磷酸生产技术优化改造项目的设计探讨
2017-08-27邹文敏杨培发李志刚
邹文敏,杨培发,赵 军,李志刚
(中国五环工程有限公司,湖北 武汉 430223)
技 改 节 能
磷酸生产技术优化改造项目的设计探讨
邹文敏,杨培发,赵 军,李志刚
(中国五环工程有限公司,湖北 武汉 430223)
介绍了云天化国际化工股份有限公司三环分公司磷酸生产技术优化改造项目的背景,阐述了半水-二水法磷酸的具体改造流程、关键设备选型、成品酸指标、主要装置性能考核、运行中关键问题等情况,改造后装置投入运行,各项指标均达到预期设计目的,P2O5产能达到232t/d。
二水法;半水-二水法;磷酸;改造
doi:10.3969/j.issn.1004-8901.2017.04.012
云南云天化国际化工股份有限公司三环分公司磷酸生产技术优化改造项目是利用三环分公司现有萃取Ⅰ系列和萃取Ⅱ系列二水法磷酸装置,改为半水-二水法磷酸装置,采用的是中国五环工程有限公司新型半水-二水法磷酸设计专有技术。这是国内首套由二水法湿法磷酸技术改为半水-二水法湿法磷酸技术的装置,也是国内第二套半水-二水湿法磷酸装置。本文回顾了项目设计过程,并结合实际运行情况进行总结,供二水法改半水-二水法装置类似项目和业内人士参考。
1 项目背景
云天化国际三环分公司在发展区内利用四川大学与中化重庆涪陵化工有限公司合作开发的“溶剂萃取法湿法磷酸精制技术”,建设了一套100kt/a(ω(H3PO4)=85%)湿法磷酸精制装置。据该装置的工艺要求,原料酸预处理是一个关键环节,装置需要以低硫酸根、低含固量的浓磷酸为原料。而随着原料矿质量的下降,现有二水法工艺制得的磷酸硫酸根含量高,含固量高。原料磷酸的质量已经严重影响到了工业级净化磷酸的正常运行。

另外,三环分公司于2013年3月建成投产了30万t/a磷酸挖潜项目,即萃取Ⅳ系列。萃取Ⅱ系列除过滤系统用来过滤萃取Ⅳ系列料浆外,其他如萃取反应系统、闪冷系统、氟吸收系统等均已停用。基于此,提出以萃取Ⅰ、Ⅱ系列装置为依托,走半水-二水法工艺路线,优化当前精制磷酸装置原料酸预处理工序,为精制磷酸提供优质原料磷酸。
2 设计回顾
2.1 装置概况
