轻质环保生物质材料挤出加工生产线的研究
2017-08-11李卓宙王梦晗王晨黄瑞星王浩阳李萌张新昌
李卓宙,王梦晗,王晨,黄瑞星,王浩阳,李萌,张新昌
(江南大学机械工程学院,无锡 214122)
轻质环保生物质材料挤出加工生产线的研究
李卓宙,王梦晗,王晨,黄瑞星,王浩阳,李萌,张新昌
(江南大学机械工程学院,无锡 214122)
近年来,环保、无污染、可再生利用的生物质包装材料研究已成为国内外学者研究的热点之一。传统的以绿色环保的废纸纤维等原料制备环保生物质包装材料的方法,多是间歇式热压成型工艺,其效率较低、不适于机械化大规模生产。本文在作者单位已有研究基础上,提出了以废纸、淀粉生物质材料、丙三醇等为原料,基于连续挤出式加工工艺的环保生物质包装材料加工生产线配置方案,并设定生产线生产效率为20m3/h,针对其中物料搅拌、供送、挤出加工三个关键部件进行了结构分析与参数设计。本文的研究对进一步开发新型生物质包装材料、提高生产效率及降低生产成本具有一定理论和应用价值。
生物质材料;连续生产;结构分析;参数设计
1 前言
近年来,大量包装废弃物带来的资源浪费和环境污染已越来越引起人们的重视,国内外包装行业也越来越关注提高环境指标,提倡使用新型的节能、可降解包装材料。生物质材料以其价格低廉、无毒无害、密度小、加工能耗少、比强度和比模量高以及生态环境相容性好等优点,成为了近年来包装材料领域的主要研究对象之一。
国内对生物质包装材料生产技术的研究和开发经历了一个渐进的过程。传统上,人们多以热压成型法加工托盘、生物质片材等。彭慧丽等人[1]首次提出了生物质材料的挤出法加工工艺,并且对挤出过程中生物质纤维物料加工流变性能,以及不同配方废纸纤维与淀粉之间的混合均匀性进行了研究,探讨了淀粉种类、淀粉含量和增塑剂配比等对物料体系加工性能的影响。王礼银等人[2]从原材料配方和样品制备工艺等方面对生物质包装材料进行深入研究,首次进行了可连续生产的生物质包装材料配方与工艺研究,以绿色环保的废纸纤维、淀粉生物质材料、丙三醇、聚乙烯醇为原料[3],研究了可连续生产的生物质包装材料挤出式加工工艺,并提出一种基于挤出工艺的生物质材料配方及其制备方法。
本项目以王礼银等人的配方方案,结合挤出工艺原理和原材料特性,进一步研究特定生物质纤维碎料及其混合物料的微宏观物性[6],分析轻质生物质材料制品挤出加工的工艺过程,提出了基于已有配方和工艺参数的挤出加工生产线配置方案,并针对其中物料搅拌与供送、挤出加工、成型模具三个关键部件进行结构分析和参数设计,为进一步推广和应用新型生物质包装材料奠定一定基础。
2 轻型生物质材料挤出加工工艺概述
2.1 原材料
王礼银等人开发的新型可连续生产的轻质生物质包装材料的配方,主要原材料共有四种:
(1)废旧瓦楞纸板;
(2)马铃薯淀粉;
(3)丙三醇C3H8O3;
(4)聚乙烯醇。
2.2 挤出工艺过程与主要参数
生物质包装材料挤出工艺包括材料初步处理、基材(废旧瓦楞纸板)与助剂材料在常温搅拌下混合、水浴加热、挤出成型、制品后期处理等步骤。见图1。
根据实验研究,确定主要工艺参数为:
首先,将废弃瓦楞纸板经反复冲洗后浸泡至少24h,然后放入水力碎浆机中进行碎浆处理。
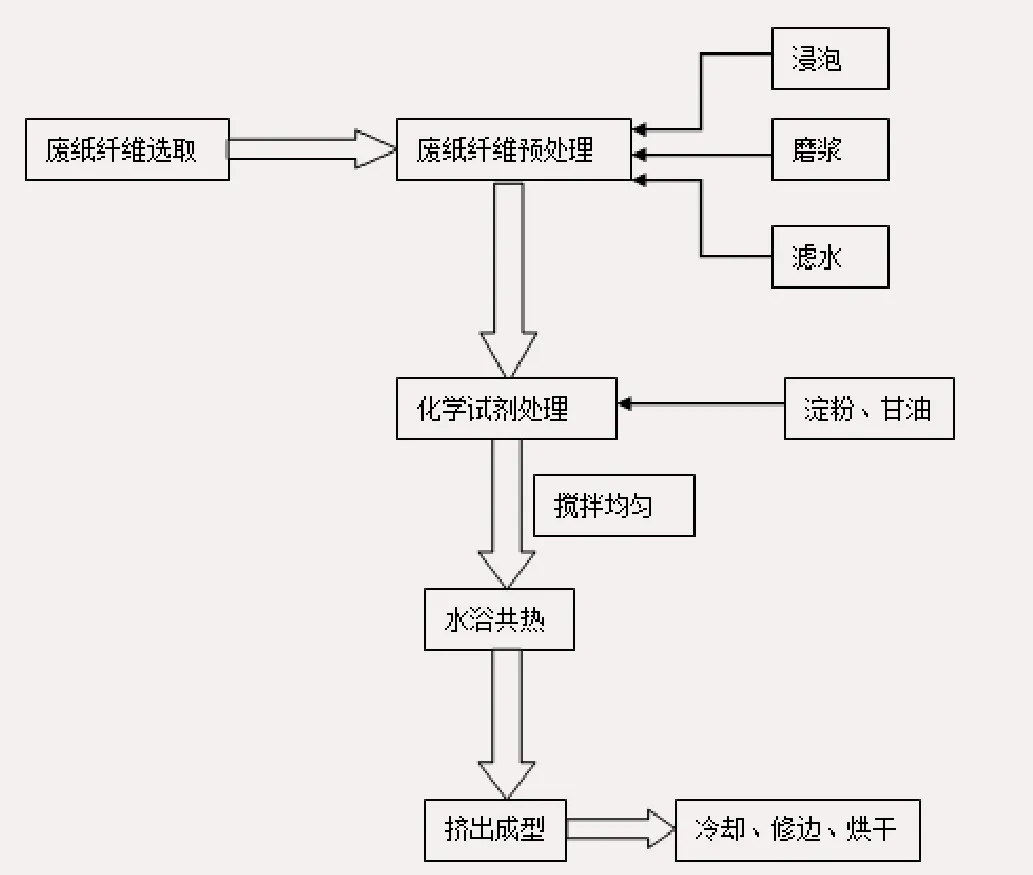
图1 生物质材料的挤出生产工艺
经过碎浆处理后的废纸纤维需置于过滤网内进行过滤,至含水率为80%~85%;
原材料配比为11%淀粉、11%丙三醇与78%废纸纤维;
原材料的水浴加热,需保持85℃温度加热30min;
螺杆挤出设备的工艺参数:挤出机机头的3段加热温度为65℃、65℃和80℃,螺杆转速为45r/min。
挤出制品的后期干燥温度为50℃,干燥时间为8h,至成品含水率在10%以下。
3 轻质生物质材料挤出加工生产线研究
