制丝线带式输送机主动辊的结构改进
2017-08-11任天政
任天政

贵州中烟工业有限责任公司贵阳卷烟厂,贵州贵阳 550009
摘 要 本文介绍一种应用于卷烟厂制丝生产线皮带输送机的快拆装式主动轴。该新型结构的主动轴使得在更换主动轴轴承时,可以在不使用拉马的情况下快速地拆卸套装式减速器;在主动轴轴颈部位发生磨损的情况下,可以不用抬下笨重的主动轴,原位置即可更换磨损的轴颈。从而简化带式输送机的备品备件储备,便于维修作业,降低维修工劳动强度,降低维修成本,缩短故障维修时间,增强故障处理的响应能力。
关键词 带式输送机;主动辊轮轴;设计优化;改进
中图分类号 TH22 文献标识码 A 文章编号 2095-6363(2017)13-0080-02
烟草行业的传统制丝生产线中,带式输送机是不可或缺的辅联设备,它实现了烟叶、烟梗、烟丝在制丝生产线中前后工序的输送功能,在制丝生产线中分布广泛、数量众多。贵阳卷烟厂的制丝车间有A、B、C、F、CO2膨胀共计5条生产线,带式输送机共计349条之多,其中高空输送带多达169条,维修难度较大,主要体现在主动轴笨重,将主动轴从高空抬下进行维修,费时费力;减速器拆卸过程困难,传统的方法使用拉马工具不容易将其从主动轴上拆除。
如图1所示,这是169台高空皮带输送机的其中1台,该台设备的主动轴距离地面约3.5m,在借助起降设备的情况下,传统的方法是靠人工抬下重量约为30公斤的主动轴进行更换及修复工作,更换主动轴具有较大的安全风险。
1 带式输送机传统主动辊轮轴存在的问题
1.1 带式输送机简图与原理说明
如图2所示,烟草行业中具有代表性的输送设备。其由减速机、主动辊、输送带、改向辊、张紧机构、被动辊、毛刷辊等主要部件构成。其工作原理如下:被动辊通过张紧机构的张紧作用与主动辊形成对环形皮带的拉力,依靠皮带的持续拉力与主、被动辊轮形成足够的摩擦力,由减速电机带动主动辊驱动环形皮带运行,而将物料送达到下个工序。
1.2 带式输送机传统主动轴结构存在的问题
主动轴右端与减速机通过键连接配合,由两端带座轴承支承。主动辊轮轴通过辐板的焊接形成无缝钢管与轴头的联接。轴头与轴承配合的轴颈部分精车加工至表面粗糙度1.6,轴颈尺寸精度为?35h6与轴承形成过渡配合,依靠带座外球面球轴承的止退螺钉加强与轴颈的紧固。
带座轴承作为损耗件,它的失效是无法避免的。带座轴承的失效会导致主动轴轴颈的磨损故障,导致皮带跑偏摩擦机架,最终导致皮带撕裂。定期更换带座轴承是设备的预防性修理的重要措施,由于设备数量多达几百台,拆装工作非常庞大,急需要一种快速拆卸式结构。若没有及时发现失效的轴承,会出现第二个层面的故障,即出现主动轴轴颈磨损故障。为修复该故障,必须拆卸减速机、轴承,将主动辊轮拆下,对轴颈进行堆焊、精车加工,使其恢复原有尺寸精度。修复工作常常需要3~4个修理工配合作业耗时2h才能完成拆卸和装配工作,加工时间大概需要1h完成,生产连续性受到较大影响。
