异型烟分拣系统关键技术的研究
2017-09-25李旭冉徐德荣蔡宏王志明
李旭冉 徐德荣 蔡宏 王志明/文
异型烟分拣系统关键技术的研究
李旭冉 徐德荣 蔡宏 王志明/文
本文针对商业烟草分拣领域中异型烟分拣的关键步骤,即异型烟分拣、异型烟打码和异型烟包装三个关键过程的现状和问题进行分析,指出目前模式存在的问题,并给出解决方案;最后形成一套完整的新型的异型烟分拣系统,使得分拣部分烟仓调节更加灵活,分拣设备占地更小,分拣效率更高,同时实现准确打码以及机械化包装,这对我国烟草分拣行业异型烟分拣领域的发展具有重要意义。
异型烟分拣系统、分拣、打码、包装
近年来,随着市场经济的发展,个性化的消费需求愈发凸显,卷烟需求向多品种、小批量方向发展,配送卷烟的种类、数量和经销商数量都将急剧增加。烟草工业企业为了满足市场需求,相继开发出多款异型包装卷烟。并且异型烟销量不断增加,异型烟的销售品规数也在不断增加。同时,随着卷烟个性化的设计以及国际流通的增长,对异型烟的自动处理成为异型烟分拣领域的必然需求。

图1:部分品牌异型烟
一、异型烟分拣技术的总体水平
标准条烟尺寸规格为:(270~286)×(86~90)×(44~49)mm,如果与此有异则属于异型包装卷烟,简称“异型卷烟”。在卷烟生产过程中,存在不同长度、宽度、厚度、材料、重量等特性的异型卷烟。图1为部分不同品牌的异型卷烟,以西安烟草配送中心分拣的异型烟为例,其中长度变化范围为110mm~311mm,宽度范围为70mm~188mm,高度变化范围为20mm~180mm,可以看出异型烟长度、宽度和高度之间的尺寸差距较为明显。

图2:电子标签分拣流程图
国外异型烟分拣技术研究起步较国内早,技术较成熟,可以实现异型烟和标准卷烟共同分拣,在线合单。在我国,国家烟草专卖局于2010年9月下发了《关于卷烟打码销售有关事项的通知》,要求从2010年11月起销售卷烟必须打码到条。全国各地开始对异型烟的分拣及打码进行研究。但据了解,2014年以前徐州市局(公司)无异型烟专用分拣设备,采用手工分拣。异型烟未分拣到户,不打码。这导致异型烟二次分拣耗时长,如果不合单到户,车组送货时间将随着异型烟品规数增加而大幅延长,因此合单需求迫切。
另外,湖南省株洲市、湘潭市、娄底市和益阳市异型烟分拣虽已实现打码到条,但分拣方式均采用人工分拣,打码后人工包装,再和标准卷烟进行人工合单,这种分拣方式分拣效率较低。
总体来看,目前国内异型烟分拣及打码的技术成熟度并不高。研究异型烟自动分拣系统具有很可观的市场前景。下面从异型烟分拣、打码和包装三个方面对目前现状和存在的问题进行分析,并分别提出解决方案。
二、异型烟分拣情况分析
1.异型烟分拣方面的现状
目前大多数烟草配送中心采用直接手工拣选或者电子标签分拣系统完成异型卷烟的分拣任务。
手工拣选是基于零售户订单需求,用手工进行拣选、配货的一种卷烟分拣方式,也是卷烟销售配送中心采用的最初级的拣选配货形式。
电子标签分拣系统是在国内应用较早且较为广泛的卷烟分拣系统。一般说来,卷烟物流配送中心的电子标签分拣系统包括电子标签显示货架、控制系统、订单信息处理计算机系统、订单输送系统和包装平台等。电子标签分拣系统流程如图2所示,工作过程为控制系统将订单数据传到电子显示器,分拣人员根据提示完成该品种对应数量卷烟拣选后按下“确认”键即可。电子标签辅助拣选装置不是半自动分拣线,因为它没有半自动分拣功能。
此外,还有一些烟草配送中心采用人工填烟、自动分拣、自动打码、人工包装的异型烟半自动分拣方式,如成都、沈阳、西安等。