本文将依据上述工艺参数进行挤出加工生产线的配置及主要参数分析。对如图1所示的挤出加工工艺进行分析,可知其整个工艺过程可分为物料搅拌、供送和挤出加工三个部分。
3.1 生产效率确定
经过调研,本生产线采用单机配置形式,即,按生产工艺流程,每一个工序配置一台设备;生产效率由单机生产效率确定。考虑到单条螺杆挤出机的实际生产能力,取每小时产量20m3。
实验室测量得生物质材料样本的密度ρ=1.408t/ m3,体积V=20m3,
质量M=ρ×V=1.408×20=28.16t。

表1 原材料需求量表
3.2 生产线配置方案
根据实验分析,可将图1所示的生物质材料挤出生产工艺流程分为四个部分:废旧瓦楞纸板的预处理与输送;淀粉的预处理与输送;丙三醇的预处理与输送,原材料的搅拌与输送。结合实验室加工试样的工艺过程,确定如图2所示的自动化生产线配置方案。
其中,生产线中各设备的作用分别为:
(1)储料槽——储存运输来的废旧瓦楞纸板;
(2)刮板输送机——运输被回收的瓦楞纸板,将其运输至高浓水力碎浆机中;
(3)高浓水力碎浆机——对废旧瓦楞纸板进行浸泡,碎浆,滤水处理;
(4)振动筛式给料器——定量运输淀粉;
(5)双阀门输送泵——定量运输甘油;
随着社会基础建设的完善和经济的快速发展,人们认识到“空间资源”也是限制城市平稳发展的主要因素之一。在城市建设初期,由于建设技术以及认识的不足,仅重视地上空间资源的利用率,而忽视了地下空间资源和空中资源的综合利用,并在建设过程中存在重视建设、忽视后期维护的现象,导致早期城市建设过程中地下管线的铺设不合理,造成了后期探测及整改的难度。为了弥补这一缺陷,应该加强城市地下管线科学规划并制定出科学的整改举措,加强后期维护整改的防范意识。
(6)轴式螺旋搅拌机——达到搅拌、运输以及加热的目的;
(7)螺旋挤出机——挤出加工生物质材料的设备,本文不做讨论;
(8)电动机——卧式搅拌机的动力驱动装置;
(9)锅炉——给高浓水力碎浆机供给热水和向轴式螺旋搅拌机供给蒸汽;
(10)热交换管道——用来保持混合物料的温度。
3.3 设备主要参数的确定
3.3.1 混合物料温度及保持时间
原方案进行的是水浴加热:需保持85℃温度加热30min。
混合物料温度计算:
使纸浆的纸纤维与水分开计算,均为100℃,另两者常温25℃。混合前各物料温度与比热容见表2。
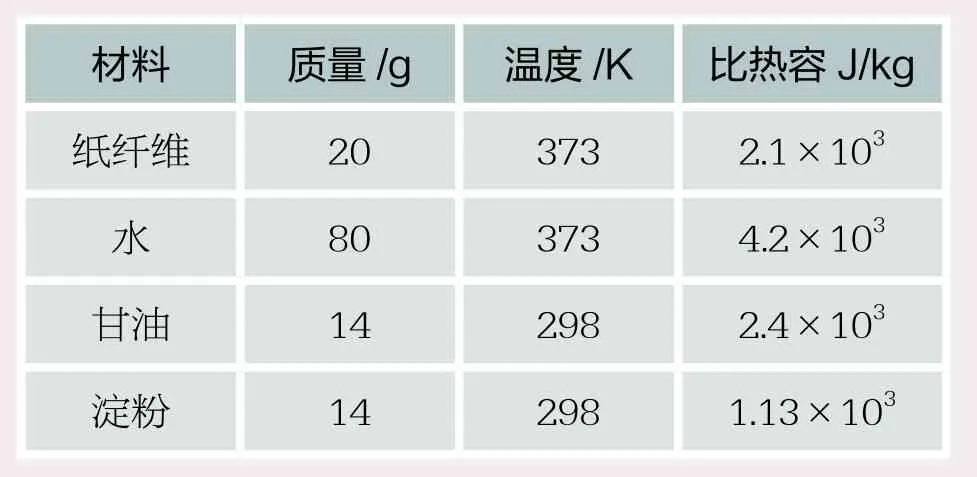
表2 原料温度与比热容
为便于计算,设水力碎浆机排出的纸浆为100g,混合后整体物料温度为X。
即可得到如下方程式:

解得:x ≈ 364K,
即100℃的纸浆与相应比例的常温甘油和淀粉混合后整体温度为91℃。
为了缩短原有的水浴时间,可提高混合物的反应温度。经对照实验得出,混合物在95℃左右保持5min可替代30min的85℃水浴加热。混合物温度由搅拌机上方的蒸汽热量交换管道来保持,蒸汽由锅炉提供。
3.3.2 螺旋输送机参数计算
选用工业生产中应用的一般螺旋输送机[4]。
已知:小时生产量20m3,密度1.408t/m3。
计算得平均输送量Q=28.16t/h。
通过相关资料的查取,取物料综合系数k=0.0710,物料综合特性系数A=20,倾角系数C=1.0,填充系数Ψ=4.0。
驱动功率的计算:

3.3.3 水力碎浆机及其工艺参数确定
水力碎浆机主要用于废纸脱墨和纤维碎解流程。通过水力碎浆机,在高浓度和水温60-90℃的条件下迅速碎解废纸,同时通过化学药品的作用,使油墨粒子和纤维分离,油墨粒子和杂质尽量保持原有尺寸大小,从而使后面的油墨脱除、筛选、净化等工序能顺利进行,利用废纸制出高白度的浆料,并节约蒸汽、药品和动力消耗。槽体内底部有三块折流板,以促使浆料回流形成循环,并设有孔板在高浓碎解时作为稀释水通道使用。
考虑高浓水力碎浆机的工作性能,需要在定下每日工作时间后选择对应的型号。
