660 MW汽轮发电机组热态启动振动诊断及处理
2017-08-01李晚涛傅行军邢海波邓敏强
李晚涛,傅行军,邢海波,邓敏强,蔡 明
(1. 东南大学 火电机组振动国家工程研究中心,南京 210096; 2. 皖能合肥发电有限公司,合肥 230041)
运行与改造
660 MW汽轮发电机组热态启动振动诊断及处理
李晚涛1,傅行军1,邢海波1,邓敏强1,蔡 明2
(1. 东南大学 火电机组振动国家工程研究中心,南京 210096; 2. 皖能合肥发电有限公司,合肥 230041)
针对某电厂660 MW机组热态启动过程中1瓦振动过大问题,分析机组升速、降速和定速过程中振动变化特征,确定故障原因是热态启动条件下胀差过小导致碰摩。通过调整运行参数,缩短升速时间,机组成功升至额定转速,且振动状态优良,对治理同类故障具有参考价值。
汽轮机; 热态启动; 胀差; 碰摩; 振动
随着汽轮发电机组不断向高参数、高效率、高性能方向发展,汽轮机动静间隙减小,碰摩可能性增加。碰摩故障可能发生在定速暖机、升速和带负荷过程,目前发生频率仅次于转子质量不平衡的第二大类振动故障[1]。由于该类故障的发生机理较复杂,既可能由其它故障引起,如质量不平衡、热弯曲、轴系不对中、油膜涡动等,又往往是其它故障的诱发因素,造成转子振动增大,至今仍没有完备的解决办法。碰摩易造成转子磨损和热弯曲,严重威胁机组安全稳定运行,及时准确诊断发生碰摩的根本原因并实施有效的处理方案具有重要意义。
某电厂6号机组大修期间进行了K值(高中压、低压转子第一个压力级与第一级静叶之间的轴向距离,是确定机组胀差零点的依据)调整和通流优化。大修结束后,机组于2016年6月15日晚首次启动成功,运行一段时间后,机组于次日下午停机并立即重新启动,转速为1 300 r/min时,1瓦振动过大,常规处理方案实施后,振动情况未得到改善,机组无法升至额定转速。笔者通过对机组振动数据和相关运行参数进行分析,最终诊断该故障为碰摩振动并确定故障原因,通过实施有效的处理方案,故障得到解决。