图3:异型烟立式分拣机结构简图

图4:烟仓调节方式示意图

图5:下部出烟部分出烟方式
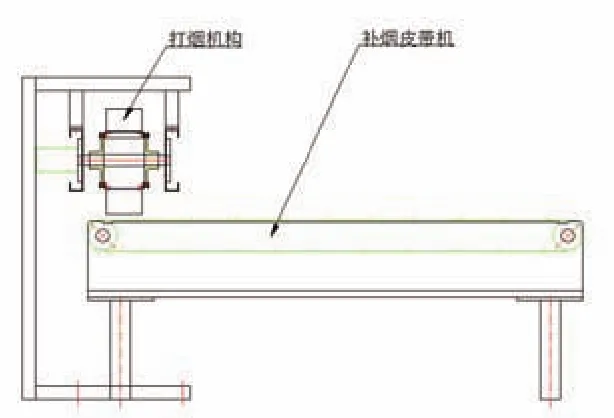
图6:异型烟混合存储分拣设备方案示意图

图7:异型烟混合存储分拣设备试验运行情况
2.异型烟分拣方面问题
直接手工拣选或者电子标签分拣系统完成异型卷烟的分拣,其缺点在于:一是作业人员较多;二是作业人员从事简单、枯燥、繁琐的重复性劳动,作业中较难避免拣选条烟的数量及品牌与订单不符,以致劳动量加大、生产率降低,影响后续工作。
一些烟草配送中心采用人工填烟、自动分拣、自动打码、人工包装的异型烟半自动分拣方式,但要想完全实现异型烟自动分拣,需为每天分拣的每一种品规单独配置一个烟仓,即使是每天销量非常小的卷烟,从而增加了烟仓数量以及分拣场地。同时,目前异型烟半自动分拣机烟仓调节不便,为了更好地适应异型烟的不同尺寸,烟仓应尽可能更加方便地调节。
3.异型烟分拣方面问题的解决方案
随着各个烟草专卖公司异型卷烟销量的逐渐增加,销量占比以及品规销量的逐渐增大,给异型烟分拣工作带来巨大压力。异型卷烟品规众多,尺寸规格、包装标准各异,订单离散,传统的人工分拣劳动强度大、差错率高、现场混乱、分拣效率无法跟上销量的增长。异型烟半自动分拣方式,是未来异型烟分拣的主要方式。
根据前述问题分析,半自动分拣目前存在两方面问题:(1)烟仓调节的问题;(2)需要一种异型烟混合存储分拣设备,将小销量的卷烟混合存储,统一分拣,以减少烟仓数量,节省分拣场地。
(1)烟仓调节问题的解决方案
对于烟仓调节问题,可采用如下结构解决方案。将异型烟立式分拣机设计成三部分,即①机架,②上部烟仓部分,③下部出烟部分,如图3。其中上部烟仓部分和下部出烟部分,分别独立固定于机架上,且两部分互不相连但中心线处于同一直线。
上部烟仓部分的调节方式如下:采用左右旋螺杆的方式实现烟仓部分的调节,即螺杆左右两侧具有不同旋向的螺纹,当对螺杆进行旋转时,左右两边的烟仓板会同时收缩和扩大相同的距离,从而在保持烟仓中心距不变的情况下简单可靠的实现烟仓调节。如图4。
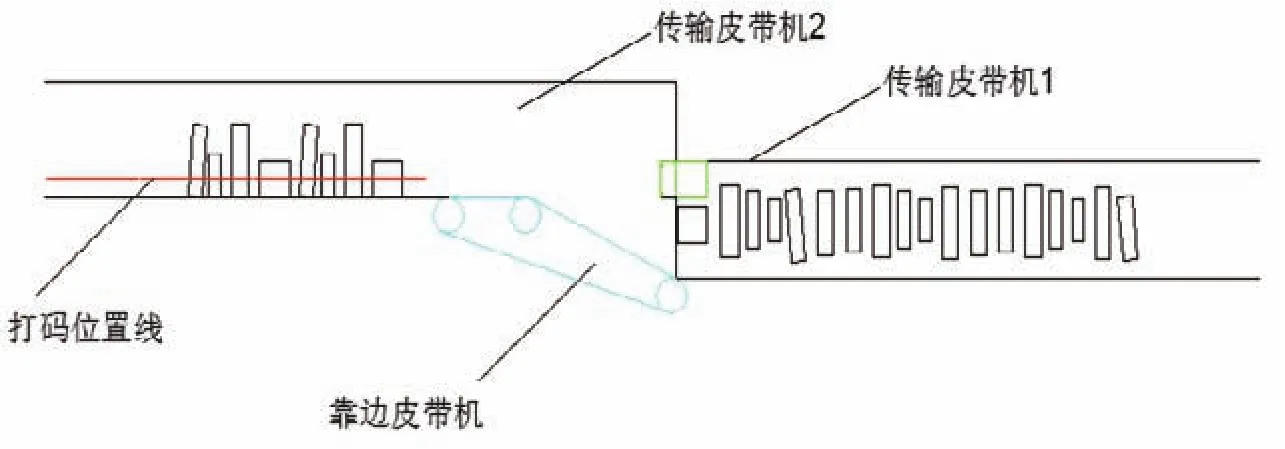
图8:卷烟靠边输送方案