高浓水力碎浆机处理浓度为12%-18%,间歇操作。控制水力碎浆机的工作,使其出浆浓度为18%,工作间歇为一小时工作一次,通过在水力碎浆机与刮板运输机之间设置储料器来实现间歇给料。
瓦楞纸板消耗质量为5.57t/h。
生产量为5.57×78.8%÷18%=24.38t/h,
生产体积为24.38÷1.017=23.98m3/h,
高浓水力碎浆机产出含水率为82%的混水瓦楞纸板,并通过后续的机械发热使混水瓦楞纸浆的含水率接近80%。
3.3.4 电磁振动给料器参数计算
本项目选用电磁振动给料机进行淀粉输送。电磁振动给料机激振器电磁线圈的电流是经过单相半波整流的,当线圈接通后在正半周内有电流通过,衔铁与铁芯之间便产生了一脉冲电磁力互相吸引,这时槽体向后运动,激振器的主弹簧发生变形储存了一定的势能,在负半周线圈中无电流通过,电磁力消失,主弹簧释放能量,使衔铁和铁芯朝反方向离槽体向前运动,于是电磁振动给料机以交流电源的频率作3000次/ min的往复振动,由于槽体的底平面与激振力作用线有一定的夹角,因此槽体中的物料沿抛物线的轨迹连续不断地向前运动。调节整流电压的高低,即可控制电磁振动给料机的送料量。给料机采用可控硅整流供电。改变可控硅的导通角,即可控制输出电压的高低。根据使用条件,可取不同信号来控制可控硅导通角的大小以达到自动定量送料的目的。
方案设计的淀粉需求量为3.10t/h。
3.3.5 甘油运输泵参数设计
甘油输送泵为一种结构较为简单的输送泵,其原理为通过电动机的带动,使加热软化的甘油[5]从中间的储料罐中运输到两边的定量泵中,并于下一个工序中挤入螺旋搅拌机中。通过四个单向阀控制甘油的运输方向。由于有两个泵交替使用,甘油的运输可以看成是一个源源不断的过程,实现了甘油的连续运输。
已知:甘油需求量为3.10t,运输方式为连续输送。
设计采用粘稠液体灌装设备的部分结构,为了保证连续输送,设计了两个相同的机构,当一边向上升时另一边向下压。阀门全采用单向阀。
结构为圆柱体,取底面直径D=16cm,高H=32.7cm。一个工序耗时20s。
验算:
输送速度=π/4×162×32.7×2÷20=658.34ml/s
甘油密度为1.308g/ml,每小时输送甘油量为658.34×1.308×60×60÷106=3.10t,符合要求。
4 结语
根据以绿色环保的废纸纤维、淀粉生物质材料和丙三醇为原料的最佳生产配方,本文初步设计了一套轻质生物质材料挤出加工生产线。生产线配置设备及参数为:
高浓水力碎浆机,产物浓度18%,生产量24.38t/h,生产体积23.98m3/h。
电磁振动给料器,淀粉需求量3.10t/h。
甘油输送泵,甘油需求量3.10t/h,底面直径16cm,高度32.7cm,输送速度658.34ml/s。
螺旋输送机,螺旋直径0.5m,螺旋轴转速20r/ min,驱动功率3.19kw,电动机功率4.41kw,螺距0.4m。
本文的研究对生物质包装材料的高效连续挤出式加工应用奠定了良好的基础,对进一步开发新型生物质包装材料、提高生产效率、降低生产成本具有一定理论和应用价值。
[1] 彭慧丽,孙昊,张新昌. 基于挤出工艺的生物质纤维物料加工流变性能[J]. 包装工程,2014,35(11):53-58.
[2] 王礼银,孙昊,张新昌等. 可连续生产的生物质包装材料配方与工艺研究[J]. 包装学报,2015(4) :14-20.
[3] 王立元, 王建清. 淀粉和纤维在生物降解包装材料中的应用[J]. 包装世界, 2004, (5) : 40-43.
[4] 邵贤林, 王平. 螺旋输送器的设计计算及其在制浆造纸工业的应用[J]. 中华纸业, 2013, (20) : 44-47.
[5] 顾彦龙. 丙三醇作为绿色溶剂在有机反应中的应用[C].中国化学会第27届学术年会第01分会场摘要集. 2010-06-20: 252-253.
