新型伺服驱动控制系统在全钢载重子午线轮胎两鼓成型机上的应用
2017-07-22赵田珠
赵田珠
(中车双喜轮胎有限公司,山西 太原 030400)
随着时代的发展,电气控制技术快速进步,电气控制产品升级换代步伐加快。改造前我公司生产全钢载重子午线轮胎的两鼓成型机采用由西门子S7-400PLC(可编程控制器)、611U伺服模块和西门子6AV7722工控机组成的集操作、监控于一体的控制系统。由于产品的更新换代,西门子6AV7722工控机和步进驱动器已停产,西门子611U伺服模块也逐步淘汰,而西门子SimotionD435控制器和S120伺服轴模块作为集逻辑控制、工艺控制、伺服运动控制于一体的新一代伺服驱动控制系统已成为发展趋势。考虑到电气控制产品更新换代和综合成本问题,我们在新型全钢载重子午线轮胎两鼓成型机上采用西门子SimotionD435控制器、S120伺服轴模块与MCGS昆仑组态软件构成新一代控制系统。
1 新型伺服驱动控制系统特点
(1)硬件结构紧凑,设备成本降低。由于SimotionD435控制器集逻辑控制、工艺控制(温度、压力等)、运动控制(定位、同步、插补等)功能于一体,因此全钢载重子午线轮胎两鼓成型机上原控制系统用于逻辑控制的6ES7-414CPU、6ES7-421输入和6ES7-422输出模块不需再使用,控制激光灯标的FM435功能模块也不再需要,611U伺服模块被S120伺服轴模块(6SL3120-2TE21)替代。使用国产IPPC-7157A研华工控机替代西门子6AV7722工控机,减少了硬件采购量,设备成本降低。
(2)使用SCOUT软件,该软件集PLC与伺服控制功能为一体,便于编程和调试。使用SCOUT软件对SimotionD435控制器进行编程和在线调试(原系统使用SimoComU软件对611U伺服模块进行编程和调试,使用STEP7软件调试PLC)。SCOUT软件集LAD(梯形图语言)、ST(结构文本语言)、MCC(电动机控制)编程功能于一体,软件功能强大。LAD用于逻辑编程、ST用于逻辑运算编程、MCC用于复杂运动控制编程,使所有逻辑控制和伺服运动控制集中在同一平台进行,便于调试。尤其是MCC对于实现成型胎坯过程中的回零、点动、自动、绝对定位、相对定位、同步、跟随等的复杂运动控制相对简单,程序直观,可读性强。成型后压辊回零MCC程序如图1所示。良好的软件操作界面便于调试人员进行单轴测试运行、自动优化电动机参数和动态显示运动轨迹。

图1 成型后压辊回零MCC程序界面示意
(3)备件储备量减少,维护成本降低,设备故障率降低,运行稳定。使用Simotion D435控制器和S120伺服轴模块替代S7-400PLC和611U伺服模块后,备件方面无需再分别储备611U伺服模块和功率模块、S7-400PLC、6ES7-421输入和6ES7-422输出模块,只需储备S120伺服轴模块即可,备件储备成本降低,而且由于硬件的数量减少,故障率也随之降低;S120伺服轴模块更换简单,无需考虑原先611U伺服模块存储卡内的伺服参数问题,设备通电时自动由Simotion D435控制器通过DRIVE-CLIQ通讯线导入参数。设备的故障率降低,提高了系统的可靠性。
