精益生产在装载机散热器装配线的应用
2017-09-23郭亮亮唐兵兵
郭亮亮,唐兵兵
企业管理
精益生产在装载机散热器装配线的应用
郭亮亮,唐兵兵
(广西威翔机械有限公司,广西柳州545007)
针对公司装载机散热器装配线装配方式落后、装配效率低、装配质量差异较大等问题,采用精益生产的方法和工具,在生产现场进行优化和改善,以提高生产效率,解决企业实际问题。
精益生产;生产线平衡;混线生产;单件流
1 现状调查
柳工装载机事业部薄板件厂主要配套生产装载机驾驶室和散热器。其中散热器是全套配送总装,机型多达21种,零件小、种类多是该厂产品的主要特点,装配方式落后、现场混乱是该车间面临主要问题。表1所示为机型装配方式分析表,可以看出,只有1种机型实现了单件流,其余20种机型都存在效率低、在制品数量大、劳动强度大问题。其中地摊式装配机型,产量都较低,故在此不做重点研究。只有856潍柴自2011年开始逐渐由潍I向潍II切换,由原来每月不到10台,到现在月均250台,如图1所示。
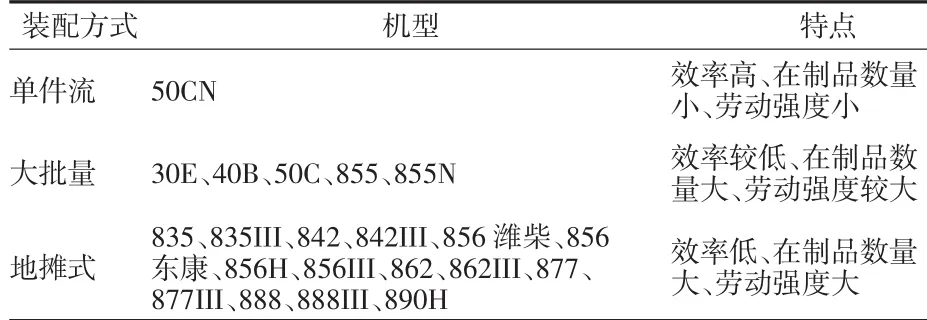
表1 机型装配方式分析
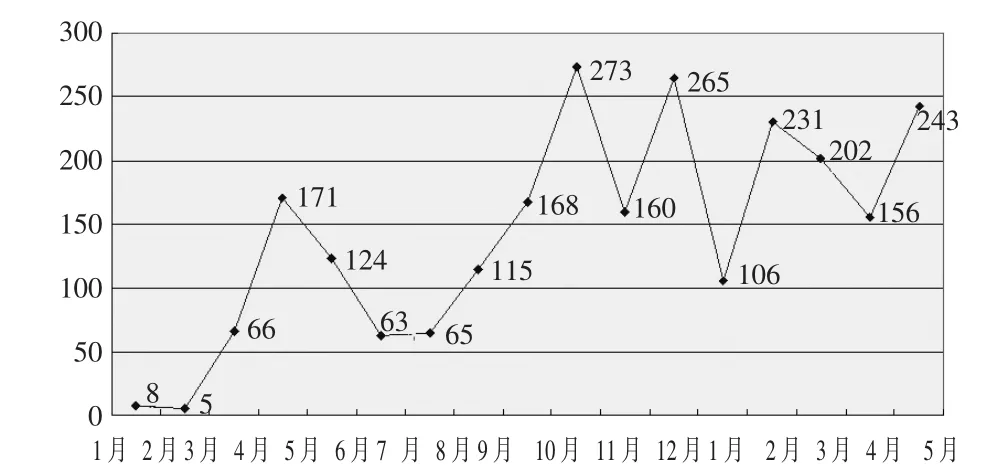
图1856 潍柴散热器产量趋势图
但工艺、设备、物流等没有随着产量的增加而改进,仍保持地摊式的装配方式,没有很明确的工位划分,各工位工作内容不确定,生产效率低,存在大量浪费的现象,导致产能不能跟上市场发展的需求。为保证满足销售需求,通常需要加班才能完成当日的订单计划。延长劳动时间,员工经常加班,企业成本也随之增加,最终导致员工怨言大,人员流动较频繁,增加了管理的难度,由产能不足问题形成的恶性循环日益凸显。
通过对现状的调研,将问题汇总为5类:
(1)人:员工对精益工具及6sigma理论都不了解,排斥流水线作业。
(2)机:需要4部行车,实际只有2部行车,无法满足正常节拍生产要求;工位器具配备合格率不到10%.
