时温叠加法在轮胎混炼胶流变性能快检中的应用
2017-07-22何鹏
何 鹏
(双钱集团上海轮胎研究所有限公司,上海 200245)
在轮胎胶料配方的优化设计中,通常需要综合考虑材料的加工性能和物理性能,以达到材料的性能平衡。在实际生产中,胶料加工性能的快速检测多采用门尼粘度计。但门尼粘度的测定是在低剪切速率(转子速度为2 r·min-1,剪切速率为1.58 s-1)条件下,并不能反应胶料在实际加工过程中受到高剪切速率的情况。由于不同胶料的剪切粘度随剪切速率的变化程度不同,因此相同门尼粘度的胶料可能表现为加工性能的较大差异。
混炼胶在高剪切速率下的流变性能测试最直接的方法是采用毛细管流变仪,但其操作困难且耗时,不适于质量控制的快速检测。ASTM D6204标准提出了一种快速表征胶料流动性质的方法,利用无转子振荡剪切流变仪,采用三点或两点频率扫描法确定混炼胶在高频下的粘弹性质。张嵘等[1]利用该方法对比了3种混炼胶的加工性能,其对于胶料各批次之间的差异性具有良好的灵敏度。但是ASTM D6204方法扫描频率范围为0.1~20 Hz,并不能反应胶料的实际加工频率区间。
针对上述问题,本工作采用旋转流变仪,对比研究了几种混炼胶在振荡剪切模式下的流变学行为,提出了对ASTM D6204标准的改进方法,以期为研究混炼胶在高剪切速率下的加工性能提供思路。
1 实验
1.1 试样制备
3种混炼胶均为大配合试验胶料,采用密炼机分两段工艺混炼,一段混炼加料顺序为:橡胶→白炭黑、炭黑→氧化锌、防老剂等小料→排胶;二段混炼加料顺序为:一段混炼胶→硫黄和促进剂→排胶。
1.2 试样物理性能
3种混炼胶样品的物理性能见表1。

表1 3种混炼胶样品的物理性能
1.3 测试方法
测试采用ARES G2型应变控制型流变仪,美国TA仪器公司产品,小幅振荡剪切模式(SAOS),平板直径为25 mm,间距为0.9 mm。将混炼胶在100 ℃×10 MPa条件下压制成圆形样品。流变测试均在通过应变扫描确定的线性粘弹性范围内。动态频率(ω)扫描范围为0.01~100 rad·s-1,数据采集前,样品均在所测试温度下保持一定时间,以达到平衡。
2 结果与讨论
2.1 动态频率扫描
混炼胶A在100 ℃下的动态频率扫描曲线如图1所示,其中G′为储能模量,G″为损耗模量,η*为复数粘度。对于均相聚合物体系,根据线性粘弹性理论[2],在低频末端区,均相体系的G′和G″对ω的函数关系可以分别表示如下:
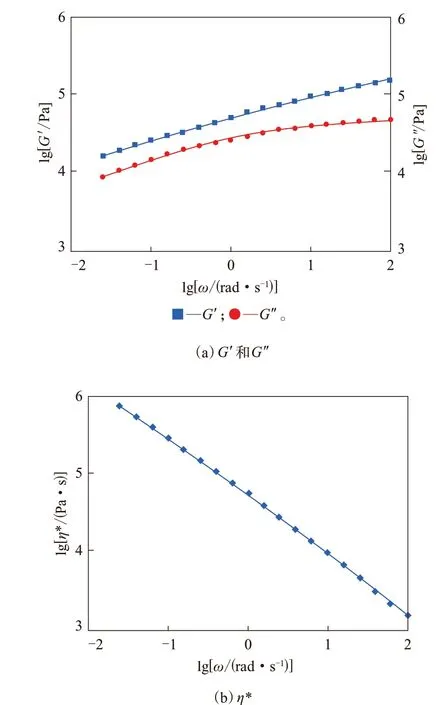
图1 混炼胶A在100 °C下的动态频率扫描曲线
2.2 叠加法频率扫描
频率扫描测试时间取决于测试的频率范围,频率越低,单一频率下所需的测试时间越长。
为适应实际胶料生产中的快检需要,ASTM D6204标准提出了测试2个或3个频率点的方法来缩短单次试验的时间。另一方面,从胶料在实际混炼和挤出条件下的加工性能角度而言,在高频条件下的粘弹性质更具有参考价值。然而,ASTM D6204标准中给出的最大测试频率为125.6 rad·s-1(20 Hz),不足以考察轮胎用胶料在实际加工剪切速率区间的加工性能。
为了拓宽测试频率,可以通过时温叠加(TTS)的方法构建主曲线。TTS的基本原理如下:如果聚合物研究体系内所有的松弛行为都有相同的温度依赖性,那么改变温度与沿着时间对数轴或频率对数轴平移,对粘弹数据的影响是等效的。实际操作中,将材料在不同温度下的频率扫描曲线,利用平移因子,得到一条在参考温度下的主曲线。对于均相聚合物体系而言,不同温度下的动态模量-频率曲线一般能完全重合在一起;但对于聚合物填充体系而言,由于不同温度下填料分散状态的不同,曲线无法完全重叠,表现为时温叠加的失效。
本工作采用水平平移因子(aT)与垂直平移因子(bT)来构建混炼胶复合体系的时温叠加主曲线。混炼胶A的时温叠加主曲线如图2所示,参考温度为100 ℃。由于混炼胶组成的复杂性,填料的聚集状态随温度改变较大。不同温度下的动态频率扫描曲线无法完全叠加到一条曲线上,而会呈现出在低频区域曲线的分叉。不同温度下频率扫描曲线之间的偏离程度表明了不同温度下胶料体系中填料聚集程度的差异程度。从图2还可以看出,对于特定胶料而言,填料的聚集状态主要影响低频条件下的粘弹性质,而对高频条件下的粘弹性质影响不大。因此,低剪切速率条件下测定的门尼粘度波动反映了填料聚集状态的变化。但具有不同门尼粘度的胶料有可能在高剪切速率下具有相同的剪切粘度。
3种混炼胶的η*与ω的叠加主曲线如图3所示,参考温度为100 ℃。从图3可以看到,在低频区域的η*由于受到填料聚集状态的影响,A和B样品的η*存在着叠加区域,较难判定二者加工性能的差异,对应于两者的门尼粘度较为接近。但在高频区域,则可以看出较明显的差别。总体而言,高频区域3种混炼胶加工性能由难到易为C,B,A。

