穿心销接式免焊接托架在悬浇桥中的应用
2017-08-31赵桢远程永志
赵桢远,程永志
(1.中交第二公路工程局,陕西西安 710065;2.中交二公局第三工程有限公司,陕西西安 710016)
穿心销接式免焊接托架在悬浇桥中的应用
赵桢远1,程永志2
(1.中交第二公路工程局,陕西西安 710065;2.中交二公局第三工程有限公司,陕西西安 710016)
为了改变过去悬臂浇筑工艺0#托架焊接工作量大、焊接作业条件差、立焊作业难以使焊接质量满足规范要求等不足之处,同时提高托架结构的安全性,采用新的结构形式和设计方法,用模块化、穿心销接方式设计加工的免焊接托架结构取代传统的现场焊接式结构。经过研究分析和现场施工,认为该结构形式施工速度快、安全高效,为悬浇施工工艺0#块托架搭设提供了一种全新的施工工艺。
桥梁工程;高墩;悬臂浇筑;销接
0 引 言
随着国家基建重心的西移,山区桥梁的数量逐步增加,一般大、中跨径的山区桥梁都采用悬臂浇筑工艺进行施工。悬浇桥0#块绝大部分采用预埋钢板、焊接托架的形式进行施工,主要受力节点都是在高空立焊完成,作业条件差、时间长,安全风险高,焊接完成后难以进行焊缝探伤等检测作业,结构的安全性难以保障[1-6]。因而0#块一直是安全事故和质量事故多发区域。
虽然施工单位、设计单位对0#块托架做了大量的研究和设计改进,发展和衍生出焊接式、预埋式、型钢结构、贝雷结构等多种形式,但都无法有效克服托架形式存在的问题。本文基于国内现有的托架形式和应用状况,对一种可以循环利用、不需要焊接就能快速完成组拼、安全可靠的新型托架形式进行分析和研究。
1 桥梁概况
某桥梁位于湖南某山区,左幅上部结构为2× 30 m+(65 m+2×120 m+65 m)+11×30 m预应力混凝土装配T梁,连续刚构;右幅上部结构为3×30 m+(65 m+2×120 m+65 m)+11×30 m预应力混凝土装配T梁,连续刚构。主桥连接墩为薄壁空心墩,主墩为双肢实心墩,墩高76~106 m。墩顶0#梁段高7.3 m,长度为12 m,顶板厚28 cm,底板厚70 cm,腹板厚70 cm,总方量达358.02 m3;主桥箱梁采用双悬臂挂篮逐块对称现浇施工,单个“T”构共划分为14对梁段,全桥合龙段长度均为2 m,边跨现浇梁段长度为4 m。桥梁跨径布置如图1所示。

图1 桥梁跨径布置
2 0#块托架设计
由于墩高超过100 m,同时墩身位于陡峭的山腰上,无法采用落地式托架进行0#块施工,即使能够采用落地式托架,托架的工程量很大,而且很难保证结构施工安全。因而,采用墩顶托架方式进行0#块施工。传统的0#块托架施工一般都是在墩身预埋钢板,然后将承重梁、斜撑等逐一焊接成型来搭设托架。这种方式高空作业量大,尤其是焊接采用立焊形式作业,难以保证施工质量,施工周期也长达40 d,安全隐患较大[7-11]。为了确保托架安装安全、可靠、高效,设计了穿心销接式免焊接托架结构,安装时直接由塔吊吊装进行墩顶销接拼装。穿心销接式免焊接托架的结构如图2所示。穿心销接式免焊接托架的主要构造和受力特点如下。