图9:靠边输送机试验运行情况

图10:组合直角坐标机械手
下部出烟部分的出烟方式采用链轮带动打烟推头的方式将异型烟推出至立式分拣机前端的传输皮带上,如图5。
(2)异型烟混合存储分拣设备
异型烟混合存储分拣设备包括一条补烟皮带机和一套打烟机构,如图6所示。补烟皮带机皮带上粘有导条,相邻导条之间的中心距为136mm,导条将皮带分成若干个烟格。对于卷烟宽度在130mm以内的卷烟放置于一个烟格中,卷烟宽度大于130mm的异型烟占用两个烟格,(以西安烟草2014年异型烟分拣数据为例,进行品规销量分析,西安烟草异型烟共76个品规,平均每天销量不到10条的异型烟有34个品规,对此34个品规采用混合烟仓,混合烟仓异型烟平均日销量为96条/天,宽度大于130mm的卷烟共5个品规,日平均销量为4.8条,占全部混合烟仓卷烟日平均销量的5%,其销量在小品规销量异型烟中仍占少数。)补烟皮带机带面放置异型烟的条数,由补烟皮带机的长度决定。
如图6所示,打烟机构悬挂于补烟皮带机上方,操作人员根据订单信息将异型烟按照顺序放置补烟皮带机的烟格中,根据信息系统提示,打烟机构将补烟皮带机上的异型烟打出至前端主传输皮带机上。
补烟皮带机移动一个格的时间不高于500ms,打烟机构转半圈(推出一条烟)的时间不高于400ms。图7为异型烟混合存储分拣设备试验运行情况,试验表明,该设备可以适用于异型烟的混合存储和分拣,并且分拣出的异型烟具有很好的烟姿。
三、异型烟打码情况分析
1.异型烟打码的现状
通常异型烟的打码方式有三种,即上部打码、侧面打码和底面打码。
岳阳市烟草专卖局(公司)的研究人员在不对分拣设备进行改造的情况下,采用制作异型烟模具的方法,调整与喷码头的合适距离,物流配送中心分拣喷码系统成功为异型烟打码。中国烟草总公司重庆市公司物流分公司,设计了一种异型包装卷烟打码系统。此系统将油墨喷头和喷码传感器固定在护栏的侧壁,将烟放置在传送带靠近喷头的一侧上,当条烟从喷头旁边经过时,传感器感应到卷烟的经过,控制电路驱动喷头工作,实现对异型烟的自动打码。在《特殊包装卷烟打码装置》一文中,周金迎等设计了一种特殊包装卷烟打码装置,用于特殊包装卷烟的打码,采用由下向上的打码方式,解决特殊包装卷烟尺寸多样性的问题,可以对多种规格的特殊包装的条烟进行稳定打码。
2.异型烟打码方面问题
由于异型卷烟的高度存在较大差异,上部打码的方法不具备通用性,需随时调整激光打码头与条烟表面间距,造成生产效率较低;而侧面打码亦具有局限性,如较薄条烟的打码成功率受限;由于异型烟的长度存在较大差异,底部打码对异型烟在传输带上的位置有较高的要求,当位置控制不好容易造成较短的异型烟打码失败。
3.异型烟打码方面问题解决方案
对三种打码方式进行分析,底部打码的方式更加适用于异型烟打码,所有的异型烟在传输时底面均处于同一平面,不需要调节激光头的高度来适应不同高度的异型烟,只需控制异型烟在传输带上的位置即可。
因此,解决打码准确性问题的关键在于控制异型烟在传输皮带上的位置,若在异型烟分拣后,传输过程中的某一侧边均贴着皮带一侧,那么在最小长度异型烟的中心线位置,采用底部打码的方式对异型烟进行打码,即可保证每条异型烟均被准确打码,从而解决打码准确性问题。
采用底部打码的打码方式,解决打码准确性问题的关键在于控制异型烟在传输皮带上的位置,使得分拣后传输的过程中异型烟的某一侧边均贴着皮带一侧。