1 机组概况
该机组汽轮机为C600-24.2/1.1/566/566型,超临界、单轴、一次中间再热、三缸四排汽、双背压、抽汽凝汽式汽轮机,汽轮机总级数为48级,高压转子为12级,其中第一级为调节级,中压转子为8级,低压转子为2×2×7级,高中压缸为合缸结构,两个低压缸均为双流反向布置。轴系由高中压转子、低压1号转子、低压2号转子、以及发电机转子构成。除发电机转子为三轴承支撑外,其余转子均为双轴承支撑。汽轮机共有6个支撑轴承,其中1号轴承为LEG可倾瓦轴承,其余轴承为LEG轴承。推力轴承为自卫式可倾瓦轴承。轴系图见图1。

图1 轴系图
2 启动过程
该机组大修后首次升速至额定转速过程中各轴承处振动情况良好,振动数据见表1。
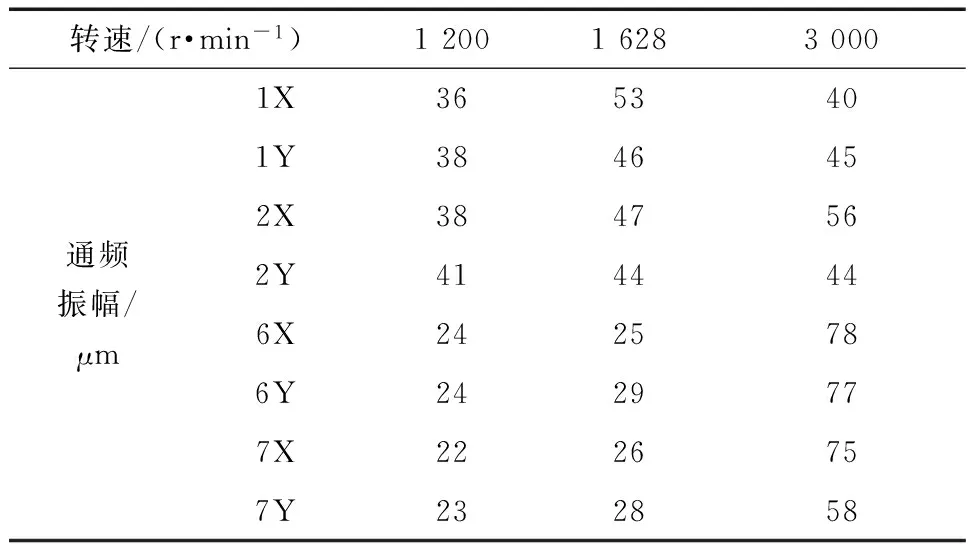
表1 首次启动过程中振动情况
机组运行一段时间后,根据操作规程,于2016年6月16日下午停机并立即重新升速。机组以200 (r/min)/min的升速率冲转至1 200 r/min时定速暖机5 min,暖机结束后1瓦振幅迅速爬升,当转速为1 313 r/min时,1瓦X方向振幅为145 μm,Y方向振幅为185 μm。根据以往经验,认为1瓦振动变大是暖机时间不足所致,于是降速至1 200 r/min进行暖机,定速1.5 h,1瓦振幅无明显下降趋势,当降速至600 r/min,定速10 min后,振幅不降反升(该过程1瓦振动数据见表2,伯德图见图2、图3;1 200 r/min时的频谱图见图4、图5)。