(1)在墩身内提前预埋“□”型钢箱,钢箱由6 mm厚钢板焊接成整体,比主梁横断面尺寸大5 cm左右,以便于设计托架主梁穿过[12-13]。采用钢板整体焊接的钢箱强度大,抗压能力强,不易变形,而且能将墩身主筋直接焊接到钢箱底面和顶面,避免由于预埋钢箱造成墩身主筋截断对墩身结构造成影响。
(2)主承重梁从预埋的钢箱横穿墩身,主梁贯通没有任何打断点及焊接点,依靠双支墩在钢箱位置形成受力支点,依靠钢梁的抗弯和抗剪作用向墩身传递0#块的主要施工荷载。主梁受力的整体性好,可靠、安全[14-16]。
(3)立杆和斜撑都采用高强锰钢专用销子与主梁进行连接,立杆及斜撑、主梁两端都预留有等间距
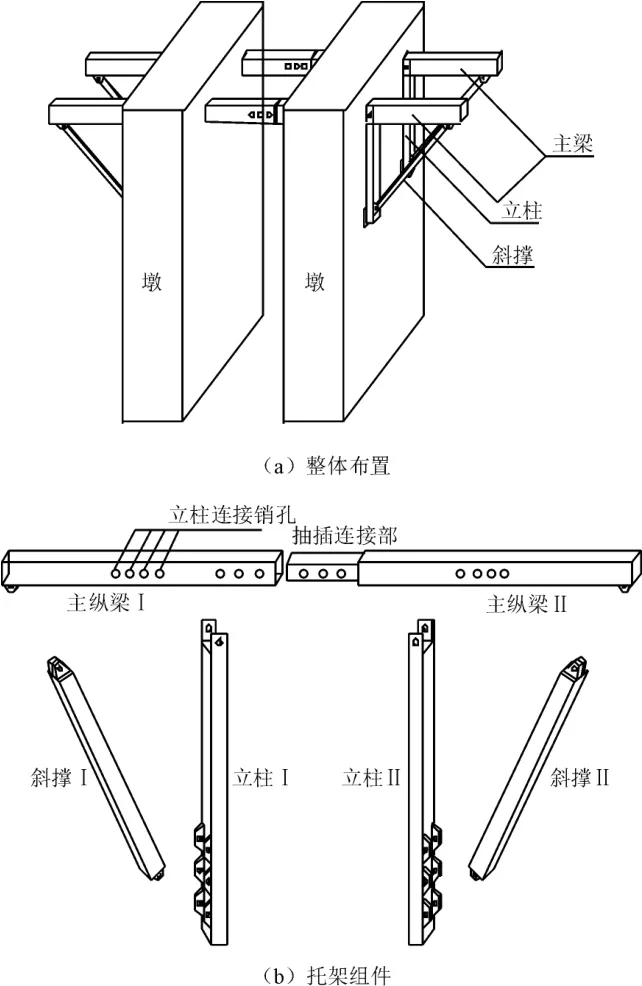
图2 穿心销接式免焊接托架的结构
预留销接孔,可以适应不同结构尺寸的0#块,可调式的结构形式适应性较强,结构的完整性得到保留。
(4)为了加强斜撑的支撑效果,还可以在墩身预埋平钢板,将立柱或斜撑与墩身预埋钢板进行焊接,从而有效补强斜支撑的效果[17]。
0#块整体托架设计时需要进行结构验算,建立有限元模型。验算指标包括主梁强度、变形值、剪切力以及立柱和斜撑的强度、变形值等。托架整体有限元模型如图3所示。
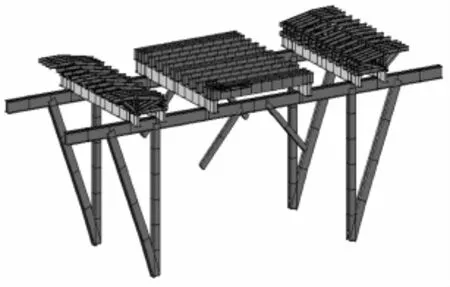
图3 托架整体有限元模型
为了提高托架杆件的通用性和周转性,要按照较大体积、较大重量的0#块要求进行托架设计,只要所施工的0#块重量小于设计值,均可安全、方便地采用该托架进行拼装作业,形成装配式周转作业工艺[18]。
3 施工工艺流程
该托架的施工顺序为:第1步,设计并加工承重梁、立柱、斜撑等定型构件,加工原材料选择国标“工”字钢;第2步,在墩身施工时按照设计位置预埋钢箱口,钢箱上下与墩身主筋焊接牢固,减少和避免墩身主筋不贯通对结构的影响;第3步,利用塔吊分别从墩身两侧将承重主梁穿入,在墩中位置插接好,并用销子固定到位;第4步,安装立柱,立柱与承重梁采用销接固定牢靠;第5步,安装斜支撑,斜支撑与主承重梁、立柱也采用销接方式固定牢固;第6步,在主承重梁上安装分配梁。施工工艺流程如图4所示。
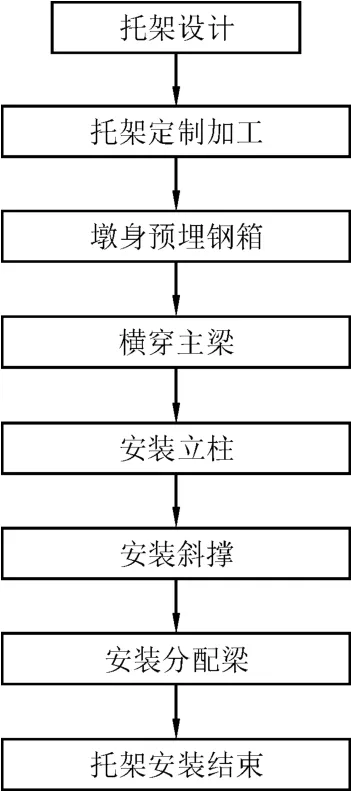
图4 施工工艺流程
该施工工艺的注意事项有以下几点。
(1)0#块托架无论采用焊接形式还是销接形式,都要进行结构验算,包括整体结构验算和重点受力部位验算(如销接部位和预埋钢箱部分)。
(2)施工时为了确保主梁能够顺利穿过预埋钢箱,在钢箱预埋时要精确量测,采取刚性固定措施,确保拆模后钢箱位置偏差小于1 cm。
(3)为了增加立柱的支撑力,减少主梁的剪切力,可以在立柱下端位置预埋墩身钢板,将立柱与钢板之间进行焊接处理,提高结构的安全系数。
