EGSB-SBR处理饮料生产废水工程设计
2017-08-12丁鹤
丁 鹤
(同济大学环境科学与工程学院,上海 200092)
EGSB-SBR处理饮料生产废水工程设计
丁 鹤
(同济大学环境科学与工程学院,上海 200092)
根据饮料生产废水污染物组份分析,对废水处理工艺进行选择,介绍工程设计的主要设计参数,提供具体的工程运行效果。实践证明采用EGSB-SBR处理,系统出水水质达到《GB8978-1996污水综合排放标准》中一级排放标准,EGSB工艺对CODCr的平均去除率达到83%,SBR工艺对CODCr的平均去除率达到88%。
饮料废水;EGSB;SBR;工程设计
某饮料生产企业生产的产品有碳酸饮料和非碳酸饮料,碳酸饮料主要为汽水,非碳酸饮料有果汁饮料、水果牛奶饮料。生产过程是用砂糖和浓缩液或果肉、奶制品及处理水经混合后配制成饮料。在生产过程中产生的废水含有较高浓度的有机物及悬浮物,若不经处理直接排放,将造成当地水环境的重大污染。由于生产量随季节波动大,并且生产不同的产品产生的废水水质水量极不均匀,pH、悬浮物、氨氮极不稳定,单纯采用好氧处理的方法,处理出水不能达标排放。该饮料生产企业采用EGSB加SBR处理工艺,工程实践证明,该工艺出水水质达到《GB8978-1996污水综合排放标准》中一级排放标准,且运行稳定、管理简单、高效节能、操作方便、成本低。
1 工程概况
某饮料生产企业新建一工厂生产碳酸饮料和非碳酸饮料,一期污水排放量2000 t/d,工厂排水分碳酸饮料和非碳酸饮料生产废水混合水、洗瓶废水、设备冲洗废水,过期和不合格产品废水等,需要新建一套废水处理系统。
2 处理工艺选择
2.1 污染物的产生及组份分析
由饮料生产的碳酸饮料和非碳酸饮料工艺可知,生产废水主要来自糖浆、果汁、奶制品贮罐的清洗以及糖浆、果汁、奶制品制备过程漏料而产生的废水;洗瓶机排水,灌装设备漏料以及灌装线中未封盖和不符合灌注要求的产品的废弃液。另外还包括清洗过程中排出的浓废料、清洗剂,其中包含洗瓶机废碱液。主要生产废水进水水质及设计出水水质见表1。
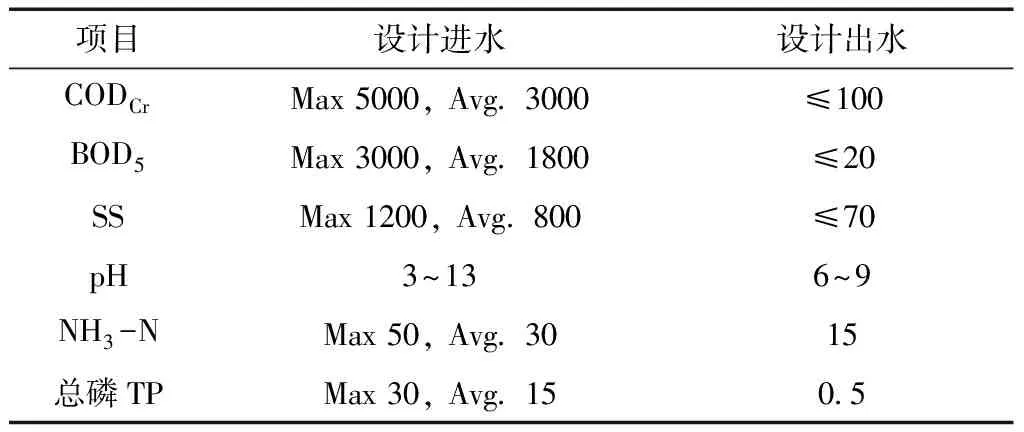
表1 生产废水进水水质及设计出水水质 (mg/L)
2.2 工艺选择
根据原水水质以及污染物组份分析,该废水BOD/COD=0.6,可生化性好,可采用生化处理。根据进水水质及出水水质要求,本方案拟采用厌氧+好氧联合处理工艺。其中,厌氧处理技术可有效地去除废水中的有机污染物,并将有机污染物转化为沼气,而好氧处理则进一步将废水中的难降解物质彻底降解,使之能达标排放或经深度处理后回用。
目前较为常用的二种厌氧工艺为UASB和EGSB,UASB负荷能力很大,适用于高浓度有机废水的处理。运行良好的UASB有很高的有机污染物去除率,不需要搅拌,能适应较大幅度的负荷冲击、温度和pH变化。EGSB是在UASB反应器研究成果的基础上,开发的第三代超高效厌氧反应器,该种类型反应器除具有UASB反应器的全部特性外,还具有抗冲击负荷能力强、高水力负荷和高产气负荷、厌氧反应速率快和有机负荷高、运行稳定等优点,故此项目选用EGSB厌氧工艺。
厌氧后的好氧工艺,可采用活性污泥法或生物膜法。由于饮料产品根据市场需要,生产的品种会经常变化,排放的废水水质也相应变化,故本方案选用适应能力强且较经济的SBR法(间歇式活性污泥法)作为好氧处理工艺,以满足不断变化的废水的需要。SBR与传统活性污泥法和接触氧化法相比,主要有以下特征:
(1)造价较低,占地较少。由于SBR系统不需要二次沉淀池和污泥回流系统,因此与其它活性污泥法比,可减少占地,降低造价。
(2)耐冲击负荷。SBR反应池为间歇进水、排放,本身就耐水量的冲击负荷。同时,因高浓度污水是逐渐进入反应池的,有数小时的进水时间,且进反应池的原污水只占反应池容积的2/3左右,有稀释作用,所以也耐水质的冲击负荷。
(3)运行可靠、操作灵活。SBR系统可调整运行周期和反应曝气时间等的长短,使处理水达标后排放。根据实际需要,曝气(或搅拌)起始时间可灵活掌握。
(4)池内兼性厌氧、缺氧、好氧状态交替进行,可除磷脱氮,因此净化能力强。
除上述SBR的一般特点外,对于本工程,由于产品品种繁多,加上饮料生产随季节变化大,使废水无论在水质还是在水量上,都有很大的变化,所以SBR工艺在此更具优越性。
由于本项目场地所限,采用的除磷工艺为铝盐除磷,投加铝盐代替铁盐可避免出水中由于铁离子的存在而引起色度超标,或由于亚铁盐的存在而引起COD超标。
综上分析,本方案选择EGSB+SBR法作为生物处理工艺,以满足不断变化的废水处理需要。
2.3 工艺流程图及说明
该饮料生产废水EGSB+SBR处理工艺流程详见图1。
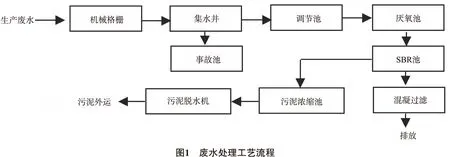
由生产车间排出的废水,经过机械格栅将原水中含有的大颗粒杂物截留。经格栅后的废水进入集水井,经一级提升泵提升后经水力筛进入调节池,在调节池内调节水质水量,并调节pH和温度,再由二级提升泵提升,将废水泵入厌氧池,在厌氧池中由于水解酸化菌、产甲烷菌等的作用,将废水中含有的有机物降解,并产生沼气。经厌氧处理后的废水进入SBR池,在SBR池中在好氧微生物的作用下,废水中剩余的有机物被微生物吸附、降解生成二氧化碳、水和氨等,并从废水中彻底去除,同时微生物合成新细胞,使活性污泥量增加。
另外,根据废水排放及处理工艺要求,设置事故池,用于贮存生产过程中的事故排水。
2.4 污染物去除效率分析
采用该EGSB+SBR处理工艺,设计的污染物去除效率分析如表2。
3 主要工艺设计参数
3.1 集水井和格栅
设集水井1座,钢筋混凝土池体,内做防腐,有效容积50 m3。内设提升泵,提升泵为潜水泵,共2台,1用1备,带自耦装置;生产废水机械格栅过水量为450 m3/h,循环齿耙式,格栅栅距为5 mm。另设置事故切换阀2个,当来水浓度太高或其它事故排水,通过切换阀门,将该股水引致事故贮存池,再逐量泵入调节池进行后续处理。
3.2 调节池
调节池用于调节水质水量,钢筋混凝土池体,内做防腐,有效容积600 m3,停留时间HRT=9 h,在此调节pH、温度、投加营养物质及微量元素。内设潜水搅拌机及提升泵,提升泵为潜水泵,设2台,1用1备;潜水搅拌机设2台,转速为100~150 rpm。
3.3 厌氧反应池EGSB
EGSB成套设备1座,有机物容积负荷为4.5 kgCOD/m3·d,有效容积1140 m3,水力停留时间16 h,钢筋混凝土结构,内防腐。由于原水温度接近常温,故采用常温厌氧,厌氧反应池一期每日需去除的COD量平均为3000 kg,最大为5000 kg。

表2 污染物去除效率分析 (mg/L)
3.4 好氧反应池SBR
设SBR池2座,每池一周期为8 h,每池每天运行3个周期。负荷为0.10 kgBOD/kgMLSS·d,污泥浓度3.0~4.0 g/L,每周期每池去除BOD 76.5 kg。池体为钢筋混凝土,单池有效容积1130 m3,有效水深6.0 m,内设微孔曝气头,曝气头直径为Ф250 mm,每个服务面积为0.6~0.8 m2,氧利用率以25%计。每池每周期排水量为283 m3。
