Working Technology,2011,40(19):192-195.
[10] 芦 刚,李 康,严青松,等.基于SLS烧结覆膜砂工艺参数对成型尺寸精度的影响规律[J].铸造技术,2013,34(3):314-316. Lu Gang, Li Kang, Yan Qingsong,et al.Effect Law of Process Parameters on Dimensional Accuracy Base on SLS Resin Coated Sand[J].Foundry Technology,2013,34(3):314-316.
ExperimentalInvestigationonBendingStrengthofSelectiveLaserSinteringPartsBasedonPolystyreneandModifiedTalcPowderCompounds
YANG Laixia1, ZHOU Wenming1, LU Jie2, DU Xuntao2, YANG Fanrong1
(1.College of Mechanical Engineering, Xi’an University of Science and Technology, Xi’an 710054, China;2.College of Materials Science and Engineering, Xi’an University of Science and Technology, Xi’an 710054, China)
Talc powders were surface modified with a titanate coupling agent, and polystyrene (PS)/surface-modified talc powder compounds were prepared via mechanical mixing. Selective laser sintering parts based on these compounds were molded at a preheating temperature of 85 ℃ with 8-layer grid support. Effect of layer thickness, scanning interval, laser power and scanning speed on bending strength of the sintering parts were studied by an orthogonal experiment. The results indicated that a chemical reaction occurred between functional groups of titanate coupling agent and active matters on surfaces of talcum powders, indicating that talcum powders achieved a successful surface modification. An investigation of process parameters indicated that effect of laser power on bending strength of the specimen was significant, but influence from layer thickness was little. Optimal process parameters for the sintering parts were a layer thickness of 0.18 mm, a scanning interval of 0.28 mm, a laser power of 27 W and a scanning speed of 1200 mm/s. With these process parameters, the sintering parts achieved bending strength of 15.27 MPa.
selective laser sintering; polystyrene; talc powder; titanate coupling agent; bending strength; parameter optimization
国家863计划项目(2015AA042503)
TQ327.8
B
1001-9278(2017)09-0086-05
10.19491/j.issn.1001-9278.2017.09.013
2017-04-10
联系人,1094441882@qq.com