三环分公司目前有4套湿法磷酸装置,分别为萃取Ⅰ系列、Ⅱ系列、Ⅲ系列、Ⅳ系列,均为二水法工艺流程,目前总设计能力为77万t/a,ω(P2O5)=100%。现将萃取Ⅰ、Ⅱ系列装置情况介绍如下。
萃取I系列于1964年筹建,1973年5月开工,1982年7月建成化工投料试车,是我国第一套湿法磷酸生产装置,采用道尔奥利弗的同心圆单槽多桨鼓风冷却二水法工艺流程,使用翻盘式过滤机进行生产,装置设计能力为3.5万t/a,ω(P2O5)=100%。2005年1月,萃取I系列将矿粉生产流程改为矿浆生产流程;2005年3月,将鼓风冷却改为强制循环低位真空冷却;2006年4月,将翻盘式过滤机技改为转台式过滤机。经过多次挖潜改造,装置设计能力提升为7万t/a,ω(P2O5)=100%。萃取Ⅱ系列于1997年1月开工,1998年2月建成投料试车,采用四格方槽二水法流程,使用翻盘式过滤机进行生产,装置设计能力为6万t/a,ω(P2O5)=100%。2006年4月将翻盘式过滤机技改为转台式过滤机,装置能力提升为8万t/a,ω(P2O5)=100%。自2013年3月萃取Ⅳ系列投产后,萃取Ⅱ系列除过滤系统2台转台式过滤机用来过滤萃取Ⅳ系列料浆外,其他如萃取反应系统、闪冷系统、尾气洗涤系统等均已停用。
2.2 装置能力
根据各工序主要设备折算,半水反应槽是能力最小的一个环节。因此,衡算产能时,以能力最小的半水反应的产能计算其他设备的能力。设计运行天数为300d,设计P2O5产能为244t/d,7.3万t/a,ω(P2O5)=100%,考虑到本项目为改造项目,原装置大部分设备老化严重,因此,在设计过程中不考虑放大改造后的半水-二水生产装置设计产能。
2.3 设计原则
本着在满足工艺流程的要求下,尽量利用现有装置以减少投资的原则,先对原有设备进行核算和比较,对能满足改造后的半水-二水工艺流程和要求的设备尽量利用,对需要进行局部改造,且能满足改造后的半水-二水工艺流程和要求的设备进行利用,对于不能满足改造后的半水-二水工艺流程和要求的设备,尽量在设备原来位置上进行拆除和新建,最后考虑新增一部分设备满足改造后的半水-二水工艺流程。
2.4 改造实施过程
本技术改造采用两步法再结晶半水-二水法湿法磷酸工艺,由以下工序组成:矿浆压滤工序、半水反应工序、半水过滤工序、二水转化工序、二水过滤工序、尾气洗涤工序、氟吸收工序。