设滗水能力为Q=200 m3/h的滗水器2台,每池1台,材质为不锈钢304。每池每周期产泥量约为53 kg干污泥,含水率为99.8% 时,污泥体积为27 m3,每池设排泥泵1台,共2台,用于将SBR池剩余污泥抽入污泥浓缩池。
3.5 中间水池及混凝过滤
生化出水中残留的磷酸盐通过物化方法加以去除,设有效容积220 m3中间水池一座,SBR池每个周期滗水器排水重力流至中间水池,混凝土结构。根据每周期排水量283 m3计算,排水时间1.5 h,后续物化处理量以80 m3/h计,每周期滞留水量为163 m3。再由中间水池提升泵提升废水至混凝反应池,混凝反应池内投加混凝剂铝盐,通过搅拌机混合,沉淀残留的磷化物以及去除残留的悬浮物,混凝反应后出水至流砂过滤器。
4 运行情况
废水处理站在安装结束并经清水试运转,使整套工艺系统正常运转后,进废水转入调试阶段,调试周期约需三个月,并在此期间内分析废水水质情况,主要参数包括:pH、CODCr、BOD5、SS、磷酸盐(以P 计)、LAS、重金属离子等。厌氧系统进行污泥接种,并进行污泥驯化培养,按设计有机物负荷的1/10 进行进水,每天测定进出水COD、出水有机挥发酸含量,当出水COD、出水有机挥发酸达到要求后,逐步增加进水的有机负荷,每次增加幅度为30%左右。在厌氧系统工艺调试进行的同时进行好氧生化系统的污泥培养,利用厌氧处理的出水作为进水进行培养。好氧池先加入50 t接种污泥 (由其他饮料工厂提供) ,加入少量的厌氧处理系统出水(保证COD 不超过2000 mg/L),进行连续曝气,并在3 d后每天都加入少量的废水,直至设定水位。
废水处理系统稳定运行后,配合环保验收,对各连续运行单元进行水质监测,实际污染物去除效率见表3。

表3 实际污染物去除效率 (mg/L)
由表3可知,废水处理站进水污染物浓度均偏低于设计值,这也与生产运行初期密切相关,其中EGSB进水CODCr浓度在2000 mg/L以下,但厌氧去除率达到83%,略低于设计值但基本满足运行要求,经过SBR好氧处理后,CODCr浓度达到40 mg/L以下,总去除率达到98%。TP及SS在进一步混凝过滤后,也达到设计要求,最终排水分别为0.19 mg/L及12 mg/L。
5 结论
本工程设计采用EGSB+SBR工艺,能有效处理饮料生产废水,主要污染物质CODCr平均厌氧去除率和平均好氧去除率分别为83%及88%,总去除率达到98%,TP的总去除率达到91%,SS的总去除率达到97%,出水水质达到《GB8978-1996污水综合排放标准》中一级排放标准。
EGSB厌氧工艺,有机物容积负荷率高,占地面积小,动力消耗低,运行费用低,污泥产量低,营养物要求低。
好氧采用SBR工艺,能除磷脱氮,操作灵活,抗冲击负荷能力强,出水水质好,运行稳定。采用混凝过滤化学除磷,减少处理构筑物,降低运行费用,确保在排放高浓度含磷废水时能达到排放标准。
此废水处理站及该生产企业均处于运行初期,污染物浓度较低且变化较大,运行人员操作较生疏,为了系统正常稳定的运行,仍应做好水质分析监测,调整运行参数并持续做好人员培训工作。
[1]施昌平, 陈明, 谢雄文,等. UASB-活性污泥法处理可乐生产废水[J]. 工业用水与废水, 2009, 40(2):84-85.
[2]张克军, 郭琳琳, 齐洁. UASB/CASS工艺处理饮料废水工程设计[J]. 中国给水排水, 2013, 29(12).
