做好普通车床加工必须掌握六种基础知识
2017-08-09陈富洛
陈富洛
摘 要:必须对普通车床结构、传动路线、运动、加工范围、数据表格和刀具六方面熟练掌握,才能加工出合格工件。
关键词:普通车床;传动路线;数据表格;刀具
中图分类号:TG51 文献标识码:A
doi:10.14031/j.cnki.njwx.2017.08.059
普通车床加工是金属切削加工的基础,通过理论和实习训练,必须从以下六个方面进行较深入的理解认知,并掌握相关操作技术,才能为数控机床加工打下坚实的基础。这六个方面的知识是:普通车床的结构、传动、运动、加工范围、数据表格、刀具。下面以大连产普通车床CDE6140A×1000为例进行讲述。
1 普通车床的结构
(1)主轴箱。支撑主轴并通过三爪卡盘等夹具带动工件作旋转运动;其上有4个手柄,通过2个手柄配合实现24个正转速度和12个反转转速。(2)挂轮箱。箱内3轴,4个齿轮;更换这4个齿轮,配合进给箱变速机构,可以拓展螺纹导程和纵横向进给量。(3)进给箱。进给传动系统的变速机构,经光杠或丝杠(二者相互否定)传递给溜板箱,其上有4个手柄。(4)溜板箱。接受光杠(或丝杠)传递来的运动,通过手柄和快移机构实现车刀的纵横向运动。(5)刀架部分。床鞍、中滑板、小滑板和四方刀架等,完成纵向、横向、斜向和曲线运动。(6)尾座。安装床身导轨上,和床鞍不一样的导轨;安装后顶尖,支撑较长工件;装钻夹头、丝锥或铰刀进行孔的加工。(7)床身。支撑连接车床各部件。(8)床脚。支撑床身,安装床身上的各部件;通过垫块和地脚螺栓调整车床为水平并固定。(9)冷却系统。冷却泵通过冷却管、喷嘴将切削液喷射到切削区域。
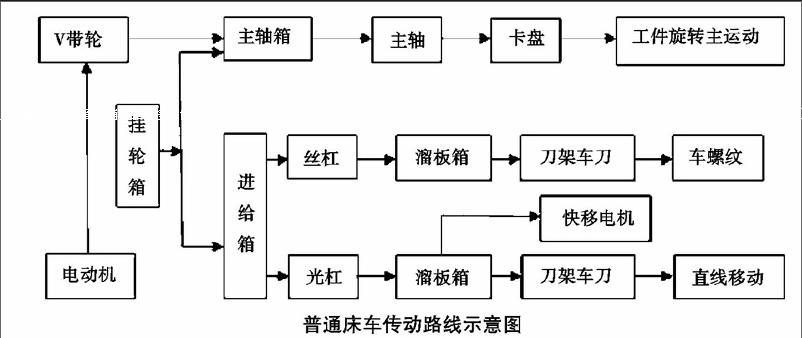
2 传动路线(如方框图所示)
3 运动
普通车床车削时,工件的旋转运动是主运动;车刀的运动是进给运动。主运动速度较高,消耗车床的主要能量;进给运动速度较低,保证工件上多余材料不断去除。在车削运动中,工件上会形成已加工面、过渡表面和待加工面。车刀主切削刃上选定点的线速度为切削速度Vc ,刀具移動的进给速度f,已加工表面和待加工表面之间的距离为被吃刀量ap ,这三者叫切削三要素。
4 加工范围
普通车床主要完成回转体的加工,具体是:轴类、套类、盘类工件。加工的部位是:外圆柱面、内圆柱面、端面、外圆锥面、内圆锥面、内沟槽、外沟槽、切断、端面槽、内螺纹、外螺纹、蜗杆、成形面等。必须配套相应的刀具、量具、加工工艺方法和合适的切削三要素。
5 数据表格
普通车床加工分为连续切削加工和螺旋类加工。纵向进给量表,63个进给量是第1个数据表格,单位mm/r,通过主轴箱手柄和进给箱手柄调整配合,按表格完成该进给量,用溜板箱上的手柄实现;横向进给量表,63个进给量是第2个数据表格,单位mm/r,通过主轴箱手柄和进给箱手柄调整配合,按表格完成该进给量,用溜板箱上的手柄实现;另外6个表格是:米制螺纹(或称公制螺纹)导程表、英制螺纹导程表、模数螺纹导程表、径节螺纹导程表、加大米制螺纹导程表、加大模数螺纹导程表;加工哪一类螺纹对照主轴箱手柄、进给箱手柄选定相应表格导程,并利用溜板箱上的开合螺母实现螺纹加工。
6 刀具
普通车床的刀具分为焊接车刀和硬质合金可转位车刀,按用途分为:90°车刀、75°车刀、45°车刀、切断刀、切槽刀(外槽内槽端面槽)、通孔车刀、盲孔车刀、外螺纹车刀、内螺纹车刀、成形车刀等。重要的是各种车刀的几何要素,主要是车刀的8个角度。在基面Pr上有主切削刃的投影、副切削刃的投影和进给方向形成的3个角度:主偏角Kr,副偏角Kr′,刀尖角εr ,三者之和为180°;在主正交平面Po上的3个角度:前角γo ,主后角αo ,楔角βo ,这三个角都是二面角,三者之和为90°;在副正交平面Po′上,副后面和副切削平面之间的夹角是副后角αo′;在主切削平面Ps上,主切削刃和基面之间的夹角是刃倾角λs 。我们对这八个角度的作用必须了如指掌,在加工时才能选择或刃磨出符合加工要求的工件。
全面认识普通车床的以上6个方面知识,结合装夹工件、装夹刀具、对刀和试切等工艺操作,必然高效率的加工出精度合格的工件。
参考文献:
王公安.车工工艺学[Z].4版.中国劳动社会保障出版社,2005.
