TA15粉末冶金产品热等静压成形工艺过程的数值模拟
2017-09-04邓太庆林岩松
王 冰 纪 玮 邓太庆 赵 丰 林岩松
(航天材料及工艺研究所,北京 100076)
TA15粉末冶金产品热等静压成形工艺过程的数值模拟
王 冰 纪 玮 邓太庆 赵 丰 林岩松
(航天材料及工艺研究所,北京 100076)
文 摘 针对高品质粉末冶金新产品的研发,为了减少其研发周期、降低试验成本,采用Marc模拟软件,对轴承座产品的热等静压近净成形过程进行了有限元数值模拟。结果表明:经工艺成形后,产品几何外形尺寸变化较大,相对密度整体达到0.98,局部尖端位置相对密度仅为0.85,对此提出了改进包套结构和芯模结构形式、局部增加装粉量等方案,提高局部位置致密度,保证产品整体质量,为产品的实际生产提供了理论指导作用。
热等静压,数值模拟,相对密度
0 引言
粉末冶金热等静压成形工艺具有成形精度高、组织性能好、致密度高、内部无缺陷、材料利用率高、生产周期短等优势[1-3],是现代化制造业中材料成形的重要方法之一。粉末冶金热等静压成形过程较为复杂,涉及到粉末材料的物性参数、粉末粒径、包套材料性能、产品结构尺寸、加热温度、压力等匹配问题,因此,在新产品研制开发阶段,只能通过以往经验和反复试验的方法优化生产工艺,实现最终产品的近净成形,这就造成了材料、人员、周期的浪费;而采用有限元数值模拟技术,建立产品几何模型、设置约束条件、施加边界载荷等,可以对热等静压成形后的产品几何尺寸、应力应变分布、相对密度分布等数据进行分析,了解产品质量缺陷的发生趋势[4-6],从而反馈并优化热等静压成形工艺参数,为实际产品的生产提供理论指导,达到减少研制周期、节约成本的目的。本文主要针对某轴承座产品的研制开展了热等静压成形过程数值模拟研究。
1 数值模型的建立
1.1 本构方程
粉末成形较致密化固态金属成形更为复杂,颗粒堆积成一个非连续体,在力的作用下,颗粒之间、颗粒与包套之间均发生机械和摩擦作用,再加上制品密度、弹塑性性能间的相互影响,其力学行为非常复杂[7-11],其粉末材料的屈服准则具有如下通用形式:
(1)


表1 本构方程理论
1.2 数值模型的选择
粉末热等静压成形过程涉及到几何非线性、材料非线性、边界条件非线性等数学模型的建立[14-16]。
几何非线性通常关系到结构行为的改变和结构稳定性的丧失,对于热等静压工艺而言,主要涉及到成形过程中的大变形、大应变问题,选用拉格朗日方法即可对其进行描述;材料非线性主要涉及到材料本身的性能,如比热容、弹性模量、屈服强度等性能参数,将其定义至模型中进行数学运算;边界条件非线性是约束材料变形、载荷和温度施加方式的数学模型描述,对粉末体与芯模、包套的接触关系相匹配,其接触约束通过直接约束的方式来表达,温度和静水压力均作用在外包套上,同时考虑加载方向随包套尺寸的改变而变化,作用力方向始终垂直于包套。
2 模型参数设置
2.1 网格模型与材料参数
经简化后的轴承座产品模型如图1所示,其最大直径为Φ310 mm,高度为150 mm。
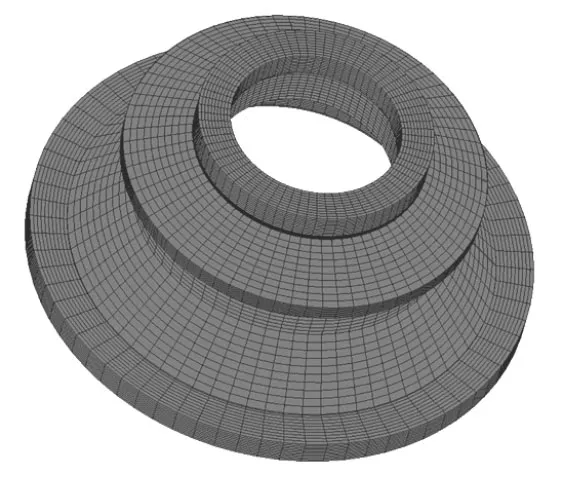
图1 轴承座产品
采用Marc对包套、轴承座粉末体、芯模分别进行三维网格划分,单元格总数为77 790个,其模型截面如图2所示。金属粉末材料选择TA15钛合金,密度为4.45 g/cm3,初始相对密度设置为0.7;芯模和包套材料均选用20#碳钢,其物性参数可在Marc软件材料性能参数数据库中进行选择。

图2 数值模型截面Fig.2 Sectional view of numerical model
2.2 边界条件
热等静压过程采用120 MPa/900℃、保温2 h的工艺参数进行模拟,其载荷与温度由包套外侧向内部施加,作用方向均垂直于包套外表面,且随着工艺过程的进行,包套形状发生改变,其力的方向也随之变化,但其方向仍垂直于包套,直到整个模拟过程结束。
3 模拟结果与分析
3.1 零件相对密度分布