(4)实现了对两鼓成型机灯标控制系统中西门子步进驱动器的产品替代。随着电气控制产品的更新换代,原两鼓成型机灯标控制系统中西门子步进驱动器6SN1227-2ED10-OHAO已停产,为了实现灯标控制功能,新系统中Simotion D435控制器通过PROBUS总线与S7-200PLC进行通讯,实现灯标控制功能,解决了西门子步进驱动器停产的问题。
(5)采用MCGS组态软件设计的人机操作界面直观易懂,便于参数修改、监控和故障处理。国产MCGS组态软件具有实时多任务、多线程功能,操作简便,可视性好和可维护性强等优点,为便于故障处理,设计了动作就绪监控画面,将设备的每个部件动作需满足的条件集中进行实时显示,便于及时查找不满足条件的原因,缩短故障查找时间,提高效率。图2所示为主鼓各动作需满足的条件。为了便于监控设备急停状态,采用面向对象的技术,设计了安全布局画面,实时显示安全状态,当故障报警时,红色灯亮起。如图3所示。
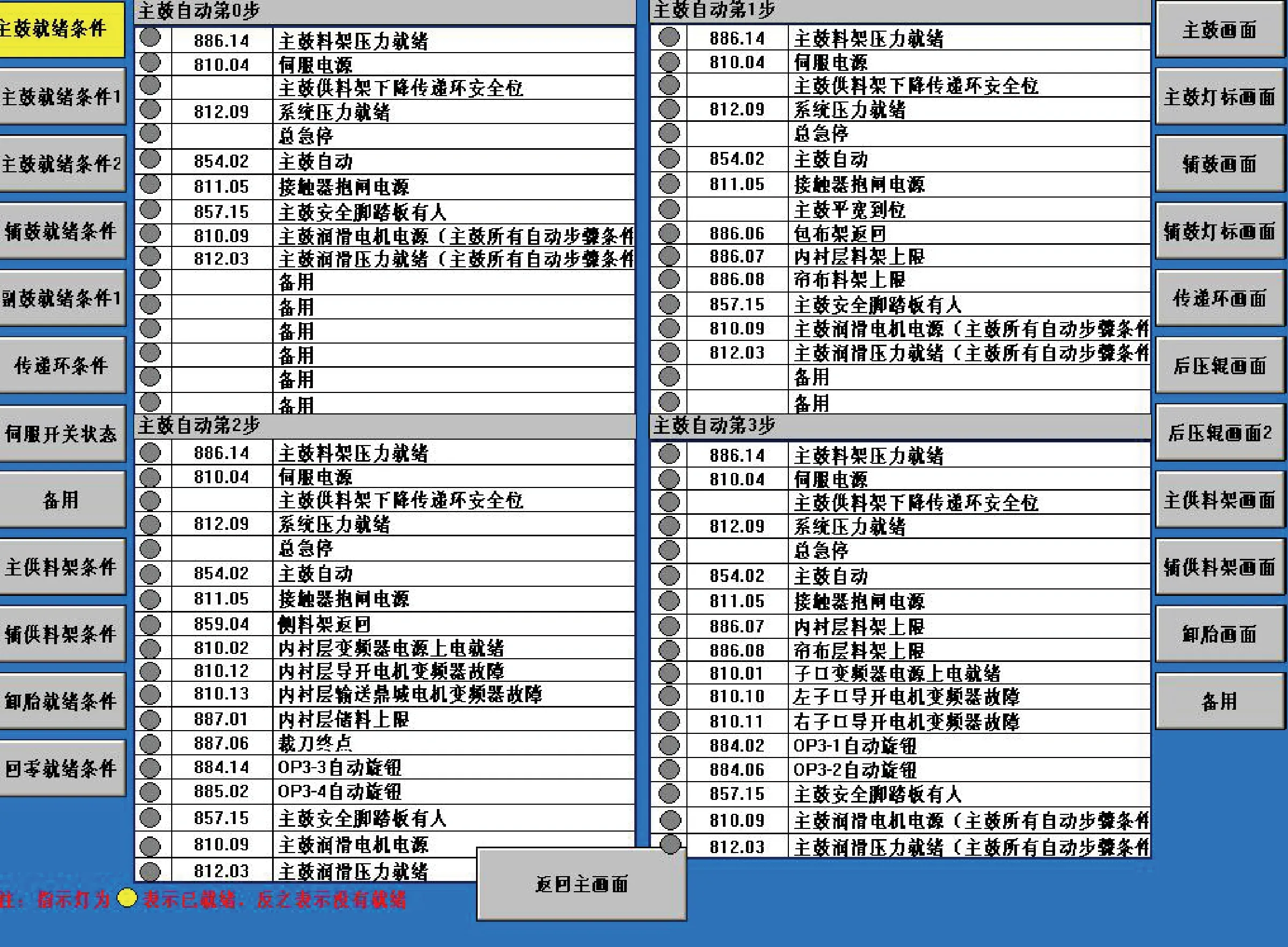
图2 主鼓动作满足条件界面示意
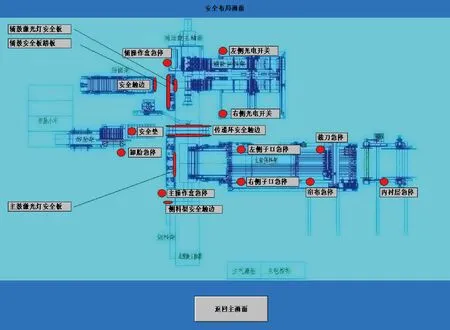
图3 安全布局界面示意
2 硬件配置
本控制系统硬件主要由IPPC-7157A型研华工控机、Simotion D435控制器、S120伺服轴模块、伺服电动机、分布式ET200M模块、气缸、电磁阀等执行器和各种开关、传感器组成。系统硬件组成如图4所示。
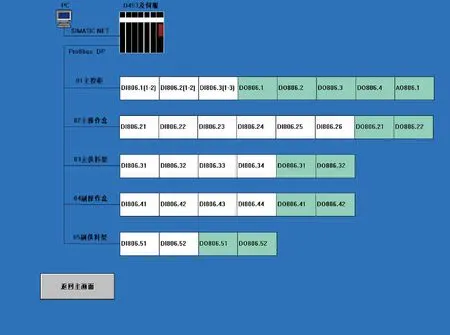
图4 系统硬件组成界面示意
Simotion D435控制器内置的CU320模块最多可控制4个矢量轴或6个伺服轴,而两鼓成型机要实现主轴、鼓肩、内衬、辅鼓、传递环、后车径向、后车轴向、后车摆转动作需要8个伺服轴,因此Simotion D435控制器需进行扩展,通过外扩CU320模块,单个Simotion D435控制器最多可控制64个伺服轴。具体情况为Simotion D435控制器带动主轴、鼓肩两个单轴模块和内衬及辅鼓一个双轴模块;外扩CU320模块带动传递环和后车径向、后车轴向和后车摆转两个双轴模块。为了实现Simotion D435控制器与S120伺服轴模块间的数据交换,用专用的DRIVE-CLIQ连接线进行连接;为了获取现场传感器信号并对执行器进行控制,Simotion D435控制器通过自身的两个DP总线接口,一个通过Profbus总线与分布式ET200M模块进行通讯;另一个通过Profbus总线与扩展CU320模块通讯,从而实现设备整体的协调控制和数据状态交换。
3 监控软件及通讯方式的实现
3.1 监控软件及监控画面的组成
本系统采用国产MCGS昆仑组态软件,为了便于操作和实时监控,利用该软件制作了1个主控界面(首界面)和10个子界面。
