射孔枪用高强韧无缝钢管的研究
2017-08-01江勇
江 勇
(中油管道物资装备总公司 河北 廊坊 065000)
·综 述·
射孔枪用高强韧无缝钢管的研究
江 勇
(中油管道物资装备总公司 河北 廊坊 065000)
简要概括了油气井射孔工艺作业过程,分析了国内外射孔枪产品及工艺水平的差距。为推动国内石油行业射孔工艺技术的进步,介绍了开发的一种高强韧射孔枪用无缝钢管,该管材通过国外某公司69孔/m的高孔密实弹射孔试验,管体力学性能指标达到150 KSI(1 034 MPa)钢级,全尺寸0℃横向冲击吸收功达到124 J,韧脆转变温度FATT在约-30℃,远低于井下射孔作业温度。硬度与屈强比指标呈正态分布。最后介绍了国外公司采用本材料生产的射孔器实弹射孔的各项工艺性能指标。
射孔;射孔枪;射孔枪管;断裂韧性
0 引 言
在油田开发过程中,为了提高油气井产能和油藏采收率,就必须进一步贯穿油气层和套管之间的通道,即完井。其中射孔完井是最常见的完井方式,可实现井筒和预测的产层之间连通,射孔作业是油气田勘探和开发的一个非常重要的环节,采用射孔完井技术已有70多年的历史。在当前大力开发高致密性页岩油气藏的时代背景下,有效的射孔孔眼对于正确评价油气层、 提高油气井产能和油气藏产出程度是至关重要的。射孔器质量的提高和技术水平的进步给油田勘探开发带来了巨大的经济效益,提高射孔技术水平也成为油藏开发亟待技术突破的科技前沿。经过近20年的高速发展,国内油田开发观念也普遍由“为生产而射孔”转变为“为增产而射孔”的射孔新观念上来。
1 射孔枪身材料
在油气藏高效开发和复杂油气区块的挖潜方面,高孔密、深穿透射孔器无疑提供了巨大的帮助,但这给枪身材料的开发带来新的挑战。在产油层段狭小的空间里面,射孔枪除了起携带射孔弹药,完成射孔动作的作用外,在绝大多数的射孔工艺中,射孔完毕后作业者还要将剩余物质通过枪身起出地面。在这个瞬间高压高速的射孔爆轰的作业过程中,除了要考虑射孔作业效率外,防止卡枪等事故也需要兼顾。枪身、弹架和射孔弹尺寸的精确设计对于油气井的安全尤为重要。具有盲孔的有枪身射孔器,其枪身钢管材料的质量和性能对射孔增油水平的提高至关重要。
我国射孔器国家标准[1]中规定适用于20~40 孔/米孔密的射孔器,其深穿透系列口径最小为Φ43 mm,最大Φ159 mm,穿深要求最小分别为140 mm和850 mm,其他系列以及高孔密大孔径组合系列的枪的最小口径Φ102 mm,最大口径Φ178 mm,穿深要求最小对应分别为300 mm/300 mm/150 mm和250 mm/580 mm/220 mm。石油工业标准[2]中要求口径Φ152 mm的射孔枪穿深最小850 mm。中国海洋石油总公司的射孔枪标准[3]中最大孔密达到40 孔/米。
据国外官方网站的资料报道,美国斯伦贝谢公司开发的高孔密系列射孔枪最大规格做到7 in(1 in=25.4 mm),最小做到1.56 in,孔密最大为其7 in规格射孔器达到27 spf(89 孔/米),最小为5 spf(16 孔/米)。深穿透系列在孔密12 spf(39 孔/米)的情况下,最大穿深达到62 in。大孔径系列最小做到2 in,最大孔径为其7 in规格在孔密18 spf(59孔/米)的情况下达到1.15 in。除此之外,该公司还有用于压裂作业的Frac枪,用于定向井及水平井射孔作业的精准定位OrientXact枪,以及可回收式的Rej枪,Enerjet,HEGS枪等。哈利伯顿公司的射孔器产品性能主要针对射孔弹,分为深穿透和大孔径两大系列。其射流研究中心JRC开发出的射孔枪最小规格做到1in,最大也是7 in,其中大孔径系列5in规格做到孔密最大21 spf(69 孔/米)。在其2011年的射孔测试API注册数据上可以发现,其采用MaxForce射孔弹的Scalloped Gun系列射孔枪4in规格穿深也达到了61.6 in。另外一家比较大的射孔器独立研究机构是欧文公司Corelab实验室,它的射孔器产品则主要按照工艺来区分,而产品的性能主要依赖于射孔弹,最大穿深达到70.10 in(7 in规格,HERO射孔弹(炸药类型不明),孔密12 spf(39 孔/米)),最大孔密为其5in规格UZI枪36 spf(118 孔/米)。美国另外几家大的油服公司都在开发射孔器产品,如国民油井NOV、威德福Weatherford和贝克休斯等,其中比较有影响力的还有射孔压裂复合作业的StimGun系统。另外还有德国DYNAenergetics公司的NDG枪以无毛刺技术为特色占据一定的市场份额。