继续降速至300 r/min,此时大轴偏心值为45 μm,高于初始偏心值31 μm,维持该转速待偏心恢复。偏心值恢复正常后,再次升速,当转速达600 r/min时,1瓦振动依然较大,故停止升速,转速维持在600 r/min,监视振动变化。

表2 第二次启动过程中1瓦振动情况
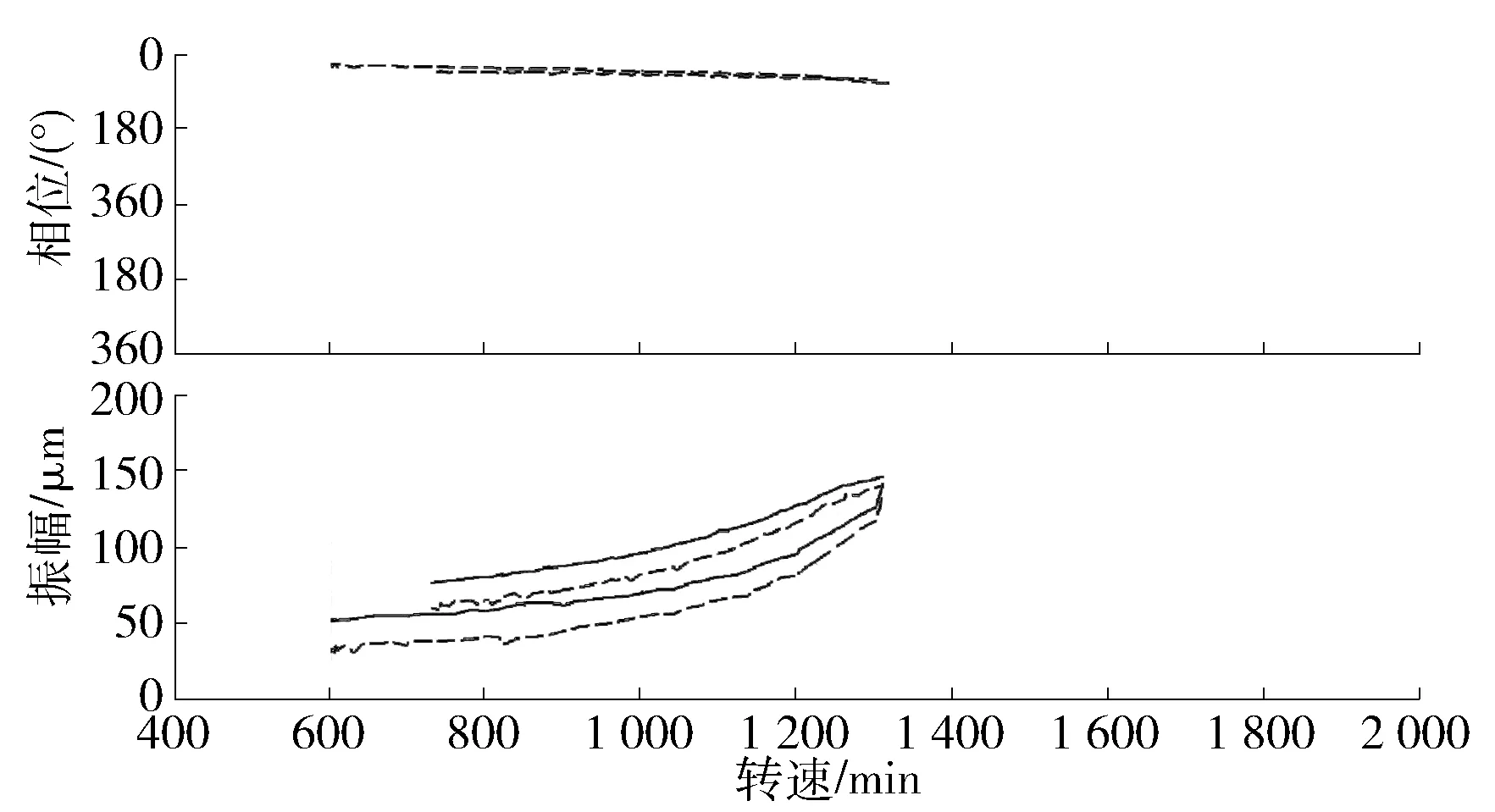
图2 第二次启动时1X方向伯德图
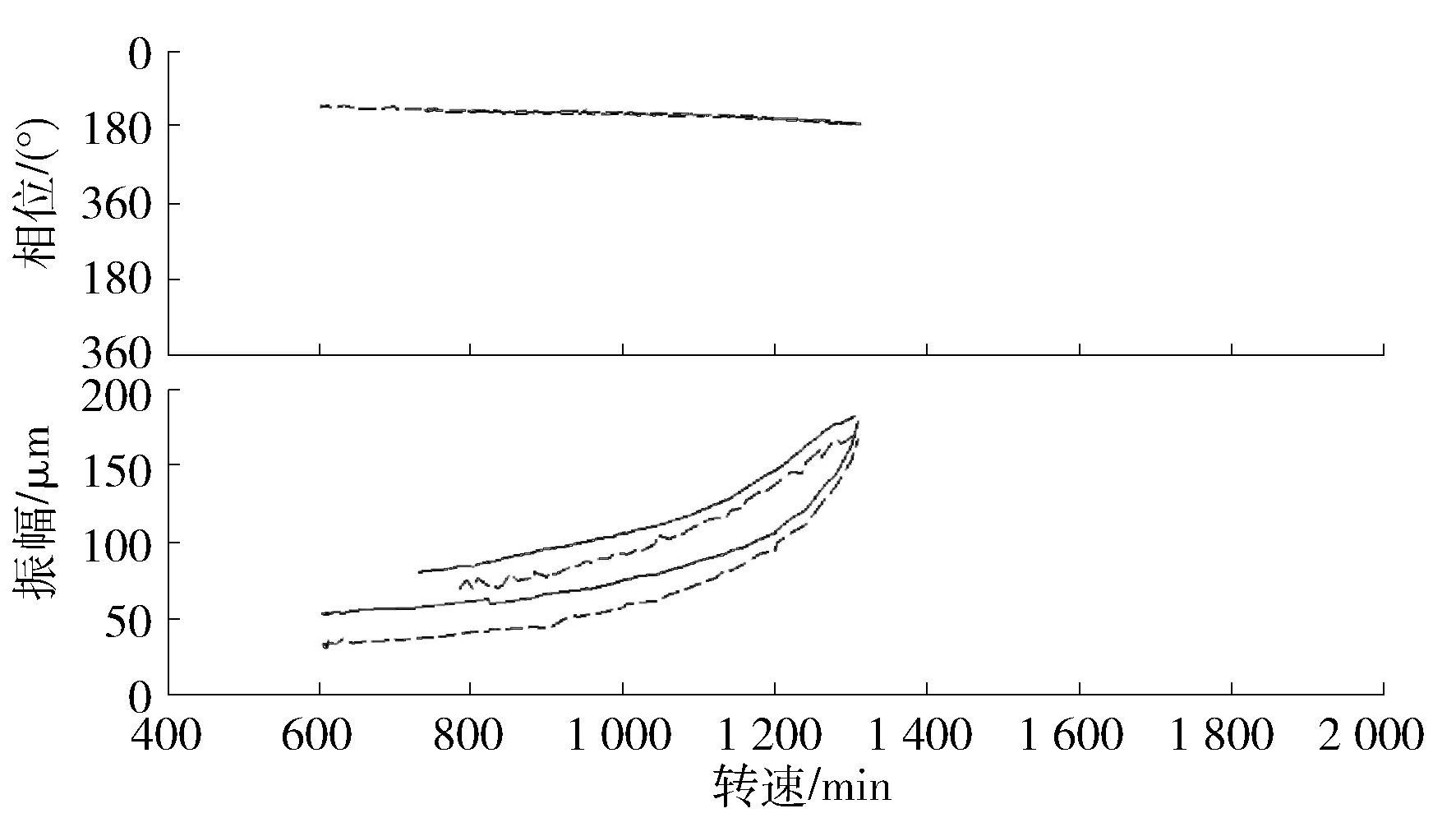
图3 第二次启动时1Y方向伯德图
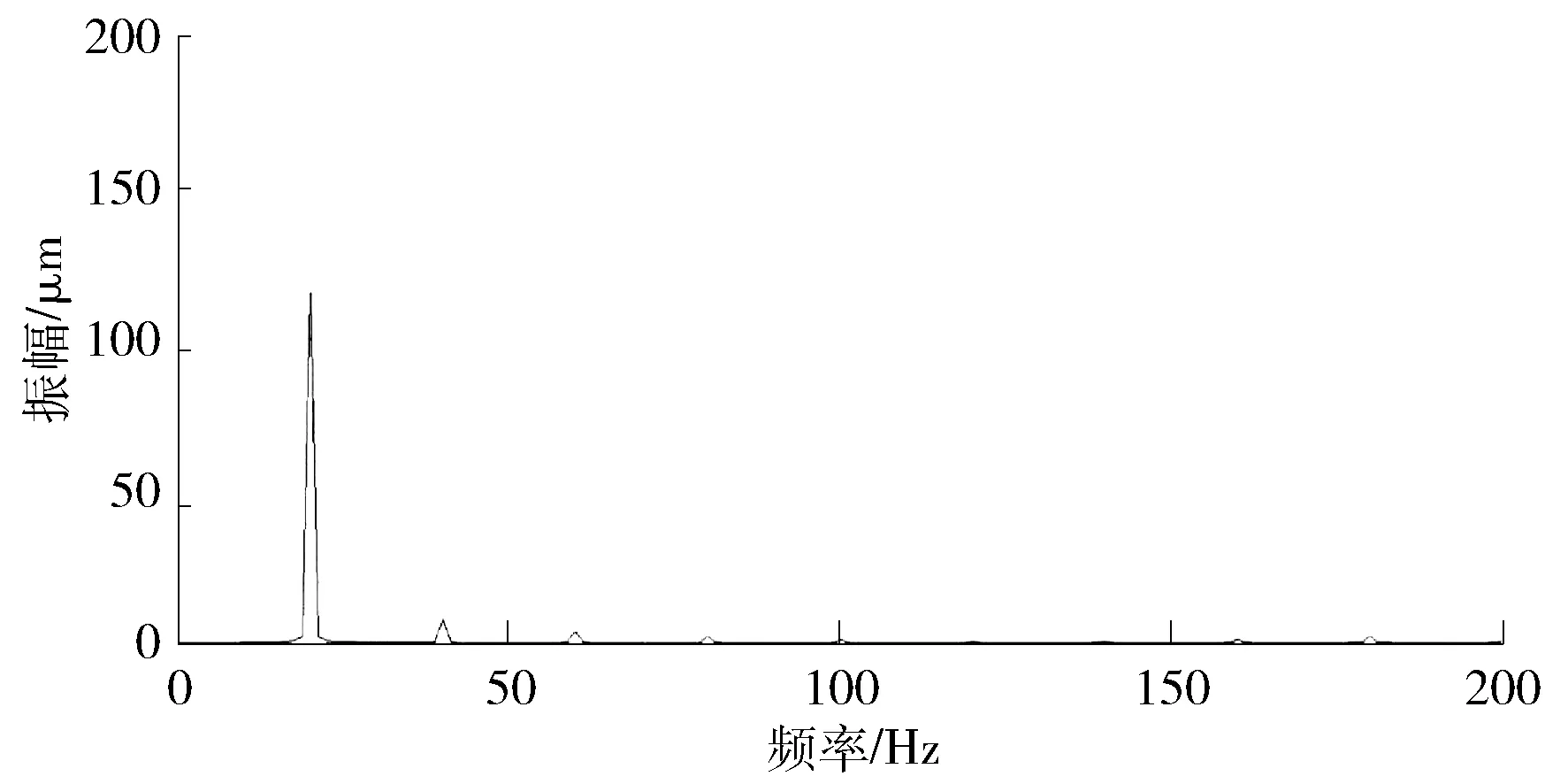
图4 第二次启动1 200 r/min时1X方向频谱图
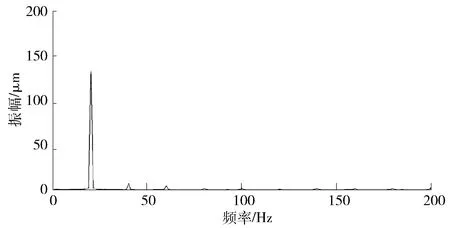
图5 第二次启动1 200 r/min时1Y方向频谱图
3 振动原因分析
根据启动过程中1瓦振动变化情况,可以排除暖机时间不足的原因。另外该机组高压转子无中心孔,可以排除中心孔进油的影响。由于1瓦频谱图中有少量高频分量,伯德图中降速过程1瓦振幅比升速过程大,机组转速维持在600 r/min时1瓦振幅爬升,降速至300 r/min时大轴偏心值较大,因此导致1瓦振动过大最可能的原因是高压转子处发生了动静碰摩,碰摩产生的热量使转子热弯曲,产生不平衡量。根据一般情况,发生碰摩的可能原因有:
(1) 高压转子存在一定的质量不平衡。
(2) 大修过程中动静间隙调整不当。
(3) 转动部件脱落。
(4) 转子不对中。
(5) 油膜失稳。
(6) 高压转子材质特性不均导致热弯曲[2]。
(7) 套装部件紧力消失。
(8) 运行参数调整不当。