(4)由于杆件是定制加工件,必须按照设计图纸的要求严格加工和焊接加劲板、加强肋等构件,销孔位置必须准确,以保证顺利控制拼接。在拆装和运输过程中要保证主构件无变形、无弯曲。
4 穿心销接式托架的特点
悬臂浇筑桥梁0#块的托架施工一般采用焊接式托架安装方式,即在墩身浇筑时预埋托架钢板,然后将托架焊接在钢板位置。本文将常规的焊接方式与穿心拼装式托架方案进行对比,以便对2种方案的适应范围和优缺点进行深入分析。
4.1 施工便利性
预埋焊接式托架方案中,墩身浇筑时需要将钢板预埋在墩身内,脱模后再将其凿出并外露;清理干净后,利用塔吊将各个托架杆件逐一焊接到钢板上;由于杆件大都采用型钢结构,焊接时必须采用立焊形式,焊接工作量极大且工作效果差,通常1套托架的安装时间为15~20 d。
穿心销接式托架方案全部采用定制加工的销接杆件,安装方便快捷,主梁横穿墩身后采用销接形式将斜撑和立柱拼接到位即可,一套托架的安装时间大约为3~5 d。
4.2 结构安全性
预埋焊接式托架方案中,主梁、斜撑都采用现场焊接方式联结,焊接时采用高空立焊、仰焊作业法,焊接效果差。
穿心销接式托架方案的主梁为整体式主梁,受力形式清晰,定制加工精度高、强度高,避免了普通型钢安装时切割和焊接作业对结构造成的影响;而且作业时由于免去了高空焊接作业,所需人员数量少,作业时间短,风险低。
4.3 施工经济性
预埋焊接式托架方案的主梁、斜撑等主要构件由于采用现场焊接,不具备通用性,一般无法重复利用,而且安装周期长,耗费的人工、机械数量大。
穿心销接式托架方案全部采用定制加工构件,主梁、斜撑、立柱、预埋钢箱都可以提前加工完成;而且主梁、斜撑和立柱都可以反复拆除再拼装,提高了材料利用率;同时,工期可以节省20 d左右,作业工人可以减少到3~5人,安装费、措施费、期间费也大大减少。
4.4 适应性与通用性
定制加工的销接式结构形式,主要结构构件均采用销接、插接形式,杆件可拆卸性强,运输方便,拆卸过程不会对杆件结构造成影响;多孔可调的斜撑固定方式可以适应不同长度、宽度的0#块结构,通用性较强,真正实现了循环、节能、环保的重复使用方式。
5 结 语
(1)进行托架设计时应充分考虑托架的适应性问题,以大吨位、加宽、加长等特殊情况为考量进行设计和定制加工,以保证托架能适应大部分0#块结构施工。托架的设计强度、刚度和抗变形能力也要充分加以考虑,按照超过20次的周转率进行材料选择。
(2)托架构件属于多次使用的定制加工杆件,加工时必须确保精度,以保证主承重梁的销接对接顺畅、立柱和斜支撑对位准确、销孔和销子对接良好。
(3)托架焊接和加工部位要进行全面探伤,确保加工构件、连接部位的焊缝强度符合规范要求。
(4)托架进行现场拼装和拆卸时,要按照说明书顺序逐次拼装,不能随意更改拼装、拆卸次序,拼装拆卸过程要合理,禁止暴力强装、强拆,以免影响杆件的轮廓、尺寸、断面和受力。
[1] 马洪建.异型墩帽连续梁桥0号块销接托架设计与施工[J].四川建筑,2016,36(1):184-186.