除了在射孔器工艺性能方面的差异外,射孔枪身材料的性能等级间接地说明了国内外在这一油气行业的分支领域中发展的差距性。在国内射孔工艺发展的早期,由于行业间的差异,石油行业中射孔枪设计者通常采用便于获取的低钢级的油套管管体材料作为射孔枪枪身原材料,并以此为基础设计射孔枪孔密、相位角等参数以及射孔弹。除了材料生产工艺水平滞后等因素的影响外,人们往往忽略了材料韧性性能的影响也在一定程度上制约了射孔水平的提高,没有最大程度上挖掘射孔作业的潜能,更没有研究代表着纵向开裂性能的横向冲击吸收功的要求。后来国家标准[1]、我国石油行业射孔枪标准[2]、中海油射孔器企业规范[3]中,对枪身材料的钢级要求达到110 KSI左右,冲击吸收功要求达到横向全尺寸27 J。参考油套管标准可以看出,壁厚小于13.64 mm的110 KSI钢级的油套管冲击吸收功在纵向最小43 J,横向最小21 J,相对而言要求仍然是比较低的。
随着钢铁行业冶金技术的进步,纯净钢生产工艺得到推广,钢材的性能也在不断提升。通过与石油工业的结合发展,国内有些无缝钢管企业推出了自己的射孔枪管产品,明确其符合国内射孔枪对管材的性能指标的要求。例如宝钢产品企业标准[4]中,在屈服强度Rt0.6达到国家标准要求的724 MPa的条件下,冲击韧性指标达到横向全尺寸0℃最小27 J,早期版本中采用32CrMo4钢种。但是遗憾的是,此前这一方向上国内水平落后于国际。例如,阿根廷的Tenaris公司在约10年前推出145 KSI钢级该类产品,不仅冲击功性能指标优异,而且产品的尺寸精度能达到ASTM A519[5]标准(机械管标准)要求,实测精度为外径OD(0~1%),壁厚WT(±7.5%),国内需要经过冷轧冷拔才能满足这一指标要求。另外通过解剖德国Bentler钢铁公司的产品实物,性能指标达到130 KSI,横向3/4尺寸(10×10×7.5 mm)0℃冲击吸收功达到83 J。
2 一种高强韧性射孔枪用无缝钢管
经过近些年的发展,为适应国际射孔行业的技术要求,也为致密度高、渗透率低的复杂油藏区块开发储备新的技术,我们开发了一种高强韧性的射孔枪枪身用无缝钢管材料,籍此向国内石油工业射孔技术服务工作者介绍,以期提高国产射孔器的增油水平,尤其是解决埋藏深、井底流压高的深井、超深井的射孔问题。
该种射孔枪枪身无缝钢管材料达到150 KSI钢级(即最小名义屈服强度1 034 MPa),最大规格做到7 in(Φ178.7 mm),该材料多规格通过在美国某公司的实弹射孔评价试验,其中最大射孔孔密达到21 spf(69 孔/米),相位角120/60°,实弹射孔后效果如图1所示。
图1中产品规格分别是:图1(a)4.72 in(Φ120.1 mm),图1(b)4.5 in(Φ114.3 mm)。该公司给出的综合结论是,在清水中射孔没有产生裂纹,完全通过评价测试,射孔后管体表面状况良好,但没有进行干气中射孔测试。4.72 in规格耐压等级评级达到20 000 psi(137.9 MPa),平均毛刺高度3.05 mm,最大毛刺高度 6.6 mm。
3 强韧性分析
3.1 强度和冲击韧性检验数据
表1为4个规格、且每规格取三批次钢管产品的力学性能检验结果。其中延伸率为按照API 5CT标准制作的条状拉伸试样进行测试,由于大多数规格产品管体尺寸受限制,未能测试Φ10 mm的标准圆棒拉伸试样,也就没有测试标准延伸率δ和断面收缩率ROA数据。

图1 高强韧管材实弹射孔后形貌

