长输管道焊接耗材用量计算
2017-08-07刘兴邦中石化江苏油建工程有限公司
刘兴邦 / 中石化江苏油建工程有限公司
长输管道焊接耗材用量计算
刘兴邦 / 中石化江苏油建工程有限公司
对长输管道气体保护金属粉芯焊丝半自动焊和自保护药芯焊丝半自动焊的焊接材料用量进行了计算,提出了焊材用量计算的修正公式的,并将计算结果与工程实际用量进行了对比,两者基本吻合。
长输管道;焊接耗材;理论计算值;实际用量
前言
随着焊接技术的发展,越来越多的新焊接工艺被开发出来,对于长输管道工程施工行业,项目施工中所用的焊接工艺也随着科学技术的发展而不断革新。例如打底焊接工艺,从最开始的氩弧焊打底焊接,随后出现纤维素焊条下向焊,再到目前使用的半自动熔化极气体保护焊,以及全自动熔化极气体保护焊工艺。可以说技术的革新在不断的改变施工方案的选择,设备变得的更易操作性,焊工的劳动强度逐渐降低,环境保护更优良。
本文以RMD金属粉芯焊丝打底+自保护药芯焊丝半自动焊工艺为例,讨论长输管道施工中焊材消耗量理论计算公式,以及对比与焊接施工中实际消耗量的差异。从而为广大长输管道从业人员提供一个较准确的关于此焊接工艺的焊材消耗量理论计算公式,用于投标预算及采购参考。
一、金属粉芯焊丝与自保护药芯焊丝的简介
金属粉型药芯焊丝(E70C-6M,ø1.0mm)被评价为“代替实芯焊丝的焊接材料”,它既有渣量少的实心焊丝的长处,又兼备高熔敷速度,电弧柔软,焊接工艺性能好等熔渣型药芯焊丝的优点。由于金属粉芯焊丝是由薄钢带包裹粉剂组成,电流主要从钢带通过,其电流密度大,融化速度快,同时焊芯中含有大量的铁粉,铁合金和金属粉,非金属矿物含量少,因此它比实心焊丝和熔渣型药芯焊丝具有更高的熔敷速度。
自保护药芯焊丝(E71T8Ni1-J,ø 2.0mm),熔渣具有快凝特性,全位置焊接性好,尤其适合立向下焊。焊接工艺性好,电弧稳定,熔透能力强,脱渣性好,飞溅小。低温冲击韧性特别高且稳定。特别适合于X70钢及以下钢管的填充盖面焊接。在国内西气东输、陕京复线,以及中东地区沙特阿拉伯境内盐步—麦地那三期输水管道项目工程等。
二、公式计算与修正
通常情况下,焊材消耗量传统计算公式如下:

式中:G(kg)—焊材用量;
A(mm2)—焊缝熔敷金属截面积,见图1;
L(mm)—焊缝长度(L=πD);
ρ(g/cm3)—熔敷金属密度(碳钢未7.8g/cm3);
Kn(%)—熔敷率,焊条为55,TIG/MIG实心焊丝为95,金属粉芯焊丝为95,药芯焊丝为90。
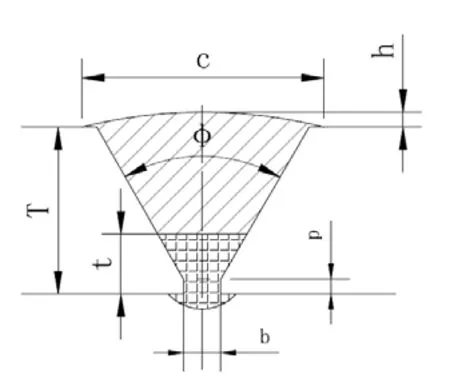
图1
而对于采用以上V型坡口,其截面积计算公式为:

式中:T(mm)—管道壁厚;
b(mm)—根部对口间隙(根据现场对口经验及统计多数在2mm左右,故取2.5mm);
p(mm)—钝边高度;
φ—坡口角度;
c(mm)—焊缝外表面宽度(坡口宽度两侧各加1mm);
h(mm)—焊缝余高(内外余高都按1mm考虑)。
对于RMD打底焊接工艺,打底层厚度较厚。经过现场观测,在正常钝边、对口间隙情况下,上面平焊位置与下面仰焊位置能达到4-5mm,立焊位置厚度也能达到3mm。为了便于计算,我们取打底层厚度t为4mm。
另外考虑到管道全位置焊接,仰焊位置以及接头部位存在打磨,焊丝消耗要比纯平焊位置用量大,以及现场焊接过程中焊丝调整焊丝用量乘以1. 20系数。
因此打底焊接金属粉芯焊丝消耗量公式为:

填充盖面自保护药芯焊丝消耗量公式为:

按照以上公式,以沙特SWCC盐步-麦地那三期输水项目工程为例,笔者对RMD金属粉芯焊丝和自保护药芯焊丝用量进行了理论计算,并与实际用量进行了对比,其中实际用量采用百道口平均值方法计算得出,计算结果见表1。
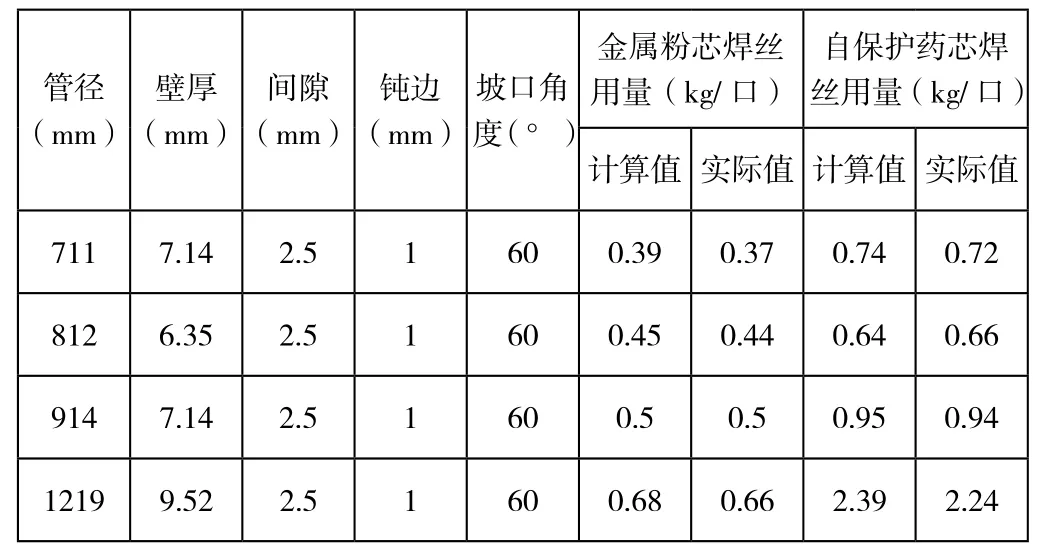
表1 半自动焊丝用量计算值与实际消耗量对比
三、结论
从表1 的对比结果可以看出,以上几种管径和壁厚的钢管 ,经过修正的焊接材料理论计算值,与现场焊接实际用量非常接近,稍大于实际值。说明在采用半自动焊接工艺对V型坡口管道进行焊接时,金属粉芯焊丝(E70C-6M)与自保护药芯焊丝(E71T8Ni1J)的理论计算消耗量与实际消耗量基本吻合,其给出的理论计算公式较准确,具有一定的指导意义。上述计算方法及结果 ,谨供其它工程参考。
另外在此提醒,对于其他规格的管道,采用不同的焊接方法,不同的焊接耗材,计算公式应重新调整。因为不同的坡口型式,会导致熔敷金属截面计算公式不一样。
For the combination welding processes of semi-automatic GMAW and FCAW-S which used in in the pipeline construction. The related welding consumables has been Calculated according to the revised formula, and then compared with the actual consumption; the value proved that the formula is very accurate.
long-distance pipeline; welding consumables; calculation value; actual value
