提高原料场低压电气设备运行可靠性的实践
2017-07-31纪志宏卢秀红
纪志宏, 卢秀红
(山钢股份莱芜分公司炼铁厂, 山东 莱芜 271104)
生产实践·应用技术
提高原料场低压电气设备运行可靠性的实践
纪志宏, 卢秀红
(山钢股份莱芜分公司炼铁厂, 山东 莱芜 271104)
针对原料7号配电室电气设备故障频发,电动机保护系统存在的缺陷,通过对低配室配电柜整体更换,电缆重新校线标记,采用智能电动机保护装置,解决了因电动机保护不及时造成电机烧损的问题,实现了电气设备运行状态在线监测与故障诊断,缩短了电气故障处理时间,确保烧结机及高炉稳定顺行。
配电柜 电动机保护器 在线监测 故障诊断
原料7号配电室电气设备负责给原料场的皮带机供电,一旦电气设备故障停机,势必造成供料间断,影响高炉和烧结机的正常生产。该配电室自建厂使用至今约30年,未进行过大修改造,柜内及现场线路杂乱,线号标识不清,电缆绝缘劣化,经常发生因电缆短路、电气元器件损坏造成的设备故障停机,且故障排查处理时间长。另外,原控制系统采用热继电器作为电机的保护装置,可靠性差,保护功能不全面,无法对电动机实施有效的保护,易造成因保护不及时造成电动机烧毁故障。随着烧结机及高炉生产能力的提高,原料7号配电室电气设备运行的低可靠性已经成为制约烧结机和高炉生产的瓶颈。
1 存在的问题
1)配电室设备陈旧。原料7号配电室自投产以来未进行大修改造,设备陈旧,控制原理图繁琐,电缆绝缘严重劣化,经常发生因电缆短路造成设备停机,影响了烧结机及高炉的正常供料。
2)电机故障无保护。原料7号配电室设备所采用保护装置为热继电器,只有过流保护,且保护能力偏低,易出现误动和拒动,且复位时间长,电动机缺相、堵转等重大故障无法保护跳闸,易造成电机烧毁等设备故障,已不能满足现生产要求,存在严重的安全及设备隐患。
3)故障查找处理时间长。当现场故障发生时,由生产岗位工通知调度室,再由调度室通知值班电工,故障现象描述不准确,需等电工到现场后才能进行故障诊断及处理,故障排查处理时间长,影响生产顺行。
2 解决方案
针对以上存在的问题,对7号配电室设备进行整体更换,更换全部配电柜至PLC柜的控制电缆。采用智能电动机保护装置,实现对电机多重保护,并通过上位机对电气设备运行状态进行实时监控。
2.1 7号配电室设备的升级改造
1)配电柜就位安装。统一采用GGD配电柜,成一字形按原设计布局,节省母线桥。采用钢板尺及磁力线锤确保配电柜垂直安装。皮带机控制原理图如图1所示。
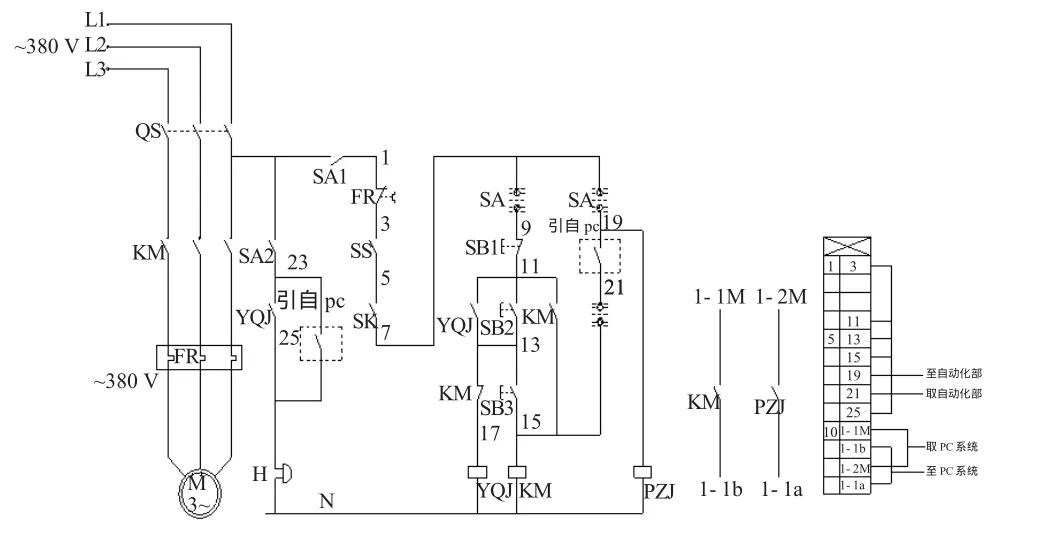
图1 皮带机控制原理图
2)更换配电柜至PLC柜控制电缆。配线前电缆两端做好电缆标识,并套好线号;压接式端子与芯线的连接则采用专用压接钳按规范压接。
3)配接线施工。严格按照设计图纸进行配接线,确保接线端子压接牢固可靠。
4)系统调试。调试工作分为手动调试和自动联锁调试两种。在确认单机设备接线无误后,且现场具备试车条件后,先进行现场手动开、停机,确认无问题后,由主控室控制自动开、停机。
2.2 智能电动机保护装置的采用
2.2.1 智能电动机保护装置工作原理
1)采用最新单片微机,工作稳定、精度高、抗干扰能力强。采用数字化、智能化、网络化等先进技术,具有远程、网络、灵敏等特点。