两步法再结晶半水-二水法湿法磷酸工艺流程见图1。
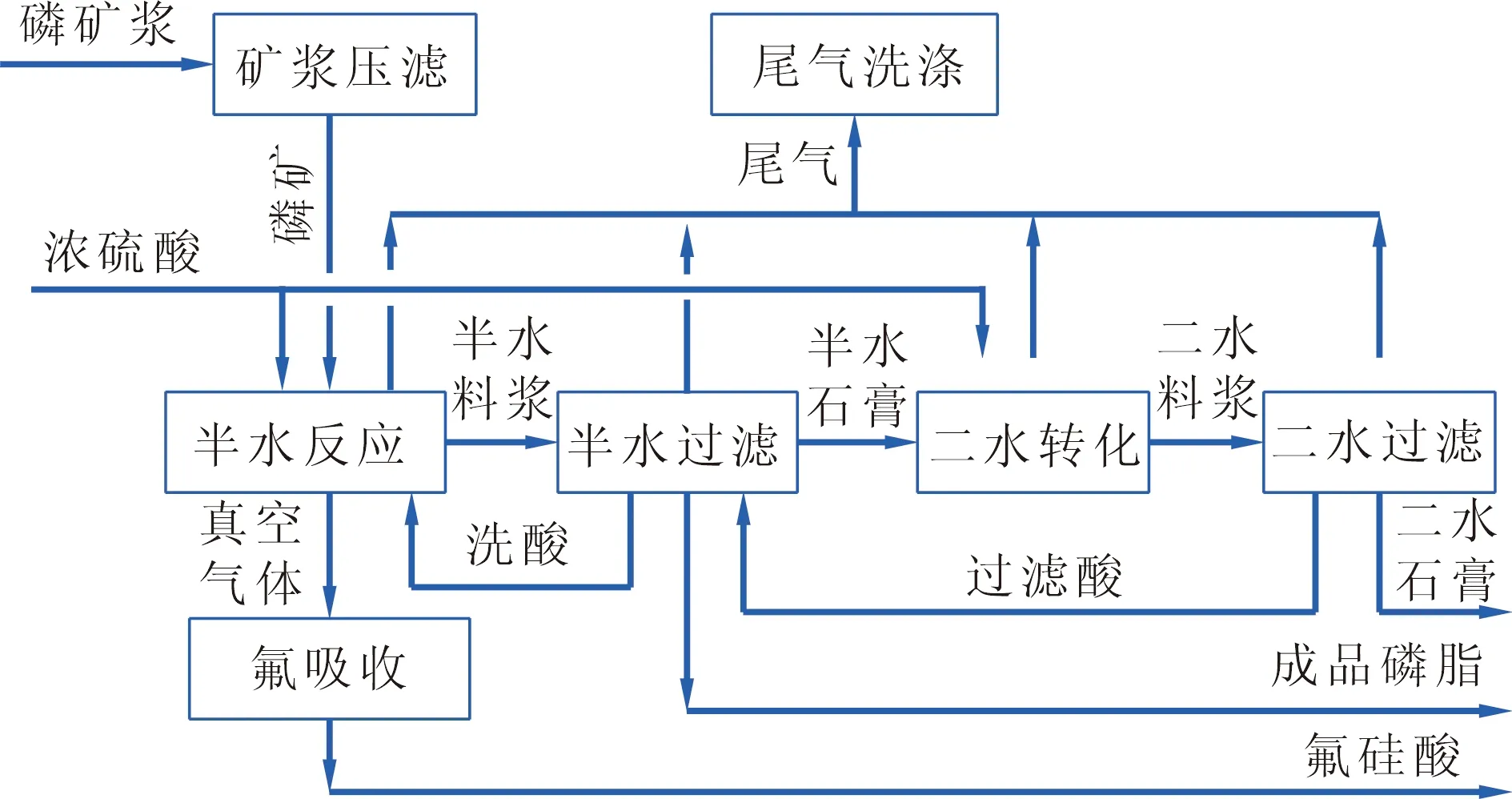
图1 两步法再结晶半水-二水法湿法磷酸工艺流程
2.5 工艺流程及改造方案
2.5.1 矿浆压滤工序
半水反应生成的ω(磷酸)高达38%~45%,且石膏值低,石膏中结晶水和游离水含量亦低,因此在采用干磷矿粉生产时,从系统水平衡分析,半水物料反应中磷石膏洗涤水用量仅为4.0m3/t(P2O5),相比二水法工艺的磷石膏洗涤水量为5.7m3/t(P2O5)[1],会导致系统水不平衡。因此,受水平衡影响,相比于二水法磷酸工艺,半水-二水法磷酸工艺不能采用矿浆进料,并且对进入半水反应的磷矿含水率有严格限制,否则会导致系统水不平衡。一般认为,进入半水反应的磷矿含水率最大不应该超过15%,因此,目前半水-二水法工艺分为干矿进料和陶瓷压滤机压滤进料两种情况。
对于用二水法磷酸生产的成熟磷肥企业,大部分是配合二水法磷酸工艺的湿矿进料。目前,三环分公司磷酸装置采用的也是湿磨矿,矿浆含固量为55%~60%,所以,本项目考虑采用陶瓷压滤机过滤,整个矿浆压滤工序为新建工序。
本项目所用磷矿的组成分析见表1和表2。

表1 本项目所用磷矿组分分析

表2 本项目所用磷矿粒度分析
由于陶瓷压滤机之前的压滤磷矿浆业绩较少,为保证项目的可靠性,将本项目所用磷矿送到陶瓷过滤机厂家做压滤实验。试验结果表明,压滤机的料浆浓度含固量在53%~55%之间时效果较好,含固量超过60%,其效果变差且要求进陶瓷压滤机的矿浆粒度为200目~300目≥65%,因此进陶瓷压滤机前的磷矿浆需要采用旋流分离器进行分级,最终根据项目实际情况,本项目配备4台陶瓷压滤机,每台陶瓷压滤机上方配备1台旋流分离器,分级后的磷矿和经陶瓷压滤机压滤出的滤液送到老厂二水法磷酸装置的磷矿浆浓密工序。矿浆压滤工序主要设备见表3。
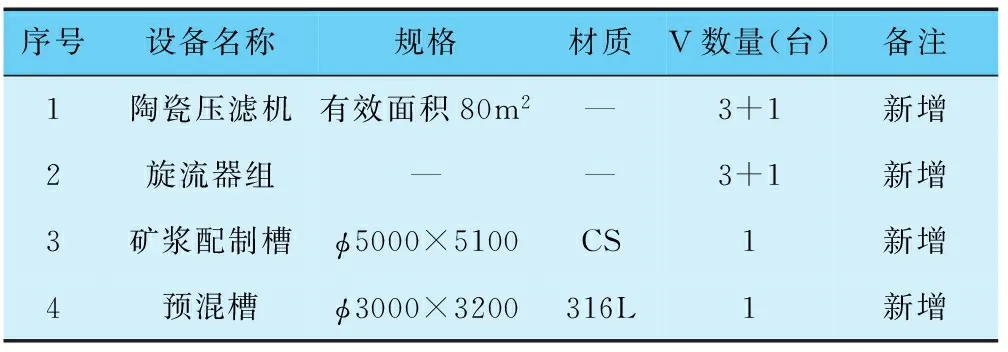
表3 矿浆压滤工序主要设备
在项目现场实地勘察和测量时,从陶瓷压滤机皮带到溶解槽之间相距150m,原计划用皮带输送干矿的方案行不通,考虑增设1台预混槽用于将返酸和干矿预混调浆成约33%含固量的料浆后,通过泵输送到溶解槽。