[6] Li.YF, Li.J, Liu. YX, etal. Thermoforming of polymer from monomers in wood porousstructureand characterization for wood-polymer composite[J]. Materials Research Innovations, 2011, 15(1):446-449.
Study on Light-weight Biomass Material Extrusion Production Line
LI Zhuo-zhou, WANG Meng-han, WANG Chen, HUANG Rui-xing, WANG Hao-yang, LI Meng, ZHANG Xin-chang
In recent years, the environmental friendly, pollution-free and renewable bio-packaging materials have become one of hot issues of scholars in domestic and abroad. Traditional green packaging of biomass materials such as waste paper fibers, mostly by intermittent hot press molding process, which is inefficient and not suitable for mass production and mechanization. Based on existing researches, this article gives an overview of a production line configuration, which founded on the continuous extrusion process of environmentally friendly packaging materials with waste paper fibers, starch and glycerol as raw constituents. And a production line has been designed with the productive efficiency of 20m3/h, this thesis aims at structural analysis and parameter design of three essential parts——material agitation, feeding and extrusion of the three structural analysis and parameter design of the key parts. This study has a certain value of theory and application on the further development of packaging materials with new raw materials, improvement of productive efficiency and reducing costs with.
biomass materials; continuous production; structure analysis; parameter design
TB484
A
1400 (2017) 06-0041-05
10.19362/j.cnki.cn10-1400/tb.2017.06.001
项目资助:江南大学大学生创新创业训练项目资助,项目编号2016361y
张新昌(1961.4-),江南大学教授,包装材料与制品研究方向。