(3)料:推式物料供货,物料流动效率低。仓库物料收发与生产需求衔接不好,采用计划式的推式供货,一旦出现计划调整或生产异常,大批物料堆积现场,物料流动性差,物流响应的速度慢,影响生产效率。
(4)法:地堆式作业和大批量作业,效率低,质量问题多,非增值时间和步行时间占到81%.缺乏标准操作指导,产品品质一致性不高。
(5)环:缺乏系统管理模式,管理提升缓慢。生产单位的生产管理方法无章可循,库存量达120台,且库存区与装配区不明确,存在很大的安全隐患。
在国家政策对实现乡村振兴提出要求的前提下,当地政府要求仪陇县以农业为支撑,发展“农业+N”的产业发展新模式,打造百里环线优质柑橘示范带。在实行多维休闲农业综合体理念下的产业融合模式后,通过整合土地、人力、资本三大要素,据规划将带动园区贫困户1 086户、贫困群众4 126人通过入地流转、园区务工、入股分红等方式,可实现农户年均增收5 000元以上,从而助力乡村振兴。
针对以上问题,运用精益生产方式的工具和方法,对生产现场进行优化和改善,解决难题。
2 运用工艺流程图和微观流程图工具寻找问题原因
2.1 工艺流程图分析
通过工艺流程图分析,可以找出非增值工序及时间并识别出瓶颈工位。如图2所示。

图2 散热器各工位作业时间平衡分布图
由图2数据可以看出,四工位的作业时间最长,488 s,是瓶颈工位,瓶颈工位决定了此条流水线的CT.所以设法降低布线工位的时间,提高该条流水线的平衡率,对提高整条线的产能有着重要意义。
2.2 微观流程图分析
通过微观流程图分析,找出影响产品质量的因素。如图3所示。
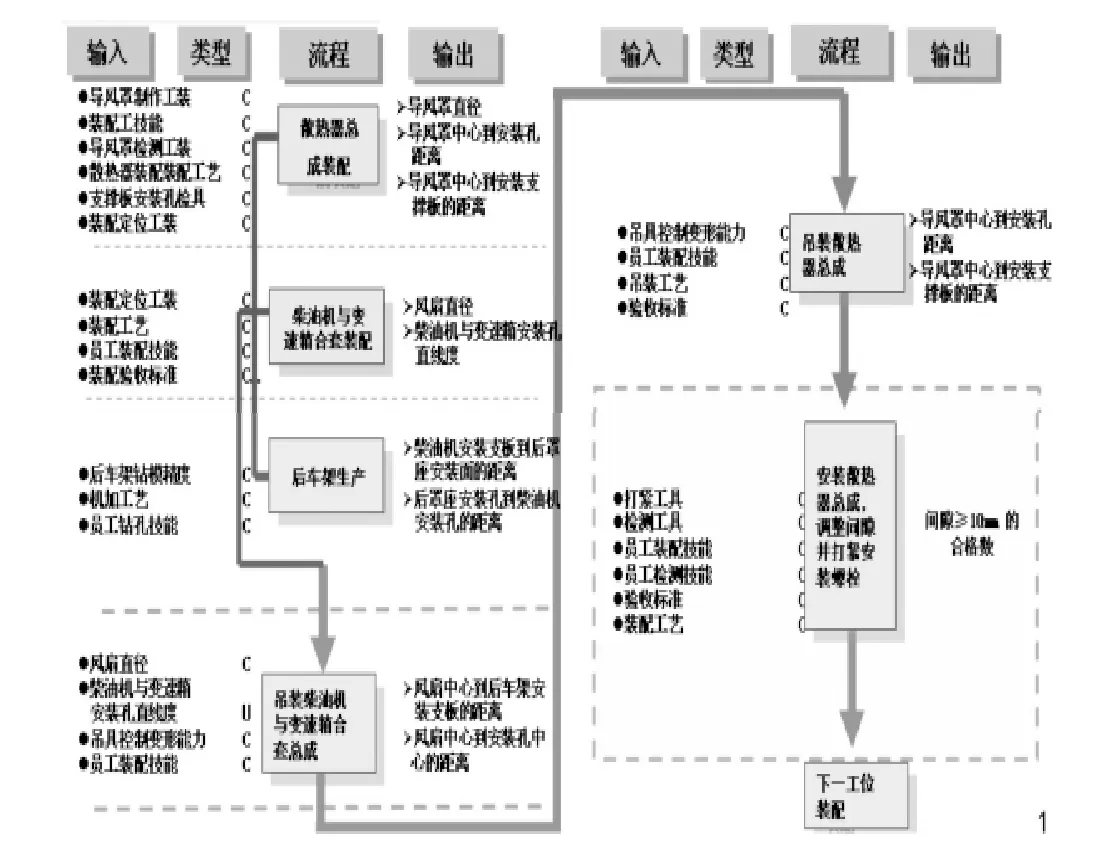
图3 微观流程图
2.3 制定改进措施
根据工艺流程图和微观流程图的分析,对得出的因子时进行汇总并分析,如图4、图5所示。

图4 因子汇总表
从图5可以看出工艺和物流类问题占至总因子数的93%,下面主要从工艺和物流两方面进行改进。
2.3.1 工艺方面改进