对比第一次启动时1瓦振动情况,可排除(1)和(2);1瓦振幅并非突然增大,可排除(3);1瓦的频谱图中主要频率成分是基频,二倍频幅值低,可排除(4);频谱图中无低频分量,可排除(5);从该机运行历史看,也可排除(6);该机组高压转子为整锻结构,无套装部件,可排除(7)。第二次启动属于热态启动,基本可以确定是因为运行参数调整不当,从而导致高压转子发生动静碰摩。
在汽轮机转速最终维持在600 r/min时,通过查看汽缸膨胀量、胀差和上下缸温差,发现汽缸膨胀量和上下缸温差在合理范围,而高压胀差过小,只有0.8 mm(该机组高压胀差裕度是-4.56~10.28 mm),且有减小的趋势。由于该值是胀差表安装部位的胀差,不是高压缸各级胀差的精确值[3],因此高压缸转子局部动静间隙消失从而发生碰摩的可能性较大。导致胀差向负方向发展的可能原因有:(1)凝汽器真空度过高,从而主蒸汽流量小,转子膨胀不足;(2)主蒸汽温度太低,热态启动时,转子被冷却的速度大于汽缸被冷却的速度[4];(3)主蒸汽过热度不够,导致水冲击;(4)轴封蒸汽温度低,轴封处转子膨胀不足。
经查看,凝汽器真空度在合理范围,排除原因(1),热态启动时,主蒸汽温度应当比调节级处缸温高50~80 K,而此时调节级处缸温为390 ℃,主蒸汽温度为410 ℃,后者只比前者高20 K,主蒸汽温度偏低。主蒸汽要保持50 K的过热度,而此时主蒸汽过热度偏低。轴封蒸汽温度应当与调节级处缸温相匹配,实际却低于缸温。因此导致胀差向负方向发展的最可能原因是(2)、(3)、(4)。
4 处理措施及效果