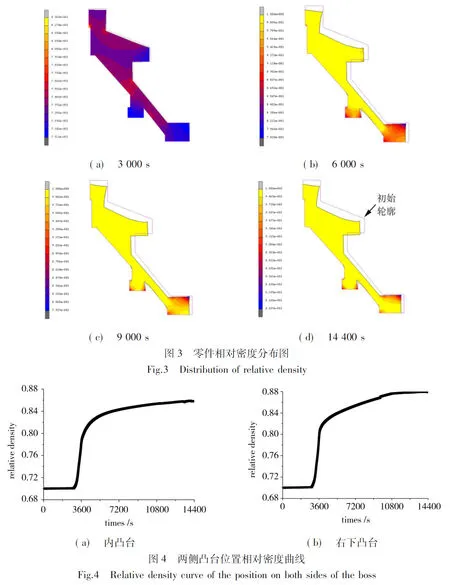
由于轴承座产品为回转体轴对称结构,为了更直观的对粉末冶金热等静压成形过程进行分析,对模拟结果进行切片分析,选取零件4个典型工况步进行观察,如图3所示:第300步为热等静压工艺的3 000 s,这时处于工艺升温升压状态,压力为100 MPa,温度为750℃;第600步、第900步分别为工艺的6 000 s、9 000 s,均为保温保压阶段,压力为120 MPa,温度为900℃;保温结束后对压力和温度进行卸载,第1440步为热等静压工艺的14 400 s,是整个工艺的结束点。由图3可以看出,热等静压3 000 s时,温度和压力均未达到设定的最大值,此时,零件外形也随着包套发生了一定的形变,粉末体局部密度已经开始发生变化,中心部位的相对密度出现了明显的梯度分布,外边缘位置的相对密度变化较小,尤其是内凸台和右下凸台位置的相对密度未发生变化;随着工艺过程的进行,到6 000 s时已到达保温保压阶段,并持续了40 min,可见此时零件大多位置的相对密度达到了0.98,而两个凸台部位相对密度仅为0.85;从9 000 s至14 400 s过程中,零件形状持续发生改变,相对密度逐渐增加;结束时,零件整体密度基本达到0.98,局部位置的相对密度也在0.85以上。
由于工艺结束后零件两侧凸台位置仍存在相对密度的梯度变化,对这两处位置进行相对密度分析,其变化曲线如图4所示。分析成形工艺过程认为,该现象与温度和压力参数无关,而与零件、包套结构有关。由于芯部模具的存在,使受力状态发生变化,热等静压的静水压力变为由外部向内施加的单向压力,而粉末体在成形过程中相当于带孔隙的连续体,因此,在压力传递过程中发生损耗,尤其是内凸台的尖角位置,压力不易传递,出现明显的梯度现象;而外部由于边缘的尖角效应,作用在包套上压力未完全作用至粉末体上,造成该部位相对密度偏低。
3.2 零件位移量分析
由图5零件相对位移变化情况可以看出,零件肩部位置变化最大,其肩部最大位移量达到了15 mm,这是因为该位置填充的粉末量最大,其间隙量相对较大,在压力作用下收缩量达到最大值;而靠近芯部模具的边缘位置和两侧凸台位置的相对位移量较小,仅为5 mm,这与相对密度分布是相对应的,也是造成两侧凸台位置相对密度偏低的主要原因。

图5 相对位移变化情况
3.3 对实际生产的指导
通过模拟结果可以发现,该零件的主要缺陷为局部相对密度偏低导致性能下降,肩部收缩量较大易造成局部材料缺失;针对缺陷存在的风险,建议在零件肩部位置增加5 mm以上的装粉量,对粉末收缩的尺寸进行补偿;在外包套设计上,应采用光滑过渡,避免设计成尖角或棱边形式,并减小包套局部厚度,有利于外部压力传递;芯部模具可设计为空心结构,使外部单向受力变为内、外双向受力,提高产品致密度;此外,还应在尖角位置加3 mm以上填粉量,在后续机加工过程中,将相对密度较低部位去除掉,保留压实部位,保证产品整体质量。实践证明,经改进后的工艺能够压制出合格的轴承座毛坯件。
4 结论
(1)采用Marc软件对轴承座零件粉末冶金热等静压工艺过程进行模拟,设置了相应的粉体材料、芯模、包套的性能参数,并建立了工艺过程的几何非线性、材料非线性、边界条件非线性等数学模型。
(2)通过热等静压工艺过程的模拟计算,分析结果可知,采用该热等静压工艺可有效提高材料整体相对密度,但在两侧凸台位置仍存在相对密度梯度分布,相对密度0.85左右,而该位置的相对位移量也较小,两者结果吻合,易造成产品性能下降;此外,零件肩部位置的收缩量较大,易发生材料缺失。
(3)根据模拟结果和缺陷产生原因的分析,建议在收缩量较大部位和相对密度低的部位增加粉末填充量,保证产品最终尺寸;对于两侧尖端部位,建议降低包套厚度,并将包套外形设计为光滑过渡,且芯部模具可改为空心结构,保证内外受力均匀,提高零件整体相对密度,制备出性能、尺寸合格的产品。
[1] 韩凤麟. 粉末冶金/热等静压零件的生产工艺与设计准则[J]. 粉末冶金技术,2016,34(1):62-63.