外径规格/mm检验批号拉伸(Rp0.2)屈服强度/MPa抗拉强度/MPa屈强比%延伸率%平均硬度HRC冲击功/0℃,V缺口横向(展平)纵向尺寸*值/J尺寸值/J85.731231078113794.82039.31/2473/41071072113294.71939.91/2463/41131115116595.71940.61/2433/41171119116396.22040.21/2413/41101132119095.12041.01/2453/41031108115795.82140.91/2433/499114.31231071115992.42139.11/2523/41011098116394.42138.91/2513/4971104116694.72040.01/2553/4921121118594.62239.41/2513/4931084117892.02138.31/2523/4891148121294.72339.21/2533/489120.11231113117494.82439.23/47711321114117794.62539.73/47711221120116995.82540.03/47511011114117494.92539.43/48111101126117895.62339.93/4881861109116595.22539.83/4851102

续表
*注:1—表示冲击试样尺寸10×10×10 mm;3/4—表示冲击试样尺寸10×10×7.5 mm;1/2—表示冲击试样尺寸10×10×5 mm,下文相同。
在高钢级钢管强韧性匹配方面,英国能源部的标准要求钢管的横向最低冲击韧性为屈服强度的10%[6],成为业内的新难题。从基本统计数据来看,冲击吸收功的检验结果与管体尺寸存在着一定的关联。在屈服强度达到不低于1 034 MPa的前提下,4-in(Φ114.3 mm)管体的横向半尺寸(10×10×5 mm)V缺口0℃夏比冲击功达到53 J,按API 5CT标准的换算关系换算到横向全尺寸(10×10×10 mm) V缺口0℃夏比冲击功达到96 J。而对于其7 in(Φ178.7 mm)外径规格的管体的横向全尺寸(10×10×10 mm)V缺口0℃夏比冲击功则达到平均124 J,则满足上述10%关系。由于这个换算关系与管体尺寸的关联性导致完全按照API 5CT来执行并不完全科学,同时制取横向冲击试样前需要对管料进行展平处理,一定程度上影响了真实的横向冲击吸收功,因此不能按照经过API 5CT标准关系换算后做横向冲击韧性统计分析,求取统计平均值的办法获得平均横向冲击吸收功,再决定其是否满足屈服强度的10%的关系。而且,上述冲击韧性对应的实测屈服强度大部分已经超过150 KSI钢级而达到160 KSI钢级(1 103 MPa)。综合以上考虑,应以标准的全尺寸冲击试样的实测冲击吸收功来表征其冲击韧性。
图2为代表强塑性指标的硬度和屈强比的统计分布图,基本均呈正态分布,从图2(a)上可以发现硬度统计平均分布在HRC39和40之间,图2(b)上可以看到屈强比典型值为95%,表明管体材料是一种低塑性材料,利于控制射孔后毛刺高度和胀径。由于延伸率数据与壁厚有关联,故未做统计分析。

图2 硬度和屈强比统计分布图
一般意义上讲,强度是作为表征抵抗外力破坏主要力学指标,在射孔枪的应用上容易造成一个混淆:强度是否越高越好?实则不然,主要基于两点:1)由于在射孔作业过程中,射孔弹在点火后产生的射流最终不仅要穿透低合金钢的枪身,在非裸眼完井的情况下,还要穿透外围完井套管,最终穿透水泥环并进入油层,也就是说枪身材料的强度最终不足以抵抗射孔载荷,否则就会出现哑枪或者枪身膨胀而不开孔的作业质量事故,且存在膨胀后从井底不能起出枪身的风险。Tenaris的此类产品的屈服强度控制在最小145 KSI左右而非150 KSI即是一个佐证;2)按普遍规律来说,强度越高钢材的韧性会越低,这对防止射孔作业枪身开裂很不利。枪身材料过高的强度会对射孔弹的穿透能力是一种阻碍,最终影响的是射孔作业的穿深指标,通常的做法是在枪身上外表面一侧加工预制台阶孔(或者叫盲孔),成为射流方向的薄弱环节。这不仅引导射流,而且保障了射孔作业定向控制性。
