基于三菱PLC的标签打印系统设计
2017-07-31蒋思中陈婷白雪
蒋思中,陈婷,白雪
(广西职业技术学院,广西南宁530226)
基于三菱PLC的标签打印系统设计
蒋思中,陈婷,白雪
(广西职业技术学院,广西南宁530226)
设计了一个基于三菱PLC的标签打印系统,采用CC-Link对三台PLC组网,并通过触摸屏实现系统的监控。介绍了完整的设计过程,以及顺序功能图设计方法。通过现场调试及使用表明,该系统不仅运行稳定,而且便于修改参数及程序,具有较好的性价比和实用性。
三菱PLC;标签打印系统;CC-Link组网
可编程控制器是(PLC)是以微处理器为基础的通用工业自动控制装置,被称为现代工业自动化的支柱之一[1-2]。CC-Link是Control&Communication Link(控制与通信链路系统)的简称[3-4],是由三菱电机为主的多家公司于1996年底推出的开放式现场总线,具有高速的数据传输速率,传输距离长的特点。本文介绍了一种基于三菱PLC的标签打印系统,并且通过实践操作验证了该系统的可行性与实用性。
1 系统需求分析与工艺设计
标签打印系统驱动设备共由热封电机、喷涂电机、打码电机、上色电机、传送带电机组成,传送带组成,系统结构示意图如图1所示。

图1 标签打印系统结构示意图
系统工艺流程包括传送带带动工件移动、打码、上色、热封等,并具备有工作指示、运行指示、报警等功能。在设备投入运行之前,每个电机可单独进行调试。系统的工艺流程如图2所示。
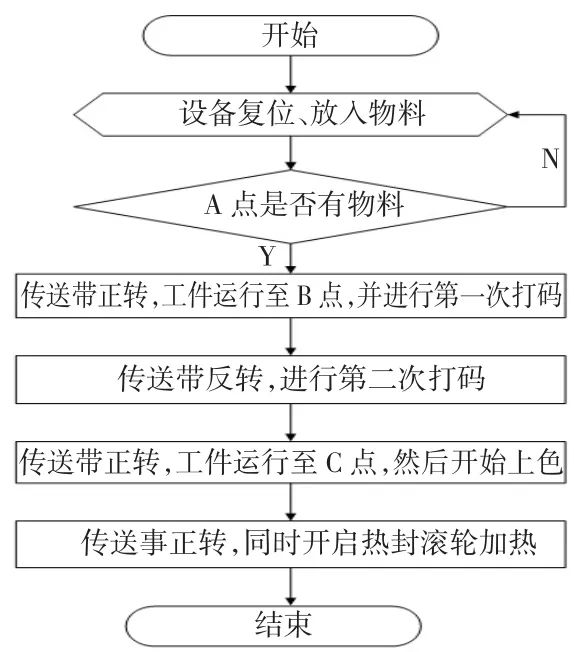
图2 标签打印系统工艺流程
2 系统设计
PLC用软件代替大量的中间继电器和时间继电器,仅剩下与输入和输出有关的少量硬件,接线可减少到继电器控制系统的1/10~1/100,同时还有故障率低、方便快速适应工艺条件的变化的特点[5-6]。
2.1 系统选型
三菱PLC指令丰富,有专用的定位指令,控制伺服和步进容易实现,在中小型的运动控制系统中具有一定的优势。根据标签打印系统的输入输出点,同时考虑合理的余量,采用CC_Link对三台PLC进行组网。其中一台Q系列PLC作为主站,2台FX3U(16点输入、16点输出)系列PLC作为从站。人机界面采用MCGS触摸屏,并连接到系统主站PLC的RS232端口上。系统还配置有变频器、伺服电机及驱动器、三相异步电机,以及按钮、开关、指示灯等器件。2.2 I/O分配
主站的Q系列PLC主要作用是和从站PLC进行数据读写操作,以及和触摸屏之间进行数据交换,具体输入输出设备全部连接在从站PLC上,I/O地址分配表见表1和表2所示。
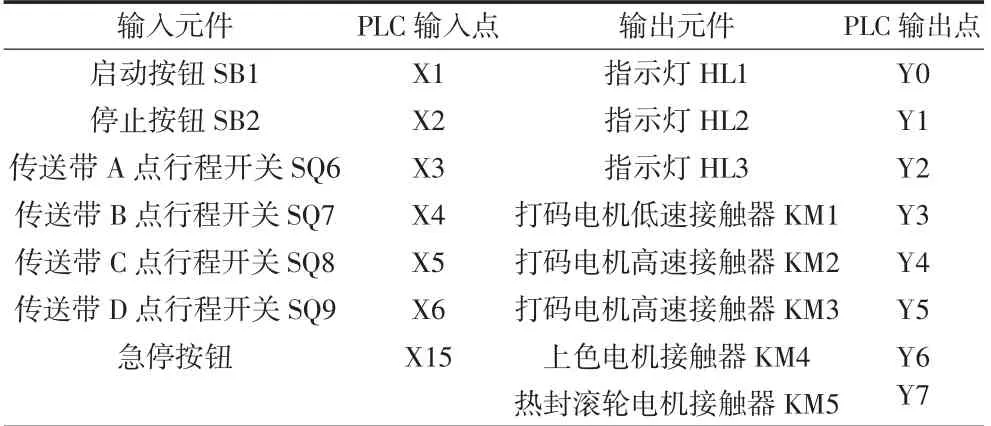