首界面如图5所示,由“当前配方名称显示”“主鼓工步号”“工步名称”“诊断”“注意事项”“伺服状态”“轮胎个数统计”“当前时间”“画面选择按钮”“操作提示”内容组成。其中“画面选择按钮”包括“回零帮助”“用户登录”“用户管理”“退出登陆”“安全布局”“就绪及参数修改”“配方”“退出运行”“重启计算机”“关机”10个按钮,分别关联10个子界面。

图5 主控界面示意
通过触摸主界面底部的选择按钮进入下级子界面。如触摸“就绪条件及参数”按钮,会出现如图6所示的“就绪条件及参数”子界面。
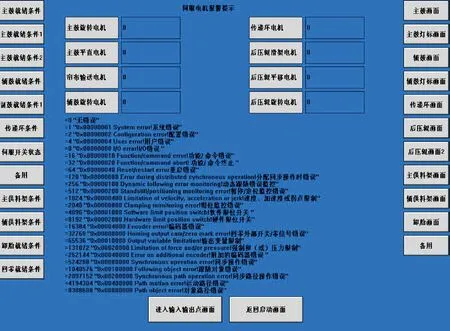
图6 “就绪条件及参数”子界面示意
在“就绪条件及参数”子界面内,左侧为主鼓就绪条件、主鼓就绪条件1、主鼓就绪条件2、辅鼓就绪条件、辅鼓就绪条件1、传递环条件、伺服开关状态等11个就绪条件界面按钮;右侧为主鼓界面、主鼓灯标界面、辅鼓界面、辅鼓灯标界面等10个参数子界面按钮,中间为8个电动机报警显示;下方为两个界面切换按钮。在该界面中通过触摸各按钮进入相应界面,如触摸“主鼓就绪条件”按钮,进入下下级子界面。
从“主鼓就绪条件”子界面中,可了解到主鼓自动运转时每步动作的逻辑条件是否满足,每逻辑点前的小圆圈为黄色表示该条件满足,灰色时表示不满足,需查找原因,只有每个自动步下所有逻辑点前的小圆圈均为黄色时,该自动步动作才能执行,形象直观,便于判断故障。
3.2 监控主机与Simotion D435控制器的通讯
为了实现研华工控机与Simotion D435控制器的通讯,利用Simotion D435控制器上的两个以太网口IE1和IE2,用网线将两个以太网口与研华工控机的以太网口进行连接,并分别设好Simotion D435控制器和研华工控机网络地址,即可实现二者的通讯。具体步骤如下。
(1)在研华工控机上安装Siemens_Simatic_Net软件,系统启动后出现“Station Configurator”,打开Station Configurator界面,并将添加的“OPC Server”中的“IE General”地址设置成与Simotion D435控制器以太网口1E1/OP的IP地址相同的网段。
(2)在Simotion D435控制器上,利用SCOUT软件在网络组态中将Simotion D435控制器的以太网口1E2/NET网络地址和研华工控机的IP地址设为同一网段,实现研华工控机与Simotion D435控制器的联网。
通过以上两步,安装有MCGS昆仑组态软件的研华工控机就建立了与Simotion D435控制器的通讯连接和数据交换,将设备的当前状态通过工控机上的界面实时进行显示,便于操作者和维修人员了解设备当前状况。
4 结语
在全钢载重子午线轮胎两鼓成型机上使用Simotion D435控制器和S120伺服轴模块组成的伺服控制系统取代S7-400PLC和611U伺服模块构成的伺服控制系统,解决了原有两鼓成型机控制系统的升级换代问题,通过新系统的模块化结构、伺服控制、逻辑控制功能的应用,使成型机的控制系统更加紧凑,维护使用成本降低,成型动作控制和程序控制进一步优化。同时,为MCGS组态软件在全钢载重子午线轮胎两鼓成型机上的应用积累了经验。
