轨道交通内装饰用蜂窝板结构、工艺优化
2017-07-19何飞
何飞
(南京康尼机电股份有限公司,江苏 南京 210039)
轨道交通内装饰用蜂窝板结构、工艺优化
何飞
(南京康尼机电股份有限公司,江苏 南京 210039)
本文通过研究电器柜、端墙面板的结构和制造工艺,优化改进面板结构形式,优化制造工艺,从而降低此类产品的制造成本且面板强度不发生改变。同时,还可以降低整车内装饰的制造成本,为轨道交通车辆内装饰带来经济效益。
轨道交通;内装饰;蜂窝板;结构;工艺
1 现有结构及制造工艺
以某地铁项目为例,在地铁车辆每节车的端部常常设置了电器柜装置,里面用以摆放轨道车辆电器元件的控制系统,因此通常称为电器柜。其结构主要有3部分组成:电器柜骨架、电器柜面板、电器柜门。电器柜骨架通过紧固件直接与车体连接,其主要由铝型材和钣金件焊接而成,表面处理方式为喷塑。电器柜门和电器柜面板通过锁和铰链与电器柜相连。柜门和面板四周粘贴海绵缓冲垫,固定到电器柜骨架上用以密封、缓冲用。通常电器柜门可以通过专用钥匙打开,用以日常检查、保养。电器柜面板不经常打开,仅用于车辆大修时或电器元件损坏更换时打开。
电器柜门主要采用铝板+铝蜂窝(铝型材框架)+铝板的三明治结构形式,其厚度通常为8~35mm,里面配有铝块嵌件,用于铰链及锁部件的固定用。表面处理方式为油漆[1]。目前,电器柜门及电器柜面板常用的制造工艺流程是:①内、外蒙皮铝板冲裁;②铝型材框架焊接;③铝蜂窝、铝框架、内外蒙皮涂胶固化;④门板四周封胶(有铝型材框架则此部省略);⑤门板清胶、打磨;⑥门板外表面油漆;⑦门板上装配其他零部件。具体流程如图1、2所示。
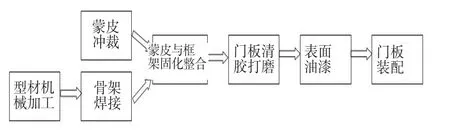
图1 带骨架蜂窝板工艺流程