图2 混炼胶A在不同温度下频率扫描的时温叠加主曲线
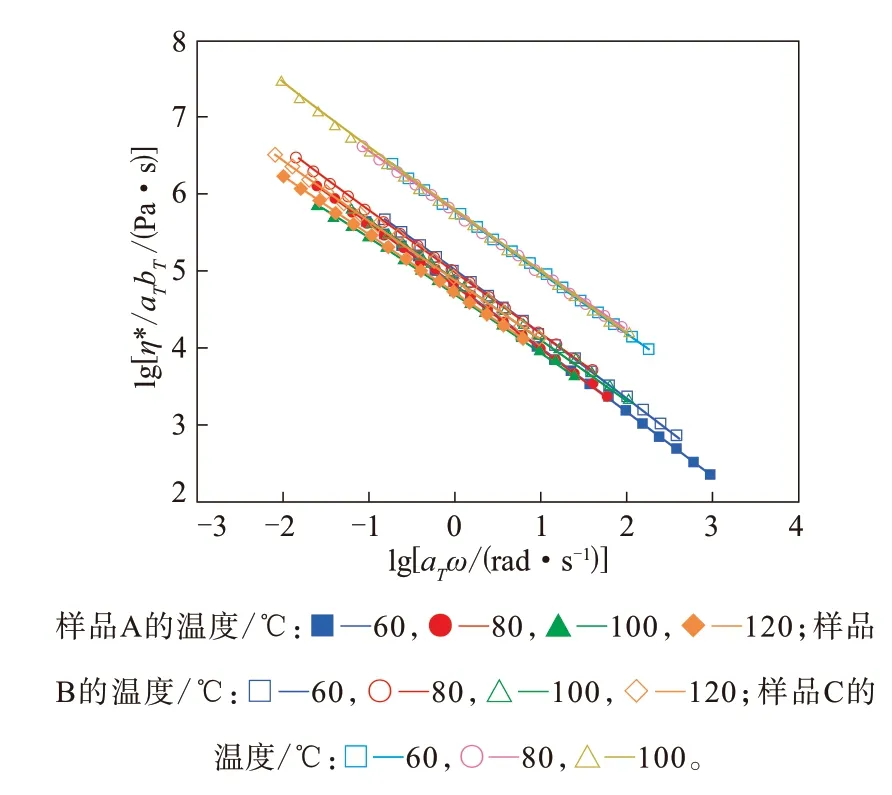
图3 3种混炼胶的η*与ω的时温叠加主曲线
采用模量主曲线或粘度主曲线来研究聚合物或聚合物填充体系的流变学理论存在的问题如下:(1)胶料的模量或粘度的重复性差,误差大,可靠性数据的获取需要反复的试验验证,不适合于生产快检;(2)测试耗时,时温叠加法需要作几种测试温度、较宽频率范围的动态扫描[3-4]。
综合基于时温叠加理论的数据分析以及流变参考量的数据可靠性讨论,对ASTM D6204标准中混炼胶加工性能的测定方法提出改进。对于轮胎用混炼胶,在加工温度区间(100~125 ℃)、高频范围的加工性能可以利用较低温度条件下(40~60 ℃)、相位角在1,10和100 rad·s-1条件下的动态扫描值来表征,如图4所示。3个ω对应的每种混炼胶在60 ℃条件下的相位角来表征混炼胶在100 ℃、高频范围(100~1 000 rad·s-1)的加工性能,作为对混炼胶低剪切下的门尼粘度测试以外,在更高频下流变性能的快检补充。

图4 低温60 °C三点相位角高频扫描法确定混炼胶的加工性能
3 结论
讨论了考察高剪切速率条件下混炼胶加工性能的方法。在ASTM D6204标准要求的基础上,利用低温条件下的相位角三点高频动态扫描结果来表征混炼胶在加工温度区间、实际加工剪切速率范围内的加工性能,以作为对门尼粘度测试结果的补充。