绿色切削装置的设计与应用
2017-09-23范彬彬刘万山刘思远梁冰玉李雪松
范彬彬,刘万山,刘思远,梁冰玉,李雪松
绿色切削装置的设计与应用
范彬彬1,刘万山2,刘思远2,梁冰玉2,李雪松1
(1.厦门大学生命科学学院,福建厦门361102;2.厦门大学航空航天学院,福建厦门361005)
该金属切削装置基于绿色制造技术,通过绿色金属切削加工实验,用显微技术对加工结果进行工艺分析,表明该装置使用微量绿色金属切削液,能够取得与传统湿切削相同的加工性能,减少环境污染,降低加工成本。
绿色制造;气液两相流;工艺分析;显微技术
传统的金属湿切削加工,金属切削液能够改善工艺效果,提升加工效率,但其带来的环境污染及成本负担亦不容忽视。近年来绿色制造技术得以重视和研究[1],其中微量润滑冷却技术将微量的金属切削液转变成气液两相流喷射到切削区域,达到冷却润滑双重目的[2],目前发展迅速。
绿色切削装置基于微量润滑冷却技术工艺,功能特点是冷却作用的水基冷却液与润滑作用的油基润滑液相互独立供给,可根据切削工况进行双向调节用量,装置结构采用气动元件模块化设计,结构简单、成本低廉。
1 装置结构
绿色切削装置采用气液两相流外部供给、双通道传输[3-4]、水油双基双气动原理作为结构方案,整个装置无需单独的雾化单元,以气压作为源动力。绿色切削装置结构方案如图1所示。

图1 金属切削辅助装置结构方案
如图1所示,上下支路分别为水基冷却液和油基润滑液,两者与主气路汇于喷嘴终端,在高压下形成气液两相流喷出,各流体流量分别由支路调压阀控制,在水路和油路首末端置入单向阀,以避免各分路中流体干扰和反流,在水路和油路终端放置流体流量计,监测流量变化。
2 切削实验
室温下27℃对气液两相流喷射温度变化进行采集,如表1所示。

表1 气液两相流喷射温度采集表
温度采集结果如图2所示。
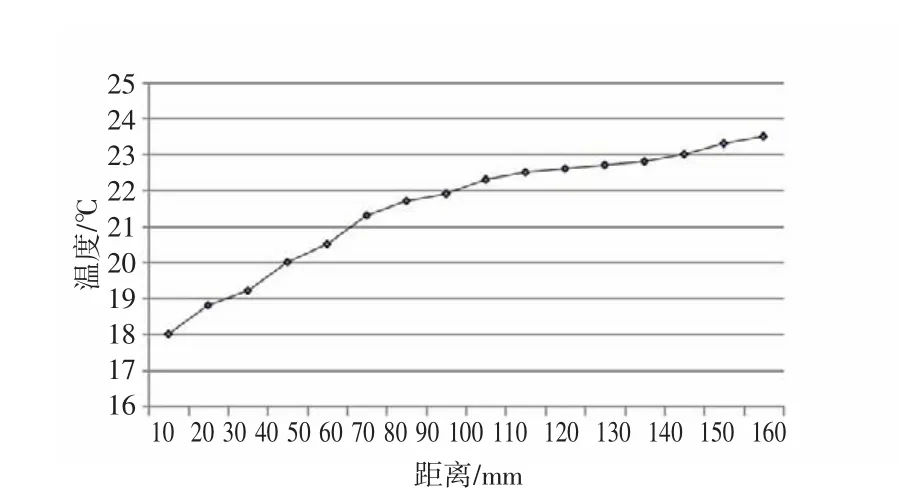
图2 射流温度采集曲线
通过图2可以看出,气液两相流喷射出喷嘴后,体积瞬间增大对内做功,温度在瞬间降低后逐渐升高,射流温度采集曲线中,在距离出口50 mm后温度变化趋于平缓。
本文采用辐射高温计对该装置在普通车床上进行切削辅助加工试验与切削温度采集,机床加工参数选取为:主轴转速N=820 r/min,切削深度a=2 mm,进给量f=0.12 mm/r,试验每次加工长度L =100 mm,对工件进行6次切削加工,毛坯初始直径d=40 mm.根据车削速度公式:

求得6次加工切削速度v1=103 m/min,v2=93 m/min,v3=82.3 m/min,v4=72.2 m/min,v5=67 m/min,v6=62 m/min.
装置中水基冷却剂选用植酸占比2%水溶液,油基润滑剂基础油选用大豆植物油,喷嘴离工件距离选取50 mm,主干气路气源处理器气压控制为0.8 MPa,气路调压阀气压控制为0.4 MPa,水路调压阀气压控制0.3~0.6 MPa,油路调压阀气压控制0.4~0.5 MPa.
除传统湿切削以及干切削,装置分别设置为纯气切削、油雾切削、水雾切削、水油混合切削等切削方式,用红外测温仪对切削温度进行采集,如表2所示。