根据振动原因分析结果,笔者给出具体处理方案:(1)将主蒸汽温度由410 ℃提高至440 ℃;(2)适当降低主蒸汽压力以提高过热度;(3)将轴封蒸汽温度提高至390 ℃,各项参数均随缸温的升高进行及时的调整;(4)适当提高升速率使机组快速通过临界转速附近区域;(5)设定振动跳机值200 μm,以免过临界转速时1瓦振动过大损坏转子。待高压缸胀差值增大至3.2 mm时,机组以250 (r/min)/min的升速率从600 r/min开始升速,同时严密监视振动和胀差变化,期间不进行暖缸,防止暖机过程发生碰摩。
机组升速过程中,高压转子处胀差值持续增大,在1 200 r/min时,胀差值为3.4 mm;在1 315 r/min时,1瓦振动情况相比第二次启动中首次冲转至同转速时有明显改善,X方向下降44 μm,Y方向下降55 μm。过临界转速时1瓦X方向振幅176 μm,Y方向振幅110 μm,振幅值均未达到跳机值,顺利通过临界转速,之后1瓦振幅急剧下降。机组在额定转速下暖机1.5 h后,开始降速并重新升速,临界转速时1X和1Y振幅均低于60 μm,较前一次大幅下降,额定转速下1瓦振动优良,振动故障得到解决。
两次冲转过程的伯德图见图6、图7、图8、图9。图7中,1Y方向的伯德图有两个波峰,前一个波峰发生在临界转速以下,波峰左侧振幅增大是由于碰摩,右侧振幅减小是由于动静部件脱离接触,热弯曲逐渐恢复正常。
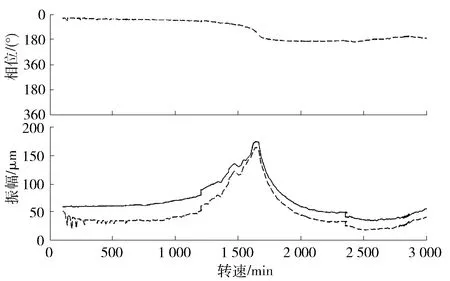
图6 处理后第一次冲转时1X方向伯德图
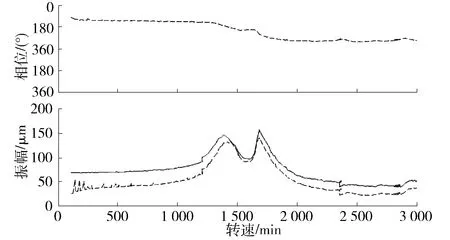
图7 处理后第一次冲转时1Y方向伯德图
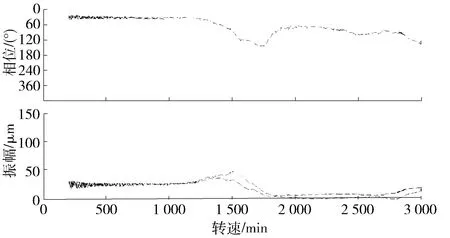
图8 处理后第二次冲转时1X方向伯德图
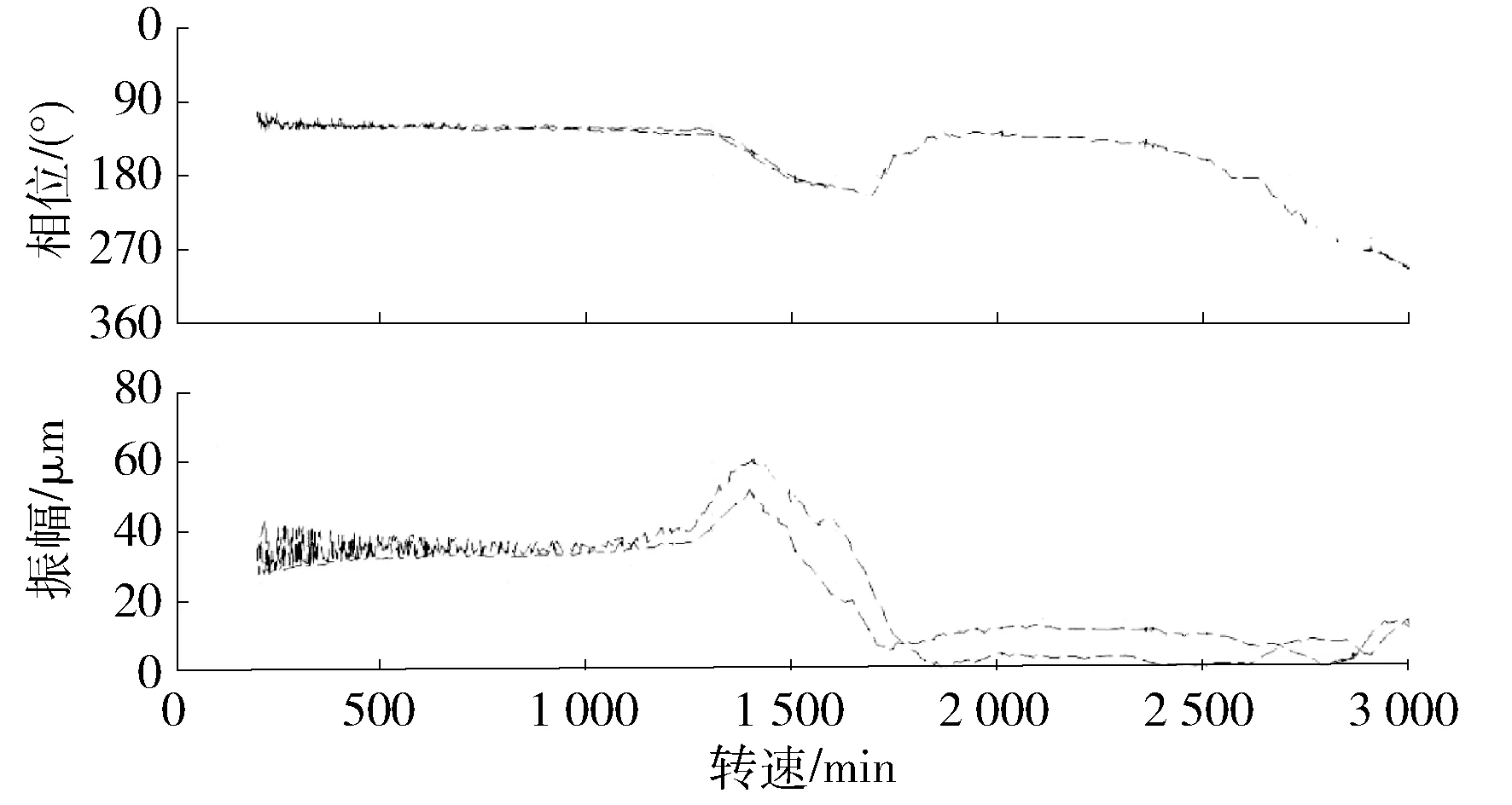
图9 处理后第二次冲转时1Y方向伯德图
5 结语
