空调检漏氦气提纯循环利用系统的研究
2017-09-12刘朝明
刘朝明,罗 辉
·应用技术·
空调检漏氦气提纯循环利用系统的研究
刘朝明1,2,罗 辉1,2
(1.中国电子科技集团 第十六研究所,合肥 230043;2.安徽万瑞冷电科技有限公司,合肥 230088)
针对空调行业氦气检漏过程存在氦气浪费大的现象研究出一种氦气提纯循环利用系统,该系统利用膜分离技术将空调检漏系统排放的废氦气进行回收提纯,并循环供给低压罐以供给空调检漏系统使用,从而有效减少生产过程中对于氦气的消耗量。
氦气;膜分离;提纯;循环利用
1 前 言
氦气是所有气体中最难液化的气体,化学性质非常不活泼,一般状态下很难和其他物质发生反应。且具有渗透性好、不可燃的特点,广泛应用于真空检漏行业中。
空调装配过程要对焊接点等易泄漏部位进行检漏工作。氦质谱检漏法是检验结果相对可靠、灵敏度高的检验方法,被国内外空调生产厂家广泛应用。为了提高氦气的使用效率,检漏设备都配有对氦气的回收设备,将检漏腔中的氦气回收后循环使用。循环过程中,氦气的纯度逐渐降低。当氦气纯度降低到80%以下,检漏仪的灵敏度将会受到影响,检漏结果的可靠性大大降低。此时,为避免氦气纯度对检漏准确性造成影响,厂家将一部分低纯度(纯度约为80%)氦气排放并用高纯度氦气对其进行补充,以保证检漏过程氦气的浓度。
但是,氦气是一种不可再生的稀缺性战略资源,大量排空低纯度氦气造成资源大量浪费。同时伴随我工业生产的迅猛发展,氦气的需求量越来越大。因此,对氦气的循环利用问题的解决刻不容缓。
2 检漏氦气提纯循环利用系统研究
氦气提纯方法很多,可以通过低温法、高压低温冷凝吸附法等进行。其中,低温法采用低温制冷机或液氮制冷剂冷冻分离其中的氮气和氧气等杂质以获得较高纯度氦气,纯度可以达到99.9995%。但是分离过程需要不断提供冷源,能耗高,且设备的体积较大;高压低温冷凝吸附法原理是在高压(10~20 MPa)、低温(77 K)下先进行冷凝,分离出其中的液态空气,然后再通过低温吸附剂除去剩余杂质。但是分离过程要在高压的条件下完成,当纯化量较少的时候消耗相对较大。
2.1 膜分离技术介绍
根据空调检漏设备运行的特点,本文介绍了一种回收纯化循环利用系统,该系统采用膜分离法对废氦气进行分离提纯。膜分离法是以膜两侧气体的分压差为推动力,混合气体中各组分在压力的推动下透过膜的渗透速率不同,经溶解、扩散、渗透、脱附等步骤,产生组分间传递速率的差异来实现分离的目的。图1为混合气体中各组分透过膜快慢速度示意图。
空调检漏氦气提纯循环利用系统采用该方法主要原因如下:首先膜分离法可在常温低压的条件下操作,避免了传统分离过程中低温、高压等分离方法对分离条件的要求,操作简单,且系统占地面积大大减小,满足了工厂对于场地方面的限制;其次,分离过程所需能耗低,可以达到系统节能降耗的目的;再次,分离过程无需采用运动组件,提高了整个系统的稳定性,减少系统故障率;且空调检漏过程中对氦气的纯度要求不高,80%以上纯度的氦气都可以使用,膜分离法完全可以达到分离要求。
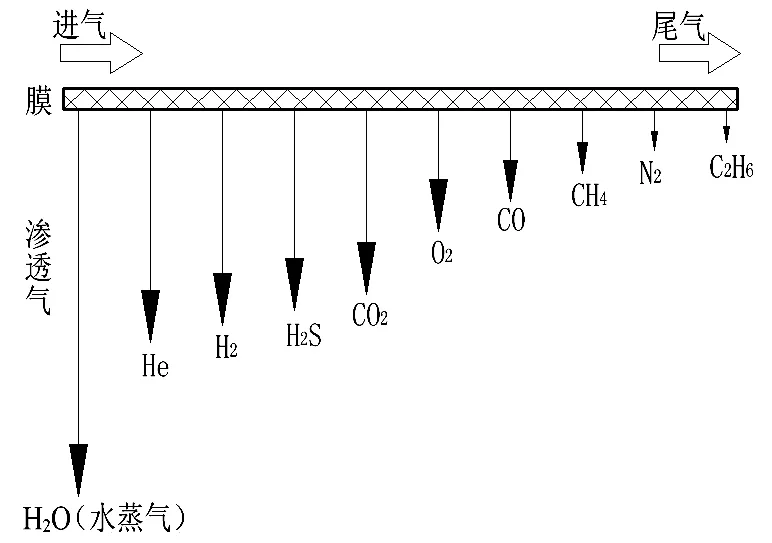
图1 混合气体中各组分透过膜的快慢速度示意图Fig.1 Permeation speed of familiar gas in the film
2.2 检漏氦气提纯循环利用系统的流程介绍
检漏氦气提纯循环利用系统将空调检漏系统高压罐排放的纯度为70%左右的废氦气进行回收并提纯,当纯度到达95%以上时,循环供给低压罐以供给空调检漏系统使用,从而有效减少生产过程中对于氦气的消耗量。

