基于PID控制的可吸收缝合线张力控制系统
2017-07-20张家奇隋修武丁莉萍汤镟蓉
张家奇,隋修武,丁莉萍,汤镟蓉
(天津工业大学,天津 300387)
基于PID控制的可吸收缝合线张力控制系统
张家奇,隋修武,丁莉萍,汤镟蓉
(天津工业大学,天津 300387)
文章针对可吸收缝合线的生产和缠绕过程中,常出现缝合线线径粗细不均、抗张强度不均的问题研究了一种恒张力控制系统,通过直接测量的方法,采用张力传感器检测缝合线的张力,利用单片机实现对张力的PID控制。试验结果表明该系统在缝合线缠绕过程中具有较好的控制效果和鲁棒性。
可吸收缝合线;恒张力控制;直接测量法PID
1 引言
本文研究的可吸收缝合线是通过湿法纺丝工艺成形的[1-2]。可吸收缝合线在收卷筒上缠绕时,通过调节牵伸张力来改变缝合线的线径和抗张强度。在一定牵伸张力范围内,随着牵伸力的增加,缝合线的抗张强度会增加。对于超细丝的缝合线来说,牵伸张力的微小波动就会引起其较大的变形,甚至是不可恢复的变形,导致线径严重不均匀,最终使得缝合线在缝合或伤口愈合过程中在抗张小的地方断裂,严重影响临床的使用效果。因此对可吸收缝合线的张力控制的研究不仅有着很高的理论研究价值,而且还有着更重要的实际应用价值。
本文介绍了一种微细缠绕张力控制技术,利用电阻应变片式张力传感器,采用直接测量法,结合PID控制算法,实现对微小张力的稳定控制。
2 直接测量法原理
采用直接法进行控制,能够取得比较好的控制效果[3]。在张力控制系统中,就是通过张力检测元件,将缝合线的张力转化与之相应的电信号,并作为反馈信号接入到输入端,与设定的张力信号进行比较、运算、调节张力执行部件,从而构成闭环的张力控制系统。这样就能够对生产线上总的干扰因数做出电气上的补偿,张力控制系统能够稳定运行,具有高的控制精度,能显著提高缝合线的质量,下图1为缝合线生产线上直接法张力控制系统的框架,该系统利用张力传感器直接测量缝合线的所承受张力,将其输入到单片机控制器中,进行算法运算,直接输出控制信号,控制缝合线缠绕装置中收线的电机,调节转速,从而实现对张力的恒值控制,系统总体的原理框图如图1所示。

图1 直接张力控制系统框图
3 张力传感器的结构设计与测量原理
本系统采用的敏感元件为电阻应变片的张力传感器,采用三辊式测量结构,应用PID算法实现精确的微张力控制[4]。其中中间一个是检测辊,左右两个是辅助辊,起导向的作用,被测缝合线绕于三个辊上。检测辊上的压力即为缝合线收卷张力,从而使张力控制系统的阶数降低,响应速度快,测量分辨率高。此系统准确度可达5‰,测量范围为0 N~5 N,三辊张力测量结构如图2所示。
图2中,T为缠绕于检测辊上的缝合线收卷张力,F为施加于张力检测辊上的总的合力,检测辊的自重可以通过调节传感器的调零功能来消除。它们之间的关系满足欧拉公式:F=2Tcos(θ/2),式中:θ—检测辊包角,θ=θ1+θ2,本设计中θ1+θ2=70°。在理论上,F只与T有关,但由于两个辅助辊的内圈和外圈都存在着摩擦力,所以在实际测量中存在理论误差,那么在选用轴承的时候,要选择微型轴承并且其摩擦系数也要尽量的小。

图2 三辊张力测量结构图
4 恒张力控制系统
单片机控制的恒张力控制系统输入量是以电阻应变片式张力传感器为检测元件的模拟电压信号,经过张力变送器之后,输出电流量程范围是4 mA~20 mA,输入单片机。信号经单片机处理运算后经模拟输出模块以电压信号直接输出给变频器,变频器对应的可调范围为0 Hz~60 Hz,通过变频器控制可吸收缝合线的收线电机的转速,控制拨线杆牵引电机的转速,使其与卷曲电机的转速相匹配,确保整个系统中缝合线张力的恒定。该张力控制方式的主要优点是控制系统简单,避免了缝合线卷径变化和空载转矩等对张力的影响。
4.1 张力控制系统硬件组成
张力控制系统硬件结构图如图3所示。

图3 张力控制系统硬件结构图
(1)检测装置:由于可吸收缝合线缠绕过程中的张力控制属于微小张力控制,系统采用小量程(0 V~10 V),敏感元件为电阻应变片的张力传感器,型号为SCX,精度可达0.05%,通过检测到检测辊所受的压力值,测量出缝合线的所承受张力,输出其对应的模拟电压信号。再通过张力变送器,输出可供控制装置所匹配的电流信号。
(2)控制装置:以STC89C52单片机为核心的控制模块,只需设定好所需的PID参数,运行PID控制指令,就能求得所需输出控制值,实现模拟量闭环控制。
(3)模拟输入与输出:模拟输入单元主要是由ADC0809及其外围电路组成。将电流模拟量转换为数字量,送入单片机输入端。ADC0809有一个8路模拟开关,多路开关可选通8个模拟通道,允许8路模拟量分时输入,共用A/D转换器进行转换。模拟输出单元功能主要是将电流数字量转换为电压模拟量,输出给变频器。
(4)执行装置:本张力控制系统的最终执行机构为可吸收缝合线的收线电机,调节收线电机的转速与变频器的频率相匹配,实时保证缝合线的恒张力。
(5)触摸屏:选择威纶MT8070IH触摸屏作为操作界面,触摸屏与单片机通过R232串口进行通信。在触摸屏界面设计中,由以下五部分组成:张力设定值部分、实际张力显示部分、卷曲电机转速显示部分、PID参数设置部分及按钮部分,其中PID参数设置部分设有子界面,点击进去可以对此系统进行比例系数P、积分系数I、微分系数D的设置,触摸屏的显示界面如图4所示。