表1 FX3U-32MR输入输出点分配表

表2 FX3U-32MT输入输出点分配表
2.3 PLC接线图
在此标签打印系统中,使用行程开关检测传送带上的工件位置,使用接近开关检测上色喷涂电机进给位置,两台从站PLC的接线图如图3和图4所示。
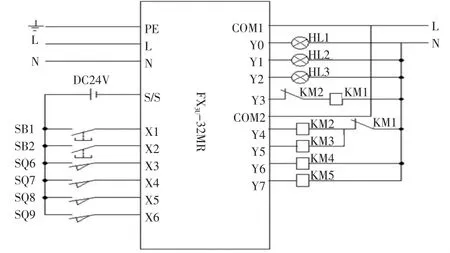
图3 FX3U-32MR电气接线图
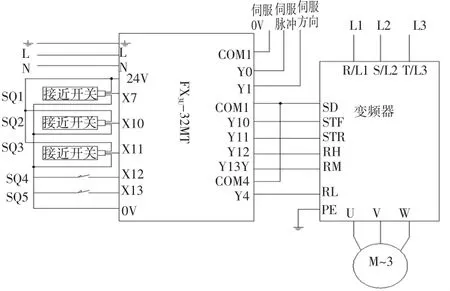
图4 FX3U-32MT电气接线图
2.4 程序设计
(1)PLC程序设计
标签打印系统的控制任务顺序性强,工作步骤多,如果直接采用基本指令编程,将会十分不方便,且容易出现双线圈输出的错误。三菱FX系列PLC提供了顺序功能图(SFC)编程方法,该方法将一个复杂的控制过程分解成若干工作步,步与步之间通过转移条件连接。采用顺序功能图,只有被激活的步才会执行,不用考虑步与步之间的连锁关系,设计的程序简单易懂,而且思路清晰,特别适用于顺序控制系统。图5为根据系统工艺要求编制的顺序功能图(SFC),根据该功能图在GX Developer环境下编程,并下载到PLC中,即可实现标签打印系统的控制。
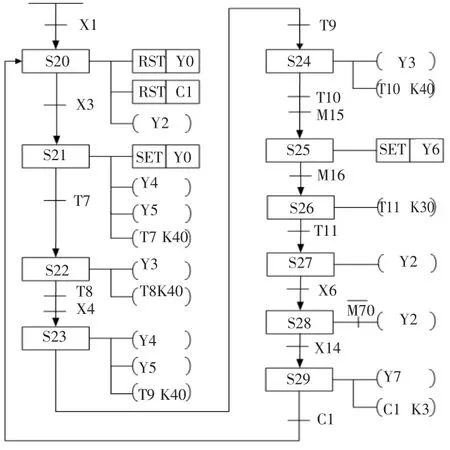
图5 PLC顺序功能图
(2)CC-Link网络通道分配
CC-Link是一个性能卓越(功能丰富)、使用简单、低成本总线协议、应用广泛的开放式现场总线,标签打印系统的三台PLC之间通过CC_Link的形式组网[7],具体设置如图6所示。

图6 CC-Link网络通道设置
(3)触摸屏设计
触摸屏画面由调试模式画面、工作模式画面、报警画面组成,各触摸屏画面根据工艺要求包含各个电机的工作状态指示灯、按钮、设置加工参数、当日生产数量、报警等信息,实现对标签打印系统的监控。调试模式画面见图7所示,加工模式画面见图8所示。

图7 调试模式画面
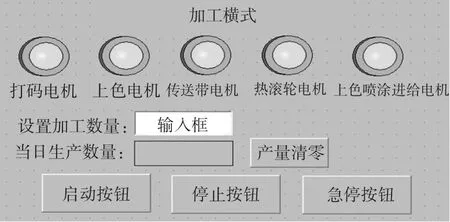
图8 加工模式画面
3 结束语
本文采用可编程控制器技术设计了一个标签打印系统,详细介绍了设备选型、I/O地址分配、接线图绘制、程序设计及调试的PLC设计过程。系统核心控制部分采用CC-Link对三菱Q系列PLC与FX系列PLC组网,PLC程序主要采用顺序功能图设计,另外配有触摸屏实现系统的监控。经过现场的调试及使用表明,该系统不仅运行稳定,便于修改参数及程序,而且可以实时监控系统运行状况。同时,由于该系统采用小型PLC组网方式实现,具有较好的性价比和较强的实用性。
[1]颜伊庆,潘丽萍.基于PLC的自动分拣系统[J].机电工程,2012,29(11):1286-1289.