实际上,枪身材料的强度主要用来抵抗的是井底径向压力,斯伦贝谢公司通过高精度和高灵敏性的压力传感器采集了射孔作业瞬间井底压力变化的情况,例如其采用PowerJet Omega射孔弹的深穿透射孔枪应用在中国西部的一口井中,最高静压力达到17 000 psi(117 MPa)。
由于枪身两端密封,包括非通孔的枪身在内的枪身整体必然要抵抗枪外环形空间的均匀外压,枪身内部可视为零压力,而且从射孔枪下放到指定位置并点火这一过程并不能算作瞬间完成,仅仅点火射孔的动作是瞬间完成的。那么枪身在这个抵受外部压力的过程可以看作是类似套管的抗挤毁过程,但不能完全类比。也就是说,枪身材料的强度在这个过程中的作用可以按照挤毁失效模式来考虑。
根据石油套管抗挤毁公式通报API Bull 5C3[7](简写API 5C3)和近年来国际上在套管抗挤毁方向的最新研究成果可以看出,强度和管材的径厚比(D/t或者OD/WT)对其抗挤毁性能的影响尤为显著。从国内外的普遍情况来看,射孔枪用钢管的名义径厚比是比较小的,按照API 5C3的定义,基本处在屈服挤毁区间和塑性挤毁区间左侧,管体为厚壁管或者类厚壁管。例如,宝钢的产品D/t处在7.37和14.83之间,尤以≤12的居多。斯伦贝谢公司的HSD系列射孔枪枪身管材的D/t在9.0和13.58之间。胜利测井公司李克俭[8]等人采用强度理论的办法,早年在校核计算射孔枪枪体耐压时认为当枪体钢管外径D与内径d比值K=D/d>1.1时枪体可看作厚壁圆筒,可采用第三、第四强度理论计算,推荐采用第四强度理论,但要求K≤1.2,缘由未知。
这里容易造成另一个混淆:是否壁厚越厚越好?由于受到射孔弹等内部部件的尺寸的影响,壁厚越厚带来的是通径和璧厚精度的问题。与前述相同,国内高精度(壁厚±7.5%)钢管生产一般要经过冷拔冷轧工艺,由于高强度带来的高硬度问题,在进行冷轧冷拔之前要进行退火热处理,必然最终影响微观组织结构和力学性能,所以要谨慎考虑。斯伦贝谢公司还发现枪身管材的壁厚对其大孔径系列射孔枪产品的性能还有不利影响。
3.2 韧性
断裂韧性反映的是材料抵抗裂纹失稳扩展能力的性能指标,与强度和塑性互相构成一种三角并存的关系。工业品的开裂失效破坏、瞬间断裂或者低温断裂所引发的对材料的韧性的研究多少年来一直是国内外的热点领域,直接关乎构件的安全。钢材的韧性实际上是指钢材在三维应力作用下塑性变形的能力和所吸收的能量的大小,主要分为冲击韧性Akv(单位为J)和断裂韧性KIC以及临界裂纹尖端张开位移(CTOD)等。对于无缝钢管,在高强度的条件下,高韧性可以确保管体在高应力场中抵抗裂纹失稳扩展,对微细缺陷具有包容能力。目前大部分的行业标准均要求以至少以纵向冲击吸收功来表征其韧性,对于高钢级钢管还对横向冲击功作要求。其中横向冲击吸收功代表的是纵向(沿管体轴向方向)开裂和扩展的倾向性,纵向冲击功却代表的是其横向开裂或者裂纹扩展的倾向性。一般情况下,同尺寸试样的纵向冲击吸收功远大于横向冲击吸收功,二者的比值则反映了冲击韧性分布的方向性和不均匀性。
对于采用无缝钢管制造的射孔枪的枪身,在强度要求一定的情况下,足够高的韧性储备是射孔施工安全保障的绝对必要条件,韧性较低或者不够将会导致射孔后管体灾难性开裂。
图3(a)为从Φ114.3 mm规格钢管取样后测取的韧脆转变曲线(Boltzman拟合),由于存在冲击吸收功与管体尺寸及转换关系相关的偏差,从Φ177.8 mm规格上取全尺寸试样(10×10×10 mm),经中国石油集团石油管工程技术研究院检验-80℃~40℃下的横向冲击吸收功Akv得到图3(b)的韧脆转变曲线。从图3可以看出,韧脆转变温度FATT在-20℃以下,约-30℃。一般情况下,射孔作业温度远高于这个温度而处在曲线的上平台,即便是试验射孔也都是在室温下进行。也就是说,不会因为管体材料本身的温度引起材料的韧脆性转变导致其韧性变低而开裂。

图3 管体材料的韧脆转变曲线
3.3 动态冲击曲线