2 解决方案的设计与实施
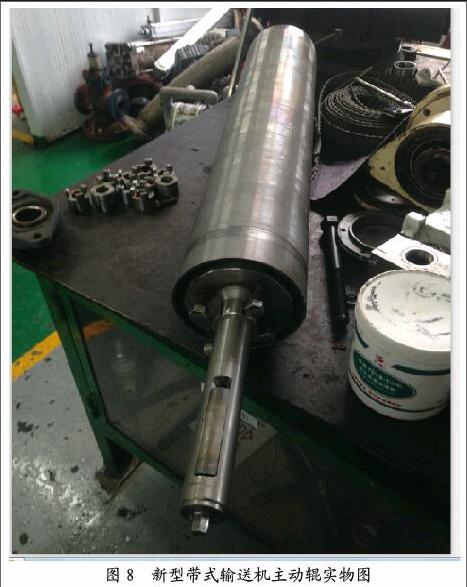
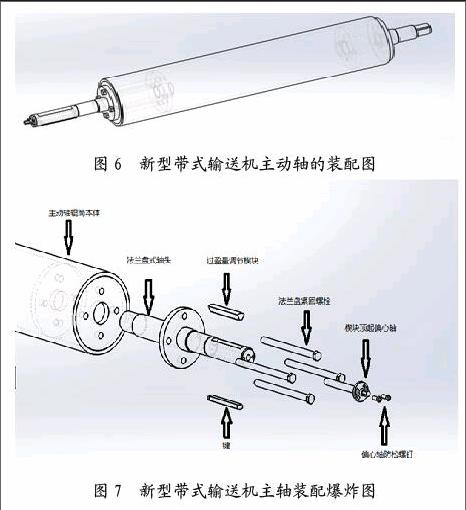
针对上述问题,如图6所示,本文提出了一种改进的主动轴结构,该结构由主动轴由法兰盘式轴头1、過盈量调节楔块2、楔块顶起偏心轴3、偏心轴防松螺钉4、法兰盘紧固螺栓5、键6、主动轴辊筒本体7构成。
法兰盘式轴头1的直径比相配合的套装式减速机的空心轴直径小0.08mm,以保证法兰盘式轴头1与套装式减速机的空心轴为间隙配合,可以自如地滑动。楔块顶起偏心轴3装配入法兰盘式轴头1的内孔后,楔块顶起偏心轴3的转动动作可使过盈量调节楔块2在槽内上升或下降,从而改变法兰盘式轴头1与相配合的减速机空心轴之间的间隙。装配时,可以增大该二者之间的间隙方便装配。装配完成后,可以使二者处于过盈配合的状态从而满足工作状态的需求。偏心轴防松螺钉4的功能是,当楔块顶起偏心轴3转动一定角度后,使得法兰盘式轴头1与相配合的减速机空心轴处于过盈配合状态,旋紧偏心轴防松螺钉4使得楔块顶起偏心轴3保持过盈状态下的转动角度,从而保证法兰盘式轴头1与相配合的减速机空心轴之间的稳定过盈配合。
新型法兰盘式轴头1与主动轴辊筒本体7采用分离式结构,二者通过4枚M12紧固螺栓5紧固,替代传统的不可分离的焊接结构。
3 解决方案所取得的技术效果
1)减速机的拆装更加便捷、快速。减速机拆装无需使用拉马等拉拔工具,通过旋出偏心轴防松螺钉4,转动楔块顶起偏心轴3,使得法兰盘式轴头1与相配合的减速机空心轴成为间隙配合,滑出减速机即可完成拆装过程。传统的拉马拆装方法,受到空间的限制,当空间局促时,无法使用。当减速机与主动轴的配合面配合较紧,或者配合面锈蚀的情况下,拉马无法拉出减速机。
2)主动轴轴颈磨损故障修复更加快速、节省人力。分离式法兰盘轴头结构,使得可不从高空抬下主动轴的情况下,拆卸紧固螺栓,更换新的法兰盘轴头,原位置即可修复轴颈磨损故障。
3)给予生产提供了有力保障。传统拆卸方法需要3~4维修工配合,耗时2h,才可完成更换主动轴的过程。新型主动轴可由两名维修工30min内,利用生产间隙即可完成。
4 结论
该种结构很大地降低了机修人员的劳动强度,大大提高了装配效率。并且具有良好的推广性,可在烟草行业皮带制丝生产线的皮带输送机,亦可应用于其他行业的类似设备。
参考文献
[1]中国烟草总公司.卷烟制丝设备[M].郑州:河南科学技术出版社,2014.
[2]江苏智思带式输送机产品手册.
[3]贵阳卷烟厂制丝设备手册.
[4]成大先.机械设计手册单行本轴及其联接[M].北京:化学工业出版社,2004.