2)具有RS-485远程通讯接口,支持MODBUS-RTU协议和4~20 mA模拟量输出接口,方便和PLC、DCS及计算机等自动设备联网。
3)具有过载、轻载、缺相、过压、欠压、堵转、漏电及三相电路不平衡保护,并具有远程启动停止控制。
4)采用保护器和互感器专用设计。小功率电动机保护器采用保护器和互感器一体式设计,便用安装操作;大功率电动机保护器采用保护器和互感器分体式设计,并采用专业插口,方面接线。
将电动机三相主线分别穿过互感器的三个孔内。一是小功率电动机保护器,把保护器输出端子接入控制回路,来实现各种保护功能;二是大功率电动机保护器,把互感器专用插头插入保护器对应插口内,实现互感器同保护器相连接,再把保护器输出端子接入控制回路,来实现各种保护功能;三是保护器RS485输出接口可直接连接至PLC模块(或计算机)等自动化保护监控系统的上位机,通过上位机对保护器保护参数进行修改、运行状态监控、远程启停、历史数据查询等,如图2所示。

图2 保护装置接线原理图
2.2.2 智能电动机保护装置主要特点
1)具有过载保护、轻载保护、断相保护、堵转保护、欠压保护、漏电保护、三相电路不平衡保护等各种保护功能。
2)具有过电流反时限延时保护功能,具有启动延时功能,便于避开启动大电流。
3)具有数字表功能,能实时显示A、B、C三相工作电流、电压、漏电电流和精确设定保护值。
4)具有故障记忆、报警和动作值保持功能。
5)具有4~20 mA模拟量输出接口,具有RS—485远程通讯接口等多类型输出功能。
2.3 智能在线监测及诊断功能的实现
本保护器可通过RS485通讯接口可与上位机组织联网系统,支持MODBUS-RTU通信协议,通信距离可达1200m。联网系统可运行Windows2000WindowsXp等计算机系统,界面友好,安装方便,系统可同时对255台电动机的各种保护参数进行修改、设定数据传输、操作、数据记录、运行监控及故障诊断报警灯,如图3所示。
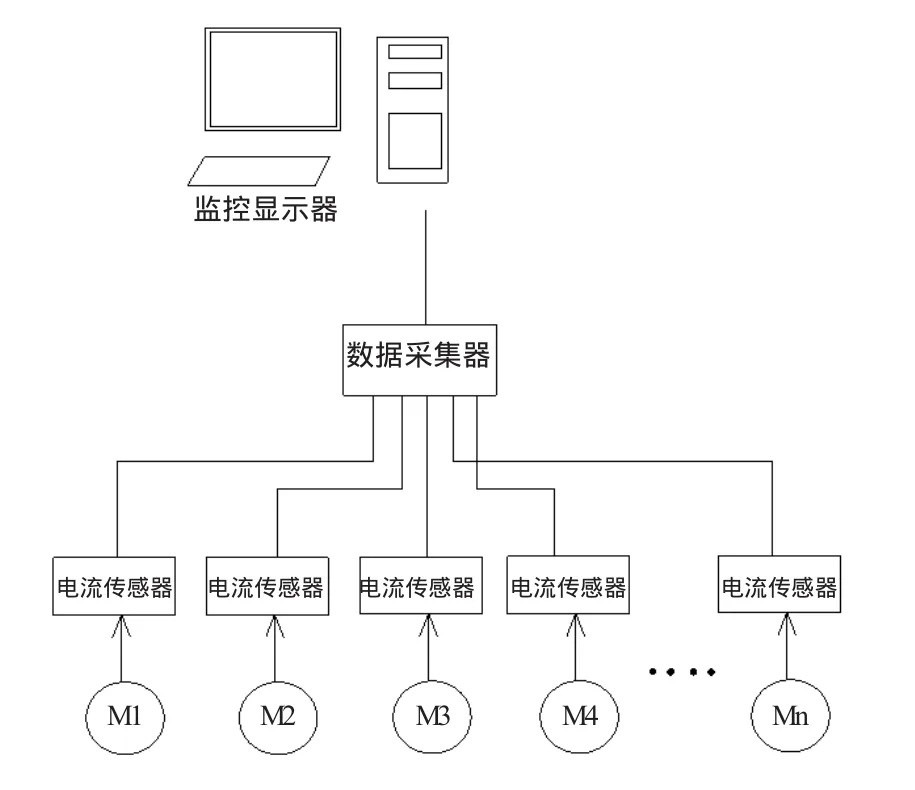
图3 监控系统原理图
2.3.1 基本信息显示
主要显示皮带电机当前运行状态信息值,即实时运行电压值、电流值,如下页图4所示。
2.3.2 故障诊断

图4 YC-12皮带电动机实时运行电流曲线图
智能保护装置具有较强的自诊断功能,诊断分为启动状态、运行状态两种状态,当设备处于启动状态时,智能保护装置只运作启动保护功能,确保设备安全启动;当设备处于运行状态,智能保护装置运作设备运行保护功能,确保设备安全运行。智能保护装置具有自诊断及超限预警功能,当设备运行电流超过设定值时,保护装置将输出预警报警,提醒设备处于过负荷等不稳定运行状态,便于操作人员能及时调整设备负载或采取应急措施,保障设备正常运行,避免设备故障,如图5所示。
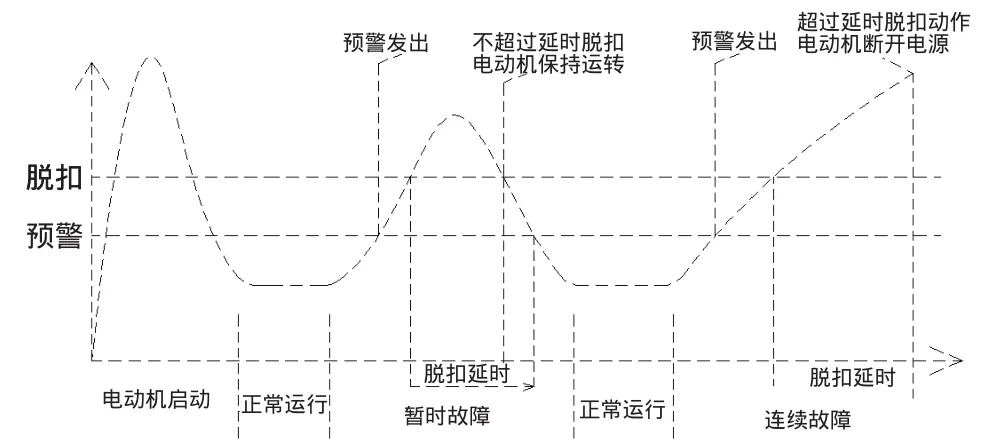
图5 电动机预警、脱扣延时、脱扣示意图
2.3.3 远程复位
在线监测及故障诊断系统具有远程复位功能,一旦确认因外部原因造成电机保护动作,且外因已消除[1],便可通过上位机对电机保护装置进行远程复位,以最短时间恢复生产。
3 实施效果
