采用低温硫化工艺提升高速公路用工程机械轮胎的耐久性能
2017-07-22姜在胜
高 利,姜在胜
(三角轮胎股份有限公司,山东 威海 264200)
移动式起重机等因作业距离长及运行速度快的特点,要求配用轮胎具备优异的低生热和高速耐久性能。某配套主机厂要求我公司生产的高速公路用16.00R25轮胎在机床耐久试验中的累计行驶时间至少达到M公司相同系列产品的85%,并委托某第三方检测机构将我公司产品与M公司产品进行机床耐久性试验对比。结果表明,我公司产品的累计行驶时间(104 h)仅为M公司产品(143 h)的73%。为达到主机厂配套要求,我公司高速公路用16.00R25轮胎的耐久性能需要提高至少17%。
本工作通过采用低外温硫化技术对硫化工艺进行优化,并对硫化工艺优化前后成品轮胎胶料物理性能和生热以及成品轮胎TKPH值和耐久性能进行测试,最终使产品的耐久性能达到预期目标。
1 实验
1.1 主要设备和仪器
VR-9110 BPA起泡点分析仪,日本上岛制作所产品;Roell Z010型拉力机,德国Zwick公司产品;DMTS EPLEXOR 500N型动态热分析(DMA)仪,德国GABO公司产品;TJR-1-OR(Y)轮胎耐久试验机,天津久荣车轮技术有限公司产品。
1.2 硫化工艺优化
对16.00R25轮胎进行热电偶硫化测温,根据测温数据对硫化工艺进行优化,即将外部蒸汽温度由147 ℃调整为130 ℃,排压点时间统一按1.2倍的起泡点时间取值。
2 结果与讨论
2.1 等效硫化程度
表1示出了优化硫化工艺与原硫化工艺对比。由表1可知,蒸汽温度降低后轮胎硫化起泡点时间延长,按相同安全系数排压后总硫化时间延长16 min。

表1 优化硫化工艺与原硫化工艺对比
表2示出了硫化工艺优化前后轮胎关键点的总等效硫化时间对比。
由表2可知,虽然优化工艺的硫化时间有所延长,但由于其外部蒸汽温度降低,因此除胎里靠近胶囊表面等效硫化时间略有延长外,其余各关键部位总等效硫化时间明显缩短,即降低了轮胎关键点的总等效硫化程度。

表2 硫化工艺优化前后轮胎关键点的总等效硫化时间对比 min
2.2 成品性能
采用优化硫化工艺试制轮胎进行成品轮胎胶料的物理性能、生热以及TKPH值与耐久性能测试,并与正常生产轮胎进行对比。
2.2.1 物理性能和生热
表3示出了优化轮胎与正常生产轮胎胶料的物理性能和生热对比。
由表3可知:与正常生产轮胎相比,优化轮胎胎面胶、基部胶和垫胶的邵尔A型硬度、100%定伸应力、300%定伸应力和拉伸强度略有提高,拉断伸长率稍有降低;胶料滞后损失明显降低,说明胶料生热显著降低。

表3 优化轮胎与正常生产轮胎胶料物理性能和生热对比
2.2.2 TKPH值
轮胎的TKPH值按照GB/T 30197—2013《工程机械轮胎作业能力测试方法转鼓法》进行测定,试验条件为:转鼓直径 (3 000±30) mm,轮胎负荷 5 695 kg,TKPH温度参照国外公司选取98 ℃。
表4和图1分别示出了优化轮胎与正常生产轮胎TKPH值的测试结果和线性回归曲线。根据图4得出优化轮胎与正常生产轮胎的TKPH值(y)与温度(x)的线性回归方程分别如式(1)和(2)所示。
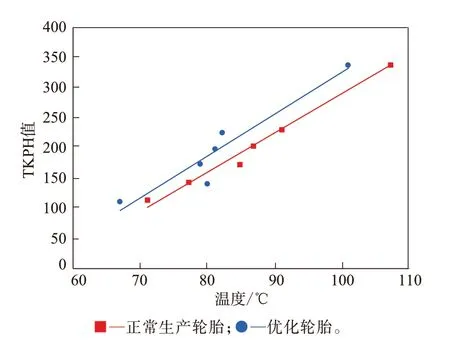
图1 优化轮胎与正常生产轮胎TKPH值线性回归曲线

表4 优化轮胎与正常生产轮胎TKPH值测试结果

按式(1)和(2)计算得优化轮胎与正常生产轮胎的TKPH值(98 ℃)分别为313和274。由此可见,通过优化硫化工艺,轮胎的TKPH值提高了14.2%,轮胎生热显著降低。
2.3 耐久性能
优化轮胎与正常生产轮胎在相同条件下进行耐久性试验,结果表明,优化轮胎与正常生产轮胎最终失效模式均为胎冠生热脱层,优化轮胎耐久性试验中累计行驶时间为145 h,比正常生产轮胎100 h提高了45%,达到提高17%的预期目标。
3 结论
(1)与常温硫化工艺相比,硫化安全系数相同时,采用低温硫化工艺硫化的轮胎关键部位的总等效硫化程度显著降低。
(2)与正常生产轮胎相比,采用低温硫化工艺硫化的轮胎在成品胶料综合物理性能和生热方面均具有明显优势,且TKPH值提高了14.2%,耐久性能提高了45%,达到了预期目标。