表2 切削温度采集表
油雾切削油基用量8 mL/min;
水雾切削水基用量14 mL/min;
混合A油基用量2 mL/min,水基用量4 mL/min;
混合B油基用量3 mL/min,水基用量5 mL/min;
混合C油基用量4 mL/min,水基用量6 ml/min.
切削温度采集曲线如图3所示。

图3 切削温度采集曲线
在车削加工中,切削热被切屑带走的有50%~80%,传导到刀具20%~40%,传导到工件占比10%以下[5],因此本试验采集的温度不是绝对的切削温度,仅作为比对数据。
通过对比可以看出,干切削加工切削温度明显高于其他切削方式,湿切削可以将切削温度控制在常温区间,喷气切削、油雾切削[6]、水雾切削可以不同程度降低切削温度,水油混合切削C加工冷却效果基本达到湿切削加工方式,此时油基切削液用量4 mL/min,主干气路气源处理器气压控制为0.8 MPa,气路调压阀气压控制为0.4 MPa,水路调压阀气压控制0.48 MPa,油路调压阀气压控制0.53 MPa.
3 工艺分析
根据切削试验采集的切削温度变化,本节对干切削、湿切削、混合C的切屑状态、工件表面与刀具磨损模型[7]通过显微技术进行工艺分析。见图4.
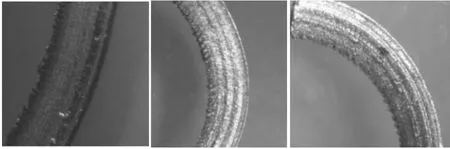
图4 切屑分析
通过显微技术可以清晰地显示出干切削加工切屑呈紫色,边缘具有明显的锯齿状条纹,整个切屑的纹理较粗;湿切削与混合C切屑呈金黄色,边缘条纹锯齿较小,整个切屑纹理相对较细,而且干切削切屑呈带状缠绕,不易断裂,湿切削与混合C切屑呈条状易断裂。见图5.

图5 工件表面工艺效果分析
干切削加工的工件表面具有不规则的烧结点,表面粗糙度比较大,湿切削与混合C工件表面具有规律的纹理,工艺效果明显优于干切削加工。见图6.
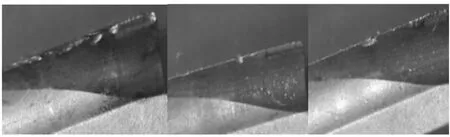
图6 切削刀具磨损分析
干切削刀具的刀刃发生明显破损,主后刀面也发生较大的磨损,湿切削加工与混合C加工刀具的刀刃破损与主后刀面磨损量明显优于干切削加工,但车床加工中会偶尔发生切屑阻挡住喷嘴的射流,混合C加工的刀具的破损与磨损要比湿切削加工略微大一些。
由此,通过对切屑、工件表面以及刀具磨损的分析,该装置的加工效果基本达到湿切削效果。
4 结论
绿色切削装置使用微量的油基润滑液水基冷却液进行配比,即可达到与传统湿切削相同的工艺效果,其结构简单、操作方便、体积小、布局方便,易于对现有机床进行技术改造。
[1]刘志峰,宋守许.绿色产品制造技术—清洁生产[J].机械科学与技术,1996(3):419-422.
[2]陈德成,铃木康夫,酒井克彦.复合喷雾加工法在切削加工过程中的冷却和润滑效果[J].中国机械工程,2000,11(9):1035-1038.
[3]沈福金.干切削加工时代即将来临[J].产品与技术,2007(2):46-47.
[4]闰通海,闰强,弓海霞.一种新型气液混合冷却装置的设计[J].应用科技,2000,27(9):3-5.
[5]刘志峰,张崇高,任家隆,等.干切削加工技术及应用[M].北京:机械工业出版社,2012.
[6]傅婷婷.空气油雾定量控制冷却装置的研究[D].南京:南京理工大学,2008.
[7]刘战强,黄传真,万熠,等.切削温度测量方法综述[J].工具技术,2002(36):4-6.
Development and Experiment of Green Cutting Device
FAN Bin-bin1,LIU Wan-shan2,LIU Si-yuan2,LIANG Bing-yu2,LI Xue-song1
(1.School of Life Sciences,Xiamen University,Xiamen Fujian 361102,China;2.School of Aerospace Engineering,Xiamen University,Xiamen Fujian 361005,China)
Green manufacturing technology based on the metal cutting device,through the experiment of green metal cutting,using micro technology on processing results for process analysis,show that the device using micro green metal cutting fluid,can be achieved with traditional wet machining the same performance,reduce environmental pollution,reduce processing costs.
green cutting;gas-liquid two-phase flow;technique analysis;microscopic technology
TH706
A
1672-545X(2017)07-0209-03
2017-04-04
范彬彬(1981-),女,黑龙江克东人,工程硕士,工程师,研究方向为测量技术与仪器;刘万山(1979-),男,山东临沂人,工程硕士,工程师,研究方向为机械设计制造及其自动化。