图4为在北京钢研纳克检测技术有限公司生产的N1750型动态示波冲击试验机上测取的横向和纵向示波冲击曲线,冲击试样的尺寸为横向半尺寸10×10×5 mm,实验温度20℃。图上光滑曲线为冲击吸收功,J,未去噪的不光滑的曲线为测量的冲击力,kN。

图4 动态示波冲击曲线
由动态示波冲击曲线上的时间变化可以看出,普通冲击试验和示波冲击试验的加载速率无法与射孔作业的射流加载速率相提并论,也就是说应变速率相差仍然很大。但是仍然可以发现,整个过程明显分为三个阶段:在约0~0.1 ms内完成启裂,0.1~0.3 ms完成塑性扩展,在约0.3 ms往后的最后裂纹失稳扩展并断裂,模拟了射孔作业过程中枪身材料瞬时高速破坏。
3.4 金相分析
1)微观清洁度
图5为夹杂物微观形貌,为美国实验室给出的光学照片,其结论是完全满足规范要求,无大型有害性夹杂物。表2给出了美国实验室按ASTM E45标准[9]给出的微观清洁度评级结果报告。其中备受关注的严重影响韧性的硫化物夹杂物A类粗细评级均为0。这主要得益于炼钢过程中S含量控制得非常低。
2)缺口冲击断面形貌
检查V型缺口Charpy冲击试验后试样余料,目测端口为韧性断面,剪切比评级基本都能达到100%,同时冲击过程中撞击声音比较低沉(脆性材料在冲击试验时则比较悦耳),少量热处理不充分的条件下剪切比存在80%的情况。图6为冲击试样端口的低倍形貌和扫描电镜形貌,图6(b)则显示了管体材料中仅存在一些少量的球状氧化物夹杂,与表3种评级结果一致。
3)金相组织和晶粒度
在热处理过程中回火充分的情况下,管体形成从内到外比较均匀一致的回火索氏体组织,晶粒度评级达到9级,与美国实验室检测结果一致,如图7所示。

图6 冲击断口形貌图
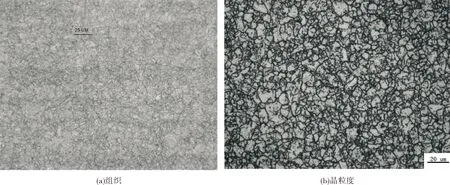
图7 金相组织与晶粒度
4 该系列射孔枪产品性能介绍
根据该公司网站材料介绍,采用本文开发的高强韧无缝钢管制作的高孔密系列HSD射孔枪最大规格做到7 in,最小做到1in,孔密最大为其7 in规格射孔器达到27 spf(89孔/米),相位角120/60°。该规格射孔枪耐压达到30 000 psi(206.73 MPa),采用PowerJet Omega 4505射孔弹,在孔密12 spf(40 孔/米,相位角135/45)的情况下,最大穿深达到62 in(1.57 m)。表3列出采用该种无缝钢管的部分规格的射孔器实弹射孔性能参数。需要说明的是,这些数据也与射孔弹有着密不可分的关系,以实际实验为准。

表3 高孔密射孔枪性能
5 总 结
1)射孔枪管的管体强度指标主要影响射孔器的在井底工作环境下的耐压性能;管体的韧性指标决定了其阻止裂纹扩展的能力,尤其是其横向韧性对其纵向开裂影响巨大,足够的韧性储备是其安全作业并从井底取出回收的保障;
2)为推进国内射孔技术的进步,一种新开发的高强韧射孔枪用无缝钢管,管体屈服强度达到Rp0.2>1 034 MPa,横向半尺寸0℃冲击吸收功达到55 J,全尺寸则达到124 J,韧脆转变温度FATT达到-30℃,实弹射孔性能优良。
[1] GB T 20489-2006.油气井聚能射孔器材通用技术条件[S].2007.
[2] SY/T5562-2000.油气井用射孔枪[S].2001.
[3] Q/HS 6001-2003.射孔枪技术规范[S].2003.
[4] BQB232-2003.油气井射孔枪用无缝钢管[S].2003.
[5] ASTM A519.Standard Specication for Seamless Carbon and Alloy Steel Mechanical Tubing[S].West Conshohocken.ASTM,2006.
[6] 李鹤林.油井管发展动向及若干热点问题[J].石油机械,2004(特刊):1-5.