通过对现有配电室电气设备存在的问题进行分析诊断,对电气设备保护系统进行了系统提升,实施了智能化保护监测系统,提高了设备的预警保护和在线监测功能。减少了故障排查时间,缩短了设备故障对生产的影响。改造后,设备人员能及时掌握设备的电压、电流等运行状态,且当运行电压、电流如果超过一定值后,保护器能进行现隐患预警。设备人员能及时对隐患设备进行应急反应,确保生产顺利进行。当设备出现故障时,监控系统能及时指明故障类型,是维修人员能快速处理故障,及时恢复设备运行。
4 结语
智能保护装置的应用,提升了设备人员的管理模式,变“定时检测”为“实时监测”,把智能化、网络化系统应用于设备之中,提高了设备的实时掌控和保护。降低了设备损坏率和维修费用,保障了生产运行,具有很大的推广价值。
[1] 常建生.检测与转换技术[M].北京:机械工业出版社,1997.
(编辑:苗运平)
Practice of Improving Reliability of Low-voltage Electrical Equipment in Raw Material Field
JI Zhihong,LU Xiuhong
(Ironmaking Plant of Laiwu Branch Company of Shandong Iron&Steel Group Co.,Ltd., Laiwu Shandong 271104)
Aiming at the high frequent failure of electrical equipment in raw material No.7 distribution room and the defects of motor protection system,by overall replacing the cabinet of low-voltage distribution room and remarking the cable,and using intelligent motor protection device,the motor burning problem is solved which is caused by untimely motor protection,achieving on-line monitoring and fault diagnosis of electrical equipment running state,shortening the processing time of electrical fault,and ensuring the stability operation of sintering machine and blast furnace.
power distribution cabinet,motor protector,on-line monitoring,fault diagnosis
U263.4
A
1672-1152(2017)03-0049-03
10.16525/j.cnki.cn14-1167/tf.2017.03.20
2017-04-15
纪志宏(1982—),男,2005年毕业于山东大学自动化专业,现为莱钢炼铁厂机动设备科工程师,从事电气自动化技术工作。