[3]杨海亮, 刘锋, 郭德华,等. 非碳酸饮料生产废水处理工程实例[J]. 工业用水与废水, 2010, 41(3):83-85.
[4]曹长. UASB-SBR处理碳酸饮料废水[J]. 科技与生活, 2012(7):109-109.
[5]林晓葱, 程胜高, 黎丽. 用SBR工艺处理果汁灌装生产废水[J]. 中国设备工程, 2005(10):46-47.
[6]Zheng Zhiwei, Hu Shibin, He Xiaorong,等. Study on treatment of syrup wastewater with hydrolysis acidification-SBR technology水解酸化-SBR工艺处理果汁废水的研究[J]. 环境工程学报, 2007, 1(12):47-50.
[7]李婷, 刘永红, 赵蕾, 等. EGSB出水回流对EGSB-SBR工艺处理果汁废水的影响[J]. 化工环保, 2015, 35(1):34-38.
[8]吕志伟, 杨阳, 马立. EGSB-SBR组合工艺对城市生活污水处理的试验研究[J]. 水处理技术, 2010, 36(4):112-114.
[9]李福勤, 李清雪, 许吉现. UASB-SBR工艺处理淀粉制糖生产废水[J]. 中国给水排水, 2003, 19(6):70-71.
[10]张卫军,丁勇. UASB/SBR 工艺处理制糖废水[J]. 中小企业管理与科技, 2012(9):263-264.
Engineering Design of EGSB-SBR Process for Beverage Industry Wastewater Treatment
DING He
(College of Environmental Science and Engineering, Tongji University, Shanghai 200092 ,China)
Based on the influent wastewater quality from beverage industry plant, expanded granular sludge blanket reactor (EGSB) with sequencing batch reactor (SBR)process was selected. The main engineering design details of this wastewater treatment process were developed as well. According to the operation data, the effluent from this EGSB-SBR system could fully meet I Class standard of the GB8978-1996 Integrated Wastewater Discharge Standard, and the CODCrremoval rate of EGSB and SBR reached to 83%, and 88% respectively.
beverage industry wastewater; EGSB; SBR; engineering design
2017-04-10
丁鹤(1982-),男,江苏丹阳人,可口可乐饮料(上海)有限公司,高级环境审核员,在读工程硕士,主要从事企业环境管理、废水处理运行等研究工作。
X703
A
1673-9655(2017)05-0051-04