图4 触摸屏的显示界面
4.2 系统的软件分析
归一化PID控制算法公式为:Δu(k)=KP[2.45e(k)-3.5e(k-1)+1.25e(k-2)]经在线PID参数整定,其张力控制范围在0 N~5 N之间,控制精度达到0.05 N。整个系统运行后,需要手动设置标准可吸收缝合线所需要的张力值,然后将系统在生产线上实际检测出的张力与其比较,再进行PID算法的控制,反复设置,最终确定最佳的比例、积分和微分系数,控制系统流程图如图5所示。
5 力学性能测试
5.1 测试方法
5.1.1 直径的测试
取10根试样,用螺旋测微仪在每根试样的1/4、1/2、3/4处进行测量取平均值,结果如表1所示,10次试验取平均值,结果如表2所示。
5.1.2 打结强度测试
用电子单纱强力机,标距长度为10 cm,在约6 cm处打结,以280 mm/min的速度拉断,记录在打结处断裂时的数据,10根试样,测10个点,结果如表1所示,取平均值后结果如表2。

图5 控制系统流程图

表1 可吸收缝合线力学测试数据
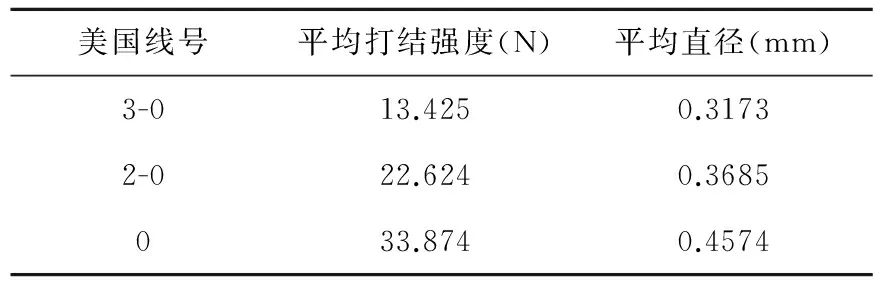
表2 所测样品的平均打结强度和平均线径
5.2 结果分析
试验结果数据分析表明,系统能将实际张力值与设定张力值的误差控制在±0.05 N以内,达到恒定张力的控制效果。所生产的缝合线的主要质量指标,即打结强度达到和超过了美国药典第32版[5](即USP)所规定的指标要求,如表3所示。此外,此次研究的微细缠绕张力控制技术可在纺织工程、化学工程、材料加工等行业中推广应用。

表3 美国药典第32版中胶原缝合线的标准
6 结论
本设计是针对“立式向上管式湿法纺丝机”研究的恒张力控制系统,通过张力传感器对生产线上缝合线的张力进行实时检测,运用PID算法进行处理,采用单片机与变频器相结合控制收线电机的转速,以保证缠绕系统的张力恒定。
采用基于PID的可吸收缝合线恒张力控制系统,不仅可以实现可吸收缝合线张力的闭环实时在线控制,还可以减少测量误差、降低劳动强度、提高生产效率。
[1] 温永堂,王东光,傅振刚,等.可吸收医用胶原缝合线立式湿法纺丝机的研制[J].天津纺织工学院学报,1989,(4):141—147.
[2] 温永堂,傅振刚,郭振友,等.立式向上管式湿法纺丝机[P].中国专利:ZL94208529.9,1994—04—21.
[3] ZG Tang,L Zhang,XJ Tong,et al. The Use of BD-018 Medical Natural Absorbable Surgical Suture in Oral and Maxillofacial Surgery[J].Shanghai Journal of Stomatology,2004,25(2):154—160.
[4] Aleksic M,Uedelhoven J,Matoussevitch V,et al. Results of an Observational Study in Carotid Surgery Using Absorbable Suture Material[J].World Journal of Surgery,2009,33(1):145—149.
[5] The United States Pharmacopeial Convention. U.S. Pharmacopeia/National Formulary[M].U.S.,2013.
Tension Control System of Absorbable Suture Based on PID Control
ZhangJiaqi,SuiXiuwu,DingLiping,TangXuanrong
(Tianjin Polytechnic University, Tianjin 300387, China)
In the production and the winding process of absorbable suture, the problem of suture diameter and the tensile strength are uneven constantly. This paper studies a kind of constant tension control system to solve this problem by using directly measuring method. By the use of the tension sensor to detect the tension of the suture, the system uses MCU to achieve PID control about the tension. The experimental results show that, the system has the better control effect and robustness in the production and the winding process of the suture.
absorbable suture; constant tension control; direct measuring method PID
2017-04-27
张家奇(1996—),男,河北唐山人,学士。
TP273.5
A
1009-3028(2017)03-0024-04