2.5.2 半水反应工序
结合三环分公司现有场地和装置,半水反应系统拟采用2个溶解槽、1个结晶槽、1个熟化槽串联组成。半水反应中的溶解槽和结晶槽利用三环萃取Ⅱ系列反应槽和消化槽主体,在设计时对内部衬里和局部管口进行改造,以适应本项目需要。对比二水工艺反应槽,半水-二水工艺的半水反应槽操作温度高约20℃,介质ω(P2O5)高约15%,腐蚀性增强;介质密度高约13%,结晶固体颗粒密度高约18%,磨蚀性也增强。因此,原来三环萃取Ⅱ系列反应槽和消化槽搅拌器不能满足要求,在设计时考虑更换。
为维持结晶槽液位,延长反应时间,需在结晶槽之后新建1个熟化槽,并相应配备搅拌器。半水闪冷流程采用高温差闪冷流程,传统半水-二水工艺中,由于半水料浆温度高,酸浓大,对过滤机材质要求高,且对滤布腐蚀严重,需经常更换。此外,在过滤酸输送过程中,由于散热降温,易析出固体导致管道堵塞,需经常清理,所以开车率不高。本项目取消萃取Ⅱ系列低位闪冷器,在其所在方位设置一裙座式高位闪冷器放在7.00平面上,在闪冷器和消化槽之间增设过滤给料槽,降低闪冷循环料浆量,增大闪冷料浆温差,从过滤给料槽输送闪冷降温后的料浆经给料槽后泵至过滤机,多余的闪冷料浆自流回结晶槽。高位闪冷工艺中设计将90℃料浆冷却至75℃,因此,输送到过滤机的料浆温度仅为75℃。在此温度下,过滤机的选材类同于常规的二水法工艺。为保证高位闪冷大气腿高度的要求,本项目考虑将半水过滤给料槽放置在0.00平面,同时新增1台半水料浆回流泵,将料浆从半水过滤给料槽送回结晶槽。三环老厂萃取Ⅱ系列反应槽(溶解槽)槽型方位图见图2。
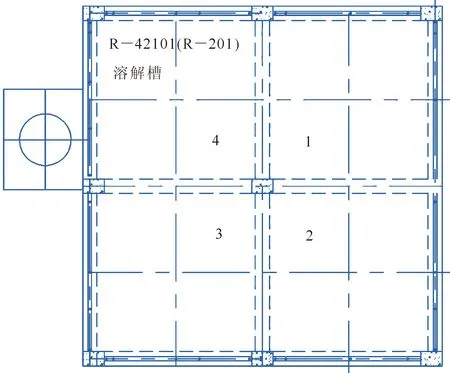
图2 三环老厂萃取Ⅱ系列反应槽(溶解槽)槽型方位图
闪冷氟吸收可延用老厂氟洗涤设备。但由于半水料浆酸浓和闪蒸温度的变化,原有真空泵已不再适应,设计时重新选型1台真空泵。
2.5.3 半水过滤工序
半水-二水装置的萃取操作温度高,钙、钾、钠形成的盐类杂质在过滤过程中由于受真空作用引起的骤冷效应,导致温度突然冷却,在过滤机设备和管道中析出形成结垢物,堵塞设备管道现象较为突出。每次开车7d左右就要进行工艺清理检修工作。因此,半水过滤机的选型主要考虑方便工艺检修和设备维护这两个因素。