[7] American Petroleum Institute,Production Department.API Bulletin 5C3.Formulas and Calculations for Casing,Tubing,Drill Pipe and Line Pipe Properties.Houston:API,1983(October).
[8] 李克俭.强度理论与射孔枪枪体的选材[J].1999,2:74-76.
[9] ASTM E45-2013. Standard Test Methods for Determining the Inclusion Content of Steel[S].2013.
Study on High Strength and Toughness Seamless Steel Tube for Perforating Gun
JIANG Yong
(ChinaPetroleumPipelineMaterialandEquipmentCorporation,Langfang,Hebei065000,China)
The perforating process during the well completion operation in oil and gas industry is briefed, and the technology difference and development progress of the perforator products in domestic and foreign countries are compared and analyzed. In order to provide assistance to technology growth of perforating in domestic market, a new kind of material with high strength and high toughness for the body of perforator carrier is developed, which pass the high porosity and dense perforation of 69 spm test in one foreign lab. The mechanical property of the material achieves 150KSI(1034MPa) with full scale transversal Charpy impact toughness of 124J at ambient temperature of 0℃, the FATT (transitional temperature from toughness to embrittlement)is at around -30℃ that is far lower than the working temperature of perforating in the well. Hardness and ratio of yield strength to tensile strength are normally distributed. The techniques and properties of the perforators made from this material manufactured by one foreign company are introduced.
perforating; perforating gun; perforator carrier; fracture toughness
江 勇,男,1980年生,工程师,2006年毕业于中国石油大学(华东),获硕士学位,主要从事石油工业工程物资采购与国际贸易工作。E-mail:Yong_Jiang_John@163.com
TF763
A
2096-0077(2017)03-0011-08
10.19459/j.cnki.61-1500/te.2017.03.003
2016-05-13 编辑:葛明君)
