螺母车加工钻孔攻丝工装设计及使用
2017-08-16车广金教传艳岑远遥沈阳工学院机械与运载学院
车广金 教传艳 岑远遥 沈阳工学院机械与运载学院
螺母车加工钻孔攻丝工装设计及使用
车广金 教传艳 岑远遥 沈阳工学院机械与运载学院
阐述零件小,批量大,在车床上加工孔及攻丝,频繁将零件在三爪卡盘上安装拆卸,同时刀具停止运动,耗时耗力,加工效率低。设计简单工装,将钻头或丝锥安装在卡盘上,零件安装在工装上,刀具不停转动,零件借助工装进行进给运动,构成切削模式,完成钻孔及攻丝加工。
车床 加工 工装
现加工一批六角螺母,规格M20,需要钻孔,攻丝,采用将钻头或丝锥安装在卡盘上进行切削运动,零件安装在刀架上进行进给运动,取得较好效果,本文对加工方法和工装设计进行论述。
1 螺母结构分析及加工特点
该螺母材料是45钢、冷锻坯料,内孔留2mm加工余量,外六方轮廓尺寸基本均匀,无需加工。加工时需先去除内孔2mm余量,后用丝锥攻丝完成。为提高加工速度,设计简单工装,将钻头或丝锥安装在三爪卡盘上,作回转运动,螺母安装在工装上,作进给运动。
2 钻孔方式及工装设计使用
将钻头或丝锥安装在三爪卡盘上,将加工螺母安装在工装上并安装在刀架上。由刀架进行轴向移动,实现进给运动。钻孔方式和工装设计见图1。
支撑弯板安装在刀架上,连接板两侧加工长孔,由连接螺栓与支撑弯板连接,由于存在长孔,连接板可以在支撑弯板上移动,确定加工位置,紧定螺栓安装在上盖板上,待加工螺母安装到工装里后,拧紧螺栓,将其锁住。钻套(45钢,淬火处理)安装在前端板里,用于引导钻头或丝锥,保证加工准确。上盖板、前端板、底板、连接板焊接成整体。其宽度等于螺母的六角最大尺寸。
加工前,先将钻头安装在三爪卡盘上锁紧。然后将支撑板安装在刀架上,锁紧。将工装安装到支撑板上,找正,拧上连接螺栓。
首件加工,将待加工螺母放到工装里,拧紧紧定螺栓,将螺母固定,找正。上下移动连接板,垂直车床轴线移动刀架中滑板,使钻套中心与车床回转中心重合,拧紧连接螺栓,锁紧滑板,找正结束。加工开始,向前移轴向动刀架小滑板,通过钻套引导开始钻孔。钻头透过连接板上的孔后,钻孔结束。向后移动刀架小滑板,钻头离开工装,松开紧定螺栓,放入二个螺母,首件螺母被挤出。拧紧紧定螺栓,锁紧螺母,开始第二次加工。整个加工过程,仅是刀架作轴向移动,首件已找正完成,后续加工无需再找正,提高了效率。

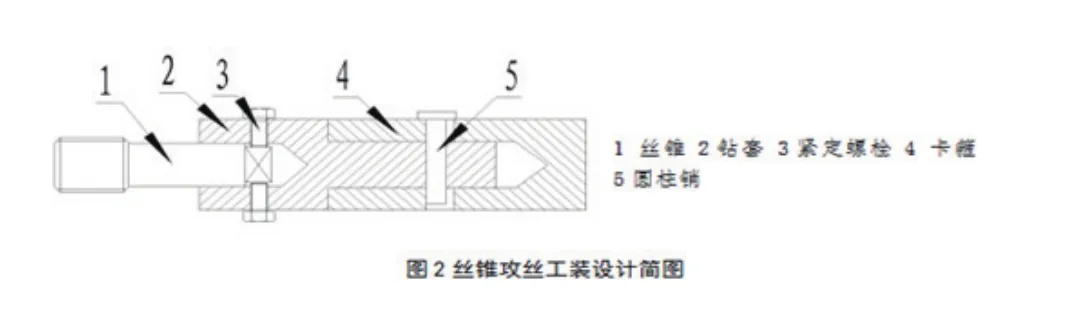
3 丝锥攻丝工装设计
在攻制内螺纹时,防止机床丝杠与丝锥之间产生的传动误差,螺纹乱扣的现象,设计专用攻丝工装卡头,如图2。
卡箍一端安装在三爪卡盘上,另一端里孔安装钻套,它既是钻套的安装套也是导向套,为小间隙配合。在卡箍上轴向穿透加工长孔,用以与圆柱销配合使用。圆柱销与钻套为过盈配合,起到带动钻套旋转作用,并与卡箍上长孔相配合,能使钻套存在4mm的轴向窜动,用以消除传动误差,防止乱扣。紧定螺栓主要起紧固丝锥作用。
攻丝套扣时,将攻丝工装卡头安装在三爪卡盘上,锁紧。安装在刀架上的工装位置保持不变,将准备攻丝的螺母送入工装中,拧紧紧定螺栓。主轴带动丝锥转动,刀架向前移动,当丝锥的切削部分穿过螺母以后,主轴反转退刀,刀架向后移动,第一个螺母攻丝完成。接着送入第二个螺母,同时挤出第一个螺母,重复上述操作可循环加工。
4 结语
车床加工方式,利用简单工装,改变刀具和零件的安装位置,实现刀具作切削运动,零件作进给运动,加快切削速度,简化操作程序,省力省时,加工效率大为提高。
[1]王先逵.机械制造工艺学[M].北京:机械工业出版社,2006
[2]孙丽媛.机械制造工艺[M].北京:冶金工业出版社,2007
车广金(1996-),男(满族),辽宁省锦州市人,沈阳工学院,学生,专业:14级机械设计制造及其自动化,研究方向:机械设计、电气控制、单片机应用。教传艳(通讯作者)(1982—),女(汉族),辽宁省沈阳市人,沈阳工学院,副教授,硕士,研究方向:计算机基础教学研究、虚拟现实技术、计算机辅助机械设计。