对生产线平衡改善时,ECRS(即Eliminate取消,Combine合并,Rearrange重排,Simplify简化)分析原则进行作业改善,改善后效果如图6所示。
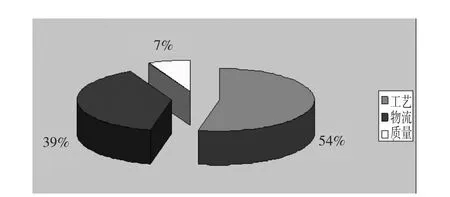
图5 因子分析表

图6 工艺改进后的各工位作业时间平衡分布图
工位调整后,距目标线平衡率和工序节拍仍有差距,接下来将从物流路线等方面改进。
2.3.2 物流方面改进
改善前,车间工位布局凌乱、无规则,物流配送主要依靠车间南大门大物流通道,并未形成物流回路,且兼做交通道,物流不畅通,物料配送时需跨越主线装配区,存在严重安全隐患;散热器采用地摊式装配,明显存在人员走动频繁,行车长距离长时间使用,影响装配效率。每种物料平均物流距离约4 m,共有8种物料(不含标准件),总成吊运距离平均为8 m,即一台散热器物流距离约为4×8+8=40 m,如图7所示。

图7 改善前工艺布局图
通过现状工艺布局分析、讨论,确定了布局优化调整方案。将地摊式和大批量作业方式取消,重新建立一条新线,同时满足多种机型的混线装配。工位物料靠近主线两侧,减少员工的走动;部装工位垂直主线且靠近主线装配工位就近布局,减少吊运距离;增加主线及部装线物流通道,在主线内侧清理一条宽1.2 m的主物料配送通道,保证物流的畅通和人员的安全,也便于物料的先进先出。如图8、图9所示。

图8 改善后工艺布局图
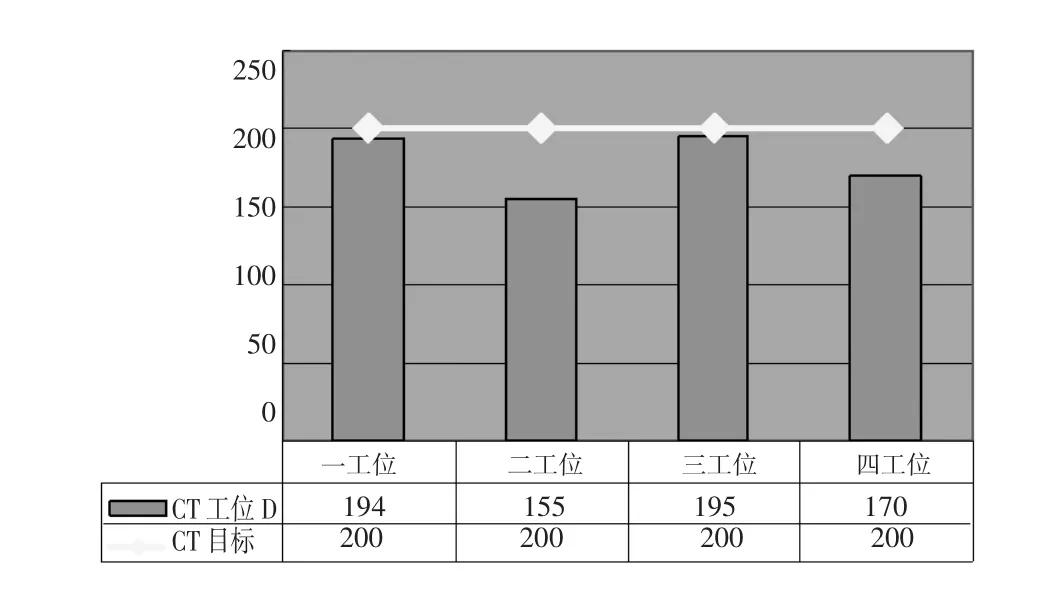
图9 物流改进后各工位作业时间平衡分布图
3 改进效果
截至2012年11月底,历经半年时间推进,完成了精益生产在工程机械散热器装配线的应用。质量内反馈率由原来的4.1%下降到2%,下降了51%,人均效率由原来的1.798台/人/小时提升到3台/人/小时,提升了66.9%,成品库存量由原来120台下降至50台,下降了58.3%.
4 结束语
通过对不同产品的装配工艺分析,使用统计方法和精益生产工具,把握共性、识别差异、找出瓶颈工位,实现混线单件流,提升了效率,提高了质量,为其他产品的混线单件流提供了方法,也为后续装配线工艺布局规划、工位设置及产能策划提供了很好思路。
精益生产模式是一种适应市场灵活变化的现代管理理念和管理方法,其核心思想是消除一切浪费,提倡资源合理有效地配置和使用。经过实践证明,精益生产模式能有效提升工程机械企业生产效率,降低企业成本,提高利润,其必将成为工程机械行业应对日趋激烈的全球化竞争及少量多样、快速变化的市场需求的必经之路。
The Application of Lean Production Used in Loader Assembly Line
GUO Liang-liang,TANG Bing-bing
(Guangxi Weixiang Machinery Co.,Ltd.,Liuzhou Guangxi 545007,China)
As the backward mode,low efficiency in the loader radiator assembly line,through the application of lean production in this line,use lean production methods and tools to optimize and improve the production site management,in order to increase production efficiency,solve practical problems.
lean production;line balance;intermix production;one-piece flow.
TH186
B
1672-545X(2017)07-0217-03
2017-04-03
郭亮亮(1987-),男,内蒙古乌兰察布人,助理工程师,本科,主要研究方向:工程机械驾驶室、散热器制造工艺及质量管理;唐兵兵(1986-),男,广西桂林人,助理工程师,本科,主要研究方向:精益生产及生产策划。