可采用如图8所示的方式,实现异型烟靠边输送,使得靠边皮带机的水平分速度和传输皮带机的速度相同,控制靠边输送机与传输皮带机之间的角度,可以使异型烟在不发生转动的情况下,只发生平移以改变其在皮带机上的位置。
图9中为上述方案的试验运行情况,从试验效果可以看出采用上述方案可以实现卷烟在垂直于运动方向上的水平移动,实验中靠边皮带机与水平皮带机之间的角度为14°,角度大时卷烟会发生跳动,实际应用中为达到更好的效果可缩小靠边皮带机与水平皮带机之间的角度。
四、异型烟包装情况分析
1.异型烟包装的现状
由于异型烟的尺寸相差较大,很难实现其自动包装,目前基本在所有的烟草物流分拣中心,异型烟的包装形式均采用手工包装的形式,打码后的异型烟由手工进行码垛,之后装入塑料袋中。装车前再和标准卷烟进行合单。
2.异型烟包装的问题
人工包装效率受限,往往一条分拣线需要分成多个包装口,造成场地的浪费。并且一般一个包装口需要配置两名包装人员,作业人员较多。另外,作业人员从事简单、枯燥、繁琐的重复性劳动,难免造成卷烟数量和订单不符的情况。
3.异型烟包装问题的解决方案
异型烟不易自动包装的原因在于异型烟尺寸相差较大,不便于异型烟的码垛。若异型烟可实现自动码垛,包装机即可完成对异型烟的自动包装。所以解决异型烟包装问题关键在于解决异型烟码垛问题。
在异型烟分拣线末端采用机械手对异型烟进行码垛是解决异型烟码垛的一种有效途径,机械手可以从多条传输线上抓取卷烟,也是解决标准卷烟和异型烟在线合单问题的一种途径。
异型烟在传输皮带机上传输时的烟姿不可控,而码垛时对卷烟的姿态有严格的要求。可以通过参考异型烟分拣方面的做法,靠边输送机将卷烟统一靠边输送,在传输末端加挡板来调整异型烟的位置和烟姿,从而方便机械手对异型烟的抓取。也可以为机械手配备视觉识别功能,视觉识别系统能够在传输设备不停止运行的情况下识别传输线上异型烟上表面中心点的X、Y、Z坐标,以及异型烟在传输线上的旋转角度。视觉系统获得上述信息后将其传输给机械手,机械手即可获得异型烟抓取点的坐标信息及旋转角度信息。信息系统再将传输设备上异型烟的尺寸信息传输给机械手,机械手即可获得卷烟码放位置信息,从而成功实现对异型烟的抓取和码放。
另外,由于异型烟存在不同的长度、宽度和高度,需要为码垛机械手配备专门的异型烟码放算法,使得机械手可根据异型烟的尺寸计算每层异型烟的码放条数。
根据分拣线效率需求,末端机械手可以选择并联机器人(蜘蛛手),串联机械手或者直角坐标机械手。图10是试验时所使用的组合直角坐标机械手,分拣前信息系统按照订单内条烟尺寸进行排序,按照宽度、长度、高度排序,从而控制打烟顺序,以便码垛时较宽尺寸的烟盒摆放在底部。在计算码垛坐标时,先计算最低层的的当前总宽度,再加上待码烟盒的宽度,若这个宽度在码烟宽度范围内,则计算出码烟坐标,否则进入上一层计算,直到计算出合适的坐标。通过上述的靠边输送机将异型烟统一靠边输送,在传输末端加挡板来调整异型烟的位置和烟姿,进而使用组合直角坐标机械手对异型烟进行抓取和码放。图11是试验组合直角坐标机械手实际运行情况,试验表明,采用上述算法可以成功将不同尺寸的异型烟进行码垛。
五、结束语
笔者认为,从分拣、打码和包装三方面存在的问题着手,对各问题采取有效的解决方案能够突破瓶颈、适应发展,成为提升异型烟分拣系统敏捷响应能力的关键环节。本文中提到的异型烟混合存储分拣设备,能够适应广大卷烟物流分拣中心的迫切需求,且市场上目前没有出现此类设备,异型烟混合存储分拣设备的研制对我国烟草分拣行业异型烟分拣领域的发展具有重要意义。
作者单位为邮政科学研究规划院

本刊重点关注的物流展会