半水过滤机可选用带式过滤机、转台过滤机及翻盘过滤机。这3种过滤机在国内外都可以找到成功使用的案例,均适用于半水反应流程,并且均可以选择国产的过滤机。P2O5过滤强度设计在4.4t/(m2·d),因此有效过滤面积在65m2。考虑到利旧原则以减少投资,设计中采用老厂萃取I系列68m2转台过滤机F211B(原用于二水法磷酸装置)为本项目的半水过滤机。老厂萃取I系列68m2转台过滤机,需做部分改造以适用于半水流程。首先,将老厂萃取I系列过滤工序过滤机三洗流程改为一洗,将转台过滤机F211下面设置贮存滤液的4格方槽,改为2格分别用于滤液区和一洗区,拆除二洗区和三洗区对应的泵P213A和P214A。部分过滤酸和全部一洗液混配返酸,通过密度控制酸浓至33% P2O5左右,以此来解决由于酸浓变化带来的装置运行波动的问题。其次,由于半水流程中将来自二水过滤的返酸用作滤盘的冲渣水,后进入转化槽,水量需严格控制,否则将破坏系统水平衡,设计中考虑采用三环老厂来的池水作为滤布再生水后进入全厂池水系统。水平衡图见图3。
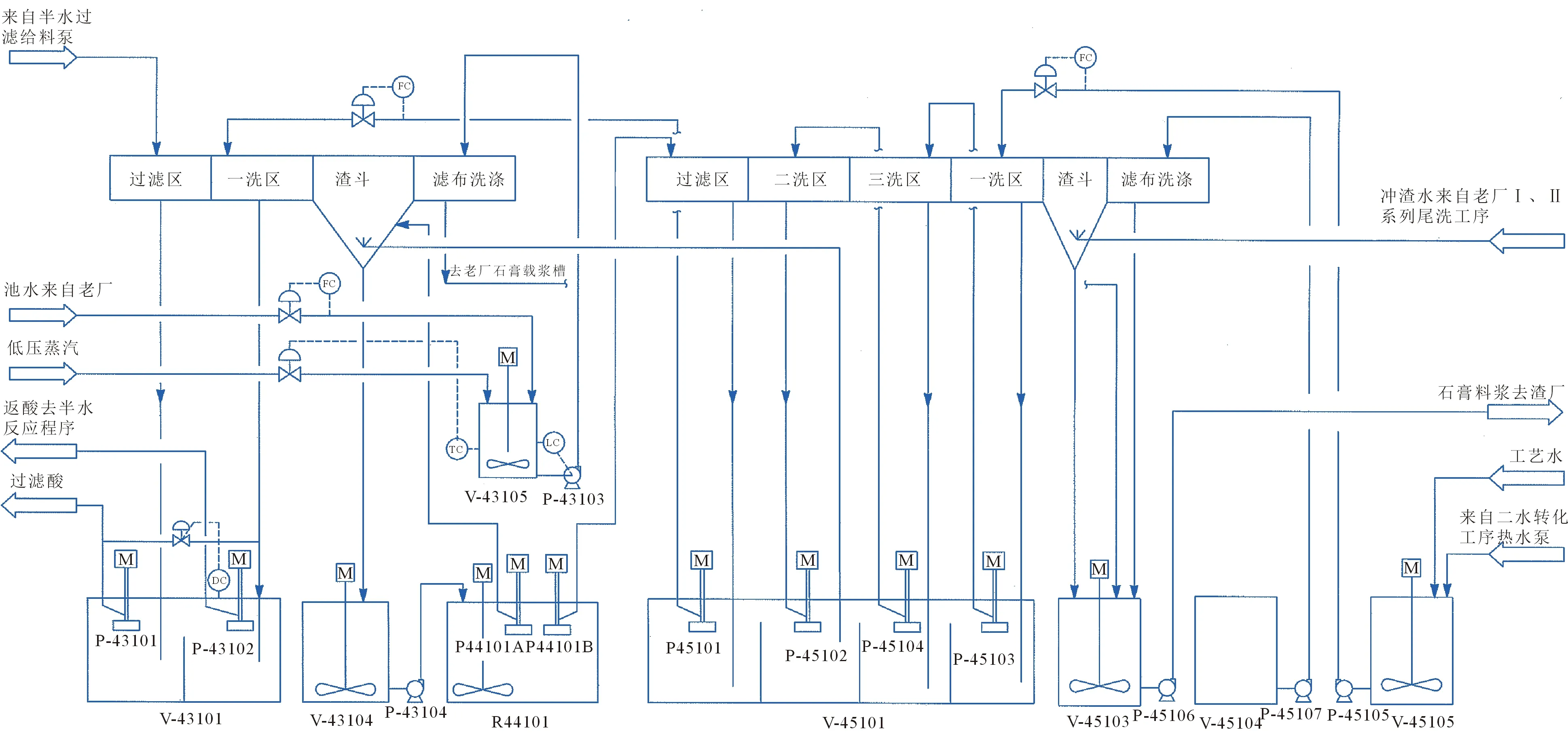
图3 水平衡图
此外,三环老厂2台过滤机共用的1台石膏再浆槽作为本项目的二水石膏再浆槽,因此,在设计时考虑新建1套石膏再浆系统,将半水过滤的半水石膏再浆后送到二水转化槽。
2.5.4 二水转化工序
设计中经过核算和比较,二水转化槽复用三环萃取I系列圆形反应槽,圆形反应槽外筒作为二水石膏转化的转化槽,圆形反应槽内筒作为二水石膏转化的过料槽,二水石膏转化闪冷工序利用三环萃取I系列低位闪冷设备。
2.5.5 二水过滤工序
转台过滤机复用三环萃取I系列转台过滤机F211A,过滤真空利用三环萃取I系列真空设备。
由于三环老厂过滤Ⅰ系列和过滤Ⅱ系列的4台过滤机共用1台滤布洗水槽,其配备的4台滤布洗水泵分别对应4台过滤机。本技改项目利用I系列2台过滤机,半水过滤工序利用转台过滤机F211B,二水过滤工序复用转台过滤机F211A。二水过滤的滤饼洗水来自用蒸汽加热后的干净的工艺水,因此,需新建二水滤饼洗水槽和二水滤饼洗水泵。
2.5.6 尾气洗涤工序