[2] 曲选辉,张国庆,章林. 粉末冶金技术在航空发动机中的应用[J]. 航空材料学报,2014,34(1):1-3.
[3] 王建忠,汤慧萍,曲选辉,等. 高密度粉末冶金零件制备技术现状[J]. 粉末冶金工业,2014,24(3):56-59.
[4] YAO S,LANG L H,BU G L.Comparison of numerical simulation between hot isostatic pressing and warm compaction on Ti-6Al-4V[J]. Forging & Stamping Technology,2013,38(3):156-159.
[5] KHOEI A R,IRANFAR S.3D numerical simulation of elasto-plastic behaviour in powder compaction process using a quasi-nonlinear technique[J]. Journal of Materials Processing Technology,2003,143:886-890.
[6] 王德广,吴玉程,焦明华.不同压制工艺对粉末冶金制品性能影响的有限元模拟[J].机械工程,2008(1):206-207.
[7] 刘国承,史玉升,魏青松.316L 粉末热等静压致密化过程数值模拟[J].华中科技大学学报,2011,39 (10) : 23-27.
[8] 张一文.热等静压技术新进展[J].粉末冶金工业,2009,19(4) : 32-40.
[9] MARTIN C L,BOUVARD D,SHIMA S. Study of particle rearrangement during powder compaction by the Discrete Element Method[J]. Journal of the Mechanics and Physics of Solids,2003(51):667-693.
[10] RANSING R S,GETHIN D T. Powder compaction modelling via the discrete andfinite element method[J]. Materials and Design,2000(21):263-269.
[11] 果世驹,迟悦,孟飞,等. 粉末冶金高速压制成形的压制方程[J]. 粉末冶金材料科学与工程,2006,11(1):24-27.
[12] LEE D N, KIM H S. Plastic yieldbehavior of porous metals[J]. Powder Metallurgy, 1992, 35(4):275-280.
[13] 宋毅,周照耀,赖燕根,等. 铁粉材料椭球形屈服准则的改进及其参数分析[C].2011年全国粉末冶金技术会议暨海峡两岸粉末冶金技术研讨会论文集,2011:180-184.
[14] 汪俊,李从心. 粉末金属压制过程建模方法[J].金属成形工艺,2000,18(2):1-2.
[15] 汪俊,李从心,阮雪榆. 粉末金属压制过程数值模拟建模方法[J].机械科学与技术,2000,19(3):436-438.
[16] 陈平,肖志瑜,朱权利,等. 数值模拟在粉末冶金中的应用概况[J]. 现代制造工程,2004(9):1-3.
Numerical Simulation of Hot Isostatic Pressing for TA15 Titanium Alloy Powder Product
WANG Bing JI Wei DENG Taiqing ZHAO Feng LIN Yansong
(Aerospace Research Institute of Materials & Processing Technology,Beijing 100076)
In order to reduce development cycle and test costs of high quality powder metallurgy new products, hip near net-shape forming process of bushing bearing was simulated by Marc. The results show that product geometric dimensions change greatly and the relative density reached 0.98,the local tip position relative density is only 0.85 by the process of forming. In order to improve the local position density and ensure the overall quality of the product, an improvement program by improving the capsule and mold structure, the local increasing in the amount of powder is proposed. The result has provided theoretical guidance for the actual production by numerical simulation.
Hot isostatic pressing, Numerical simulation, Relative density
2016-12-05
王冰,1984年出生,工程师,主要从事粉末冶金产品及技术研究工作。E-mail:fevernova9180@163.com
TG376
10.12044/j.issn.1007-2330.2017.04.004