(1) 碰摩故障的确定应该在排除转子质量不平衡、材料热弯曲、不对中、中心孔进油等故障之后。
(2) 此次碰摩故障发生的主要原因是机组热态启动条件下,运行参数调整不及时引起高压缸胀差值减小。
(3) 机组热态启动时,应该适当提高升速率,缩短升速时间,防止碰摩发生。
(4) 机组在临界转速以下升速过程中发生碰摩时,应当停止升速,找到碰摩原因。
[1] 陆颂元. 大型机组动静碰磨的振动特征及现场应急处理方法[J]. 中国电力,2003,36(1): 6-11.
[2] 张学延. 汽轮发电机组振动诊断[M]. 北京: 中国电力出版社,2008.
[3] 江文强. 基于功的互等定理的汽机胀差计算方法及应用[D]. 保定: 华北电力大学(保定),2006.
[4] 汤明峰. 热态开机过程中振动分析及处理[C]//全国火电100~200 MW级机组技术协作会2008年年会论文集. 秦皇岛: 全国电力企业联合会,全国发电机组技术协作会,2008: 233-243.
Vibration Diagnosis and Disposal of a 660 MW Turbo-Generator Unit During Hot Starting
Li Wantao1,Fu Xingjun1,Xing Haibo1,Deng Minqiang1,Cai Ming2
(1. National Engineering Research Center of Turbo-Generator Vibration, Southeast University,Nanjing 210096,China; 2. Wenergy Hefei Power Generation Co.,Ltd.,Hefei 230041,China)
To solve the problem of excessive shaft vibration near the first bearing of a 660 MW unit during hot starting process,the vibration characteristics were analyzed when the turbine was accelerating,decelerating or at a constant speed,after which the fault was found to be caused by rub-impacts due to too small expansion difference in the case of hot starting. By adjusting the operation parameters and shortening the speed-up time,the unit succeeded in reaching rated speed and the vibration was kept within reasonable range. This may serve as a reference for dealing with such kind of faults.
steam turbine; hot starting; expansion difference; rub-impact; vibration
2016-08-30;
2016-10-19
李晚涛(1992—),男,在读硕士研究生,研究方向为旋转机械振动故障诊断及治理。
E-mail: 2275864906@qq.com
TK267
A
1671-086X(2017)04-0272-04