图2 检漏氦气提纯循环利用系统Fig.2 The Helium circulation system
系统由4个单元组成:废氦气回收过滤单元、提纯单元、供气单元和控制单元。整个系统由PLC控制,操作简单,性能稳定。系统的处理量在0~40 L/min,当进气储气罐压力到达设定值时,系统自动运行;当进气储气罐压力降低到设定值以下时,系统自动进入待机状态,系统工艺流程如图2所示。
2.2.1 废氦气过滤回收单元
废氦气过滤回收单元是将检漏设备高压罐中准备排空的氦气通过排气装置排入氦气提纯循环利用系统中进行收集。系统采用自动排气装置,减少了过程中的人工操作工作量,且具有更加高效性、准确性。由于空调检漏系统中油水的存在将会减少膜分离单元的使用寿命,因此,在膜分离系统前增加了滤油器、过滤器以及冷干机除去废氦气带入的杂质,延长膜分系统使用寿命。
2.2.2 膜分离单元
膜分离单元是检漏氦气提纯循环利用系统的关键单元,由于膜承压受限,膜前加置减压阀,提高膜的使用周期。对一级膜分离效果进行实验,其中,供气纯度、进气纯度、尾气纯度均由纯度仪测量得出,系统回收率根据进出系统气体中氦气的分量进行计算得出。
回收率=[Y供×(Y进-Y尾)]/[Y进×(Y供-Y尾)]
式中,Y供表示供气纯度;Y进表示进气纯度;Y尾表示尾气纯度。
当进气纯度相同,进气压力不同时,实验结果如表1所示。

表1 纯度相同时膜分离效果Table 1 The separation effect of membrane under the same purity
由以上实验结果可知:空调检漏系统排放的废氦气通过调节系统状态,控制尾气的大小,一级膜分离单元即可满足供气纯度要求95%以上,回收率达到90%以上的供气要求。
当进气纯度不同,进气压力相同(0.3 MPa),尾气中氦气纯度控制在7%左右时,实验结果如表2所示。

表2 进气压力相同时膜分离效果Table 2 The separation effect of membrane under the same intake pressure
由以上实验结果可知:进气纯度增加,供气纯度也会相应增加,但增加幅度不大;统一供气纯度为96%左右时,对于空调检漏系统排放的80%以下的废氦气随着进气纯度的增加,系统的回收率呈现逐渐增加的趋势。
由上可知检漏氦气提纯循环利用系统采用一级膜即可以完成空调检漏排放的废氦气的提纯工作,纯度、回收率均可满足要求,且检漏系统规律、及时的排气可以有效的增加气体的回收率。
2.2.3 供气单元
经提纯单元提纯后的氦气在压力驱动下补充入检漏系统的低压储气罐,再由配气系统中自带压缩机加压充入高压罐以作循环使用。为满足系统的流量需求,在膜分离单元后增加增压泵。由于低压罐内含有大量油水,为防止检漏系统低压罐内油水反流进入纯化系统内污染膜分系统,在增压泵后增加过滤器,保证检漏氦气提纯循环利用系统的洁净。
2.2.4 控制单元
检漏氦气提纯循环利用系统采用“一键开启”,系统启、停机均为自动控制。当储气罐压力达到设定压力时,纯化系统进入工作状态;当储气罐压力低于设定值时,纯化系统进入待机状态。系统通过PLC屏幕实时监测系统的进口压力、出口压力、瞬时流量、累计流量以及设备内部主要工作器件的工作状态,能够及时有效地掌握系统的运行情况。
2.3 检漏氦气提纯循环利用系统的技术指标
废氦气纯度:60%~80%氦气;系统工作温度:常温;供气压力:约0.1~0.3 MPa;供气流量:0~40 L/min;He供气纯度:≥95%;回收率:≥80%。