设计时考虑将半水反应的尾气单独设一个洗涤系统;半水过滤、二水过滤、二水转化的尾气合用一个尾气洗涤系统。半水过滤、二水过滤和二水转化尾气的洗涤系统利用老厂Ⅰ系列2个氟吸收塔洗涤;半水反应尾气利用老厂Ⅱ系列氟吸收塔洗涤。
经初步核算,磷矿中ω(F)为2.83%,ω(Na2O)及ω(K2O)为0.65%,从半水反应槽中溢出的ω(F)为3%左右,从半水反应槽抽出的尾气量为25 000m3/h,F的含量不到1 500mg/L,而现在萃取Ⅱ系列尾气洗涤处理能力为35 000m3/h,能满足要求。
3 运行指标
装置投入运行后,经过短期工艺调整,各项指标达到了预期设计目的,P2O5产能达到232t/d。
3.1 成品酸及二水磷石膏组成
成品酸及二水磷石膏组成分别见表4、表5、表6。

表4 原料磷矿设计指标及实际指标,ω/%
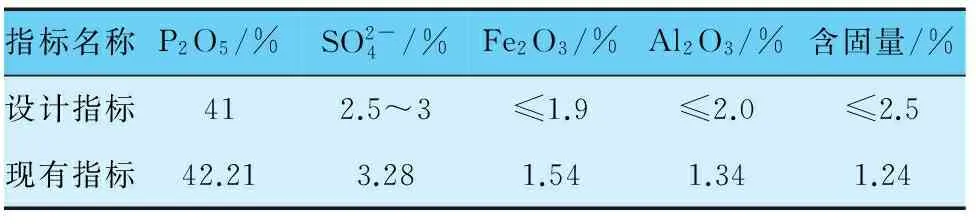
表5 成品酸设计指标
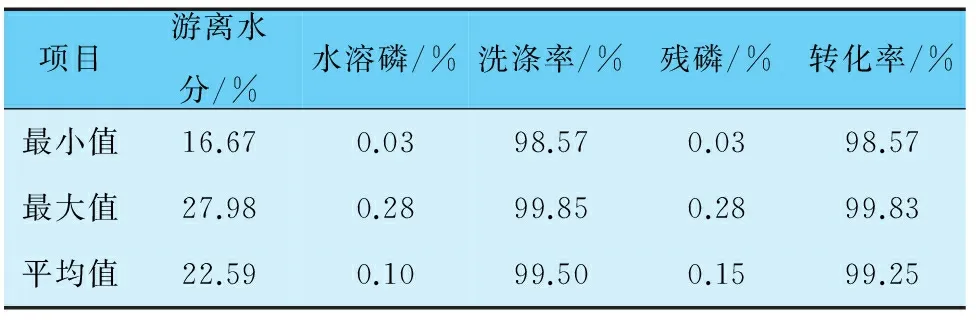
表6 二水石膏指标(以干基计)
4 实际运行中的几个关键问题
4.1 干矿输送
从前文可知,在项目现场实地勘察和测量时,从陶瓷压滤机皮带到溶解槽之间相距150m,原计划用皮带输送压滤后的干矿,因受布置影响,考虑增设1台预混槽用于将返酸和干矿预混调浆成约33%含固量的料浆后,通过泵输送到溶解槽。在化工投料试车开始后,因料浆输送困难影响了投矿量,装置经常被迫降低负荷。但在进反应槽投矿稳定时,装置运行良好。
4.2 半水过滤机运行
在装置运行过程中,半水过滤机螺旋有带料,通过改进滤布洗水槽,将原来用于冲渣斗的二水过滤机返酸用于冲洗半水过滤机螺旋、冲渣及滤布再生后进入转化槽。
5 结语
近年来,随着磷矿资源的过度开发和消耗,磷矿资源贫化进程加快,磷矿质量下降,湿法磷酸质量也随之变差,直接影响到优质磷酸二铵产量,不能满足市场需求,同时还影响磷酸的精制和深加工,不利于产品链的延伸和产业升级。
半水-二水法磷酸工艺在磷酸质量、磷收率、综合能耗以及磷石膏质量等4个方面远优于二水法磷酸工艺。将二水湿法磷酸工艺改为半水-二水法湿法磷酸工艺是工艺发展的一条创新新路。在现有二水法磷酸工艺的基础上,投入合理的投资,在基本不影响现有生产运行的情况下,进行半水-二水法磷酸工艺的技术创新和技术改造,完成产业升级,实现湿法磷酸产业“调结构、转方向”的目标。
[1]化学工业部建设协调司.磷酸磷铵重钙技术与设计手册[M].北京:化学工业出版社,1997.
修改稿日期:2017-07-05
Optimization and Reconstruction Project of Phosphoric Acid Production Technology
ZOU Wen-min,YANG Pei-fa,ZHAO Jun,LI Zhi-gang
(Wuhuan Engineering Co.,Ltd.,Wuhan Hubei 430223,China)
This paper discusses the background of optimization and reconstruction project of phosphoric acid production technology by Sanhuan Branch of YTH international chemical Co,Ltd.It introduces detailed reconstruction process,crucial equipment selection,product acid specifications,main plant performance test,and the key issue during operation of the hemi-dihydrate process.If all the reforms are finished and each index hits the target,the performance of P2O5will reach 232t/d.
dihydrate process;hemi-dihydrate process;phosphoric acid;reconstruction
邹文敏(1986年—),男,湖北仙桃人,2010年毕业于武汉工程大学化学工程专业,硕士,工程师,现主要从事磷化工工艺设计工作。
10.3969/j.issn.1004-8901.2017.04.012
TQ126.35
B
1004-8901(2017)04-0044-05