图2 不带骨架蜂窝板工艺流程
根据强度计算在门板厚度较薄时(一般10mm左右),铝型材框架可以直接用铝蜂窝代替,固化后四周通过填补胶黏剂补平。门板固化过程中的胶黏剂,一般有2种:一种是单组分的热固化胶膜,一种是A、B组分的冷固化糊状胶。这两种胶黏剂各有优点和缺点。热固化胶膜其结构上有网状丝网固定粘接胶,施工过程中布胶方便,胶层厚度均匀,固化后产品表面平整度较好,溢胶程度易受控制,固化成型时间较快。但由于其粘接胶特性,固化粘结时需要加热到100℃以上进行固化,因此能耗较高,且胶膜采购成本相对较高[2]。
冷固化糊状胶由于采用A、B组分调配而成,其布胶时通常采用手工涂覆或机器喷涂,由于胶的流淌性,固化后胶层的厚度相对难控制,溢胶位置难以控制,门板固化后表面平整度相对较差,固化成型时间相对较长。但由于其低廉的采购成本、较低的固化粘接温度,因此也常使用于电器柜门板[3]。
2 现有结构和工艺分析
对产品的结构、制造工艺进行分析,具体如下。
2.1 强度分析
门板的强度主要由内、外蒙皮和铝蜂窝固化成一体后构成。铝板蜂窝的材料、规格、蜂窝的孔径大小对门板的强度有影响。现方案内、外蒙皮的材料为5052 H22,规格为2 000mm×1 000mm×1mm;铝蜂窝的材料为3003,规格为0.06mm×3mm×8mm(8×1000×2000)。
2.2 外观分析
电器柜骨架采用喷塑处理。电器柜面板固化后四周封胶主要起密封、美观作用,外表面油漆处理主要起美观、防腐作用,内侧一般底漆处理主要起防腐作用;面板装配到电器柜骨架上存在一定色差。
2.3 制造工艺分析
工艺流程按照传统的轨道车辆门系统的工艺路线方案,先内外蒙皮冲裁加工及框架型材机加工、焊接(面板厚度在10mm此工序可以省略),然后蒙皮、框架、蜂窝一体粘接固化成型,随后转表面打磨、油漆处理,最后转入装配。其工艺流程涉及机加工、焊接、粘接固化、打磨、油漆和装配等六大工序,工序流程和周转次数较多。
2.4 成本分析
通过对制造工艺流程分析及制造成本核算,其成本附加较高的工序有焊接工序、粘接固化工序、油漆工序。
3 改进的结构及制造工艺
通过对原有结构和制造工艺分析,优化改进了如下内容。
3.1 结构改进
将外蒙皮四周进行翻边处理,翻边高度与蜂窝板厚度一致,翻边后对四角处进行局部焊接、打磨处理,使外蒙皮翻边四周形成整体,增加了蒙皮的强度。铝蜂窝填充在外蒙皮内,内蒙皮覆盖在铝蜂窝上,与外蒙皮翻边保持齐平。装配时,内蒙皮与外蒙皮的拼缝处可以用原有的装饰条进行遮蔽[4]。
3.2 蒙皮定位改进
通过新增锁部位的嵌块,定位内、外蒙皮的位置,防止固化时,内蒙皮在胶层上的蠕动。同时,加强了锁部位的结构强度,提高了使用寿命。
3.3 制造工艺的改进
将原有的先粘接固化、然后油漆的工艺流程,通过前面的设计结构优化,改为先进行表面喷塑,然后再粘接固化的工艺流程。此流程的优化在于将原有的油漆工序改为了喷塑工艺。同时,胶膜的热固化改为了双组分糊状胶,降低了的固化温度,减少了能源的损耗[5]。改进后的工艺流程如图3所示。
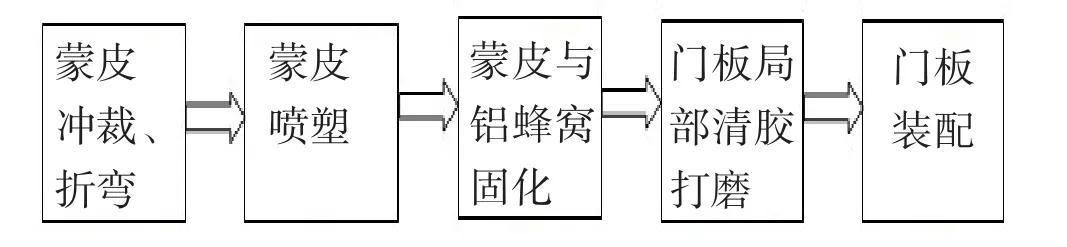
图3 不带骨架蜂窝板工艺流程
3.4 溢胶控制与改进
由于采用了双组分糊状胶的固化方式,粘接剂在未固化前具有一定的流淌性,因此固化时的溢胶问题需要提前考虑。同时,由于采用了先表面喷塑后粘接固化的形式,溢胶的问题会带来后续清胶工序的难度。
3.5 粘接剂的改进
由于采用了先表面喷塑后固化的工艺流程,如采用热固化胶膜,加热时会影响喷塑表面的质量,因此改用双组分的糊状胶,在降低原材料成本的同时,降低了固化能耗。
3.6 表面涂装的改进
采用成本相对低廉的表面喷塑处理替代原有的油漆方式,从防腐能力和外观上,喷塑的性能均能与油漆保持一致。同时,内蒙皮的防腐、装饰上,可以根据客户的要求,定制不同的表面涂装方案。
4 方案的对比分析
通过理论计算和有限元分析,对比2种方案:运用有限元分析软件,对2种结构的蒙皮和门板进行受力分析。假设条件为门锁和铰链处全约束,门板施加1 000Pa压力(相当于整个门板上施加130kg力);需求解的信息为蒙皮的变形、门板的变形和应力。材料属性如表1所示,分析对比结果如表2所示。计算结果表明,蒙皮翻边后,蒙皮强度得到明显提升,固化后门板刚度提升了1.1%。
5 结论
通过上述的结构与工艺改进,相对原有设计方案,改进后的方案有如下优点:①设计结构的改进,使工艺流程得到优化,减少四周封胶的工序;②原有方案中电器柜骨架和面板分别采用喷塑和油漆的方式,存在一定色差,改进方案后在降低成本的同时统一了门框骨架和门板表面的处理方式,使颜色趋于一致,提高质量;③原有方案采用铝蜂窝和蒙皮方式,门板刚度相对不高,固化受热后易产生变形,现采用蒙皮折弯翻边形式,加强了蒙皮的刚性,同时采用低温固化,固化后门板的强度有所增强;④通过优化结构,改进了粘接固化方式,改变了粘接剂,改变了表面处理方式及先后顺序,使制造成本减少为原有的1/3,改进后的方案有很大的经济性;⑤新结构方案为轨道车辆内装饰中的蜂窝板类的零件设计与制造提出了新的解决思路,根据不同强度要求,此结构的门板可以根据使用要求在外蒙皮固化前增加一些型材加强筋或嵌块,以满足蜂窝板强度和安装要求。后续蜂窝板类的延伸类产品的结构将会更加丰富。

表1 材料属性表

表22 种方案对比表
[1]曾爱平,薛颖,钱宇峰,等.镁合金表面改性新技术[J].材料导报,2000(3):19-20.
[2]章令晖,韩宇,沃西源,等.蜂窝夹层结构常见制造缺陷分析[J].航天返回与遥感,2006(1):57-61.
[3]姚军,孙广平,贾树盛.镁合金表面处理的研究进展[J].焊接技术,2004(6):4-6.
[4]韦娟芳,冀有志,龚博安.星载蜂窝夹层结构天线复合材料力学性能检测[J].宇航材料工艺,2007(5):8-12.
[5]赵景丽.蜂窝夹层结构复合材料的性能研究[D].西安:西北工业大学,2002.
Honeycomb Panel Structure and Process Optimization for Interior Decoration of Rail Transit
He Fei
(Nanjing Kongni Electromechanical Limited by Share Ltd.,Nanjing Jiangsu 210039)
In this paper,the structure and manufacturing process of the electrical cabinet and end wall panel were studied.The structure of the panel was optimized,and the manufacturing process was optimized,so as to reduce the manufacturing cost of the product,and the panel strength does not change.At the same time,it can also reduce the manufacturing cost of vehicle interior decoration,and bring economic benefits for the interior decoration of rail transit vehicles.
rail transit;interior decoration;honeycomb panel;structure;technology
U270.38
A
1003-5168(2017)05-0099-03
2017-04-08
何飞(1981-),男,硕士,工程师,研究方向:机械设计、工艺研究。