图3 检漏氦气提纯循环利用系统样机Fig.3 The sample of the equipment on helium circulation system
检漏氦气提纯循环利用系统实现全自动运行,可24 h不间断运行,无需人工干预,大大减少了生产过程中人力消耗。样机如图3所示,尺寸为:750 mm×600 mm×1400 mm,设备占地面积小。
3 结束语
本文通过运用膜分离技术设计出一种检漏氦气提纯循环利用系统,该系统启停均采用自动控制,无需人为操作,工作性能稳定,使用简单;且低能耗,回收率高,占地面积小。解决了中低压条件下90%以上氦气提纯难度大的技术瓶颈,实现了空调检漏行业中线式氦气回收提纯技术的应用。目前,该系统已在多个空调生产厂家得到运用,取得良好的运行效果。
[1] 陆文军,刘丽,王海,等.气体膜分离高回收率流程的研究[J].膜科学与技术,1994,14(4): 53-57.
[2] 赵俊,汪澎,章学华,等.一种用于空调两器检漏排放氦气的纯化设备[J].制冷与空调,2013,13(4): 78-80.
[3] 罗辉,黄卫.光纤冷却管氦气循环利用方法的研究[J].低温与特气,2016,34(4): 46-49.
[4] 彭桂林,龚智,章学华.氦气提纯技术发展现状与应用分析[J].低温技术,2016,19(2): 4-7.
[5] 申志军,王宝玉,方掩,等.空调室内机用氦气代替冷剂在线检漏工艺研究[J].制冷与空调,2013,13(1):67-69.
刘朝明,女,中国电子科技集团第十六研究所,主要从事工业氦气循环利用装备的研发与应用。
Research on the Helium Circulation System of Air Conditioning
LIU Zhaoming1,2,LUO Hui1,2
(1.The 16th Research Institute of China Electronics Technology Group Corporation,Hefei 230043,China; 2.Anhui Vacree Technologies Co.,Ltd.,Hefei 230088,China)
In order to solve the helium waste problem existed in helium leak detection process in the air conditioning industry,a kind of helium purification recycling system was developed in this article.The membrane separation technology was used in the system to recycle and purify the wasted helium.The purified helium was supplied to low pressure tank to supply air conditioning use leak detection system.The consumption of helium can be effectively reduced.
helium; membrane separation; purification; recycling
2017-07-06
TQ117
A
1007-7804(2017)04-0047-04
10.3969/j.issn.1007-7804.2017.04.014