[2]覃贵礼,潘泽锴.基于PLC技术的智能温室控制系统研究与开发[J].河池学院学报,2013,33(2):108-113.
[3]周慧芳.CCLink现场总线技术在电厂除灰除渣控制系统中的应用[J].广东电力,2002,15(2):44-46.
[4]杨秀文.自动化生产线中CCLINK总线技术及工业机器人通讯[J].自动化技术与应用,2015,34(7):83-85.
[5]杨光,唐世,孟庆.基于三菱PLC控制传送带的系统设计[J].控制工程,2009,16:20-21.
[6]杨虹,陈静,刘云龙.基于西门子S7-200PLC的传输带控制系统设计[J].控制工程,2016,23(9):1340-1342.
[7]李维军,赵英杰,李萍.CCLink现场总线技术在调和罐变频控制中的应用[J].机电一体化,2007,13(5):65-68.
Design of Label Printing System Based on Mitsubishi PLC
JIANG Si-zhong,CHEN Ting,BEI Xue
(Guangxi Vocational and Technical College,Nanning Guangxi 530226,China)
This paper designed a mitsubishi PLC based on the label printing system,using CC-Link on the three PLC network,and through the touch screen to achieve system monitoring.Details of the complete design process,as well as the sequence function diagram design method.Through the field debugging and use shows that the system is not only stable operation,but also easy to modify the parameters and procedures,with good price and practicality. Key words:mitsubishi PLC;label printing system;CC-Link networking
TP273.5
A
1672-545X(2017)06-0019-03
2017-03-01
2016年度广西高校中青年教师基础能力提升项目(项目编号:KY2016YB612,KY2016LX493)
蒋思中(1982-),男,湖南双峰人,讲师,硕士研究生,研究方向为工业自动化技术。