[2] 贾光河.悬索桥上下对合销接式索夹受力研究[J].湖南交通科技,2016,42(3):164-167.
[3] 王 震.大桥主桥箱梁挂篮悬浇施工分析[J].交通世界,2011 (6):242-243.
[4] 应天益.国内、外桥梁销接节点设计方法[J].世界桥梁,2011 (2):22-25.
[5] 张永学,王 达.悬浇桥梁合拢时的预应力张拉和应力监控[J].山西建筑,2007,33(2):333-334.
[6] 李 勇.预应力混凝土连续梁0#块浇筑施工控制技术[J].科技资讯,2013(5):66-69.
[7] 张晓贤.悬浇桥0#块托架设计及施工[J].科技创新导报, 2010(6):120-122.
[8] 贾继明.现浇连续梁0号块浇筑前后的测量放样方法及流程[J].水电施工技术,2016(4):80-82.
[9] 安文明.晋蒙黄河特大桥连续梁0号块浇筑施工技术[J].山西建筑,2017,43(7):188-190.
[10] 田小路.大体积0#块二次浇筑托架法应用研究[J].铁道建筑,2014(1):31-33.
[11] 任 银.大体积0#块分次浇筑托架受力计算模型及监控技术研究[D].重庆:重庆交通大学,2011.
[12] 庄 严.预应力混凝土连续梁悬臂浇筑0#块施工技术研究[J].云南科技管理,2012,25(1):58-61.
[13] 夏 钊.悬臂浇筑预应力连续梁0#块施工技术研究[J].工程技术,12(2):261-263.
[14] 高尚信.预应力混凝土连续梁悬臂浇筑0#、1#块施工[J].建筑工程技术与设计,2017(5):872-873.
[15] 何 俊.资水特大桥连续箱梁悬臂浇筑0#块托架法施工[J].黑龙江交通科技,2017(1):73-74.
[16] 徐 芳.主跨192 m连续刚构桥0#块托架设计与施工[J].铁道建筑技术,2016(4):38-39.
[17] 林腾飞.悬浇连续箱梁0#块托架施工技术[J].化工管理, 2014(6):191-192.
[18] 胡跃伟.支架法浇筑0号块施工工序[J].建材与装饰旬刊, 2013(6):77-78.
[责任编辑:高 甜]
Application of Pin-connected Welding-free Brackets in Bridge Constructed with Cantilever Placing Method
ZHAO Zhen-yuan1,CHENG Yong-zhi2
(1.CCCC Second Highway Engineering Co.,Ltd.,Xiƴan 710065,Shaanxi,China; 2.CCCC-SHEC Third Highway Engineering Co.,Ltd.,Xiƴan 710016,Shaanxi,China)
In order to overcome the shortcomings of cantilever casting process that the 0#bracket welding requires a large amount of work,the welding conditions are poor,and the quality of the vertical welding operation is unreliable and hard to meet specification requirements,and to improve the safety of the bracket structure,new structure and design method were introduced to replace the traditional on-site welded structure with the modular pin-connected welding-free brackets.After the research and analysis and on-site construction,it is believed that the application of the structure makes the construction fast,safe and efficient,which provides a new technology for the construction of the 0#bracket.
bridge engineering;high pier;cantilever casting;pin-connected
U445.4
B
1000-033X(2017)07-0074-04
2017-01-10
赵桢远(1965-),男,陕西宝鸡人,高级工程师,研究方向为施工技术